
一种提升加热炉温度均匀性的控制方法.pdf

一吃****仕龙

1/10
2/10
3/10
4/10
5/10
6/10
7/10

8/10
9/10
10/10
亲,该文档总共17页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种提升加热炉温度均匀性的控制方法.pdf
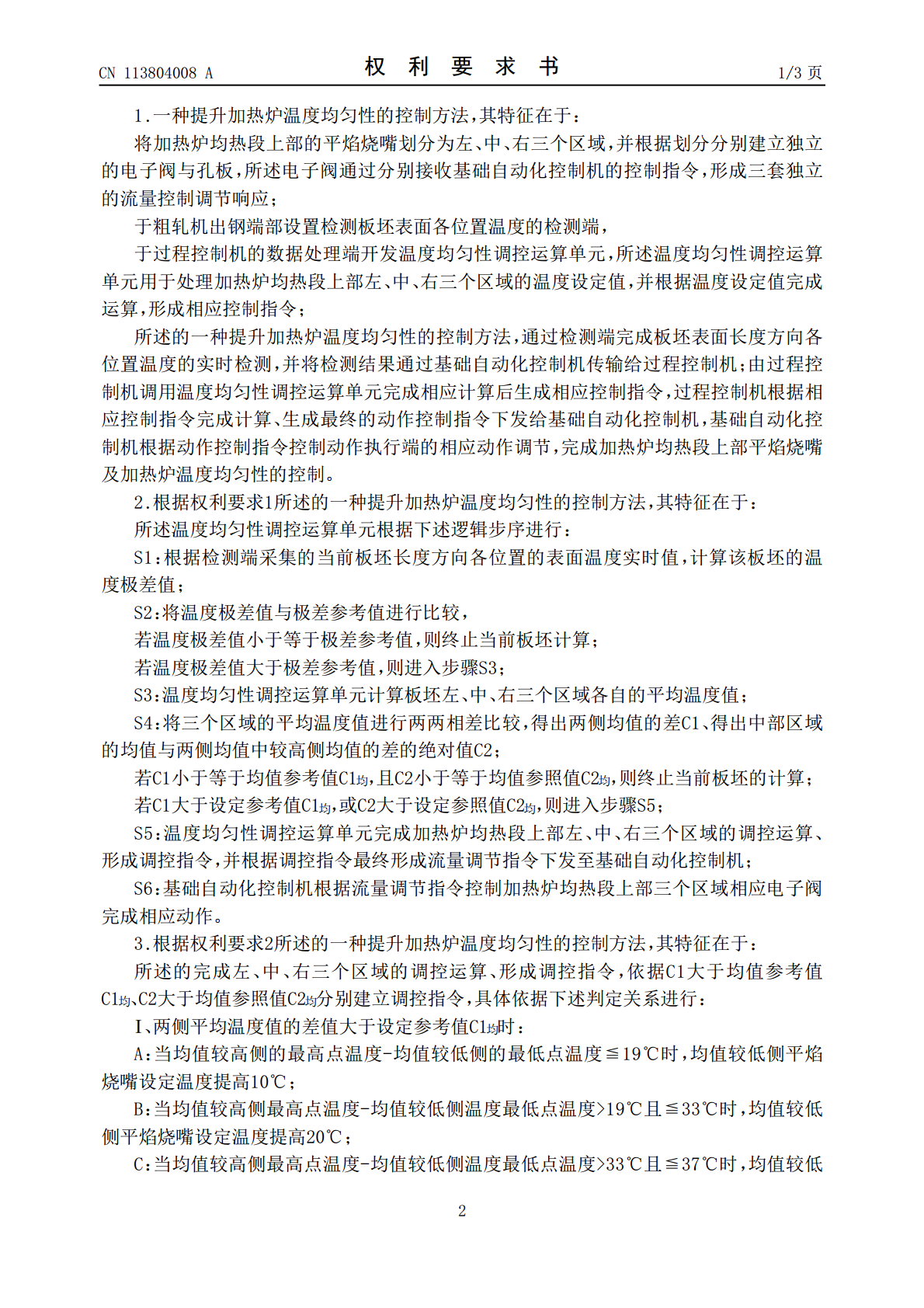
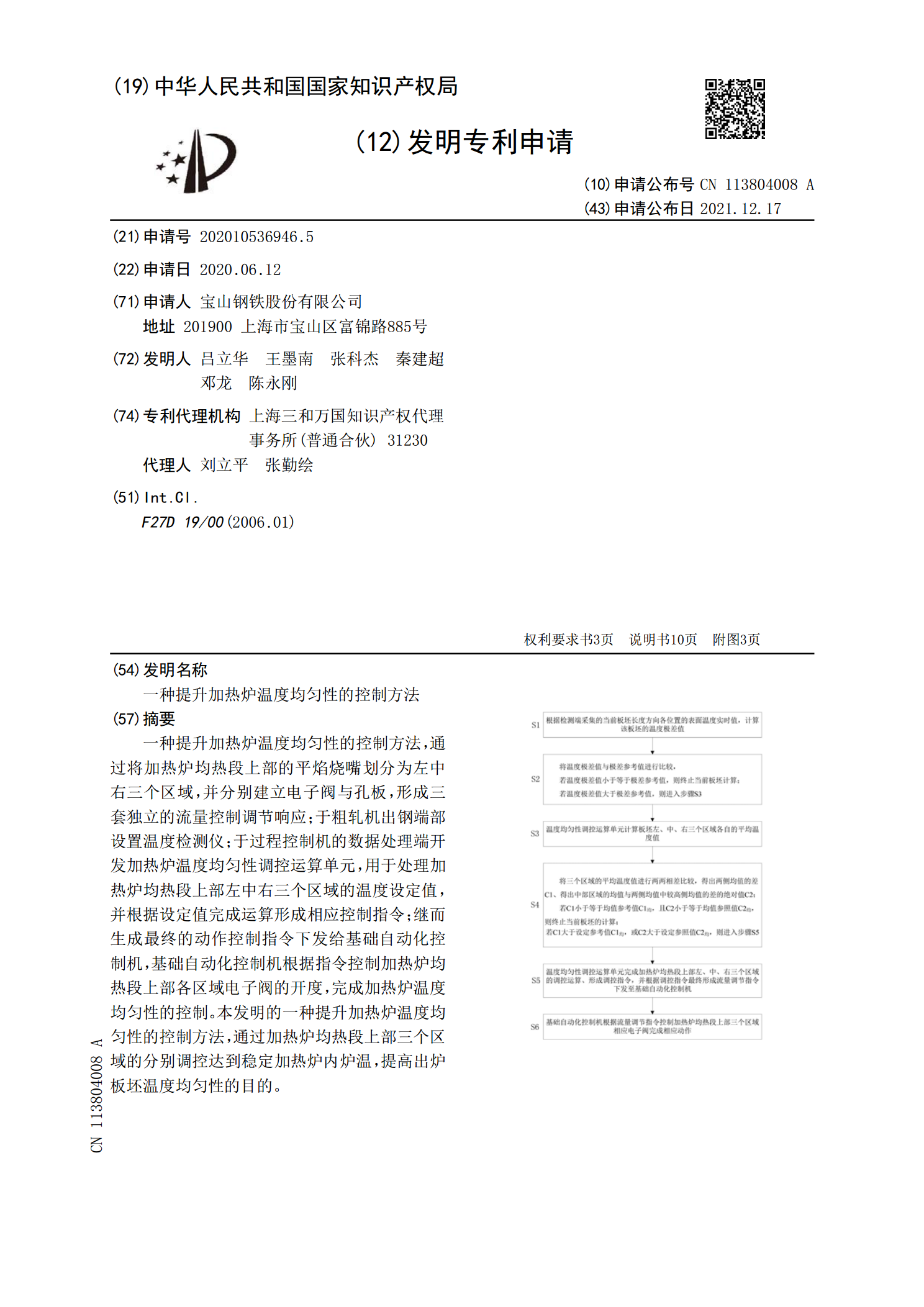
一种提升加热炉温度均匀性的控制方法,通过将加热炉均热段上部的平焰烧嘴划分为左中右三个区域,并分别建立电子阀与孔板,形成三套独立的流量控制调节响应;于粗轧机出钢端部设置温度检测仪;于过程控制机的数据处理端开发加热炉温度均匀性调控运算单元,用于处理加热炉均热段上部左中右三个区域的温度设定值,并根据设定值完成运算形成相应控制指令;继而生成最终的动作控制指令下发给基础自动化控制机,基础自动化控制机根据指令控制加热炉均热段上部各区域电子阀的开度,完成加热炉温度均匀性的控制。本发明的一种提升加热炉温度均匀性的控制方法
一种提升板坯长度方向温度均匀性的加热炉控制方法.pdf
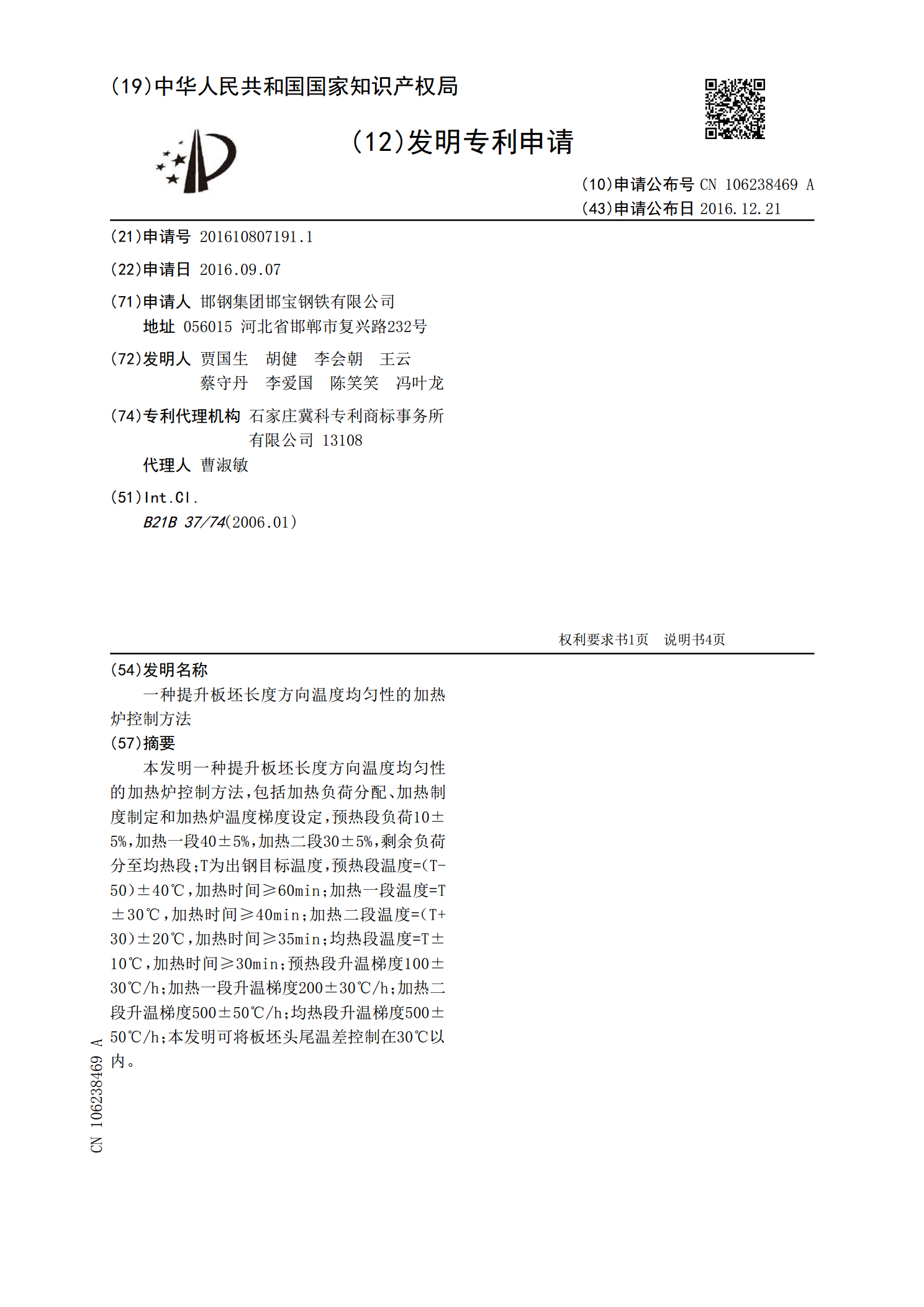
本发明一种提升板坯长度方向温度均匀性的加热炉控制方法,包括加热负荷分配、加热制度制定和加热炉温度梯度设定,预热段负荷10±5%,加热一段40±5%,加热二段30±5%,剩余负荷分至均热段;T为出钢目标温度,预热段温度=(T‑50)±40℃,加热时间≥60min;加热一段温度=T±30℃,加热时间≥40min;加热二段温度=(T+30)±20℃,加热时间≥35min;均热段温度=T±10℃,加热时间≥30min;预热段升温梯度100±30℃/h;加热一段升温梯度200±30℃/h;加热二段升温梯度500±5

一种车底式加热炉出炉板坯全长温度均匀性的控制方法.pdf
一种车底式加热炉出炉板坯全长温度均匀性的控制方法,对粗轧机第一道次的钢坯的左右两侧分别沿钢坯长度方向设置采样点,并根据轧钢数据确定各采样点的钢坯出炉温度;按炉段划分对各采样点建立相应区段的划分,并对各区段建立以各采样点的钢坯出炉温度为数据源的数据融合;根据数据融合形成各区段的温度调整量,并据此温度调整量对各区段建立温度自适应修正;据此建立各区段的温度反馈调节,形成对板坯全长温度均匀性的控制。本发明的一种车底式加热炉出炉板坯全长温度均匀性的控制方法可清楚地表征出车底式炉出炉钢板的全长温度均匀程度、减少车底式

厚板加热炉温度均匀性的探讨.docx
厚板加热炉温度均匀性的探讨厚板加热炉是一种常用的热处理设备,广泛应用于冶金、材料加工等领域。在厚板加热过程中,温度均匀性问题一直是研究的焦点和难点。本文将从热传导原理、加热方法和控制策略等方面探讨厚板加热炉温度均匀性的问题。一、热传导原理的影响热传导是指固体内部由高温区向低温区传递热量的过程。在厚板加热炉中,热传导是主要的热传递方式。不均匀的热传导会导致温度场不均匀分布。1、材料热导率的差异:不同材料的热导率不同,热导率高的材料在相同的加热条件下,传递热量更快,容易造成温度梯度。2、热传导方向的差异:厚板

步进式加热炉温度均匀性研究.docx
步进式加热炉温度均匀性研究步进式加热炉温度均匀性研究摘要:随着工业技术的进步和生产要求的提高,步进式加热炉广泛应用于许多行业中。然而,步进式加热炉的温度均匀性一直是一个重要的研究课题。本文通过对步进式加热炉温度均匀性的研究,探讨了影响温度均匀性的因素,并提出了改进措施,以提高加热炉的工作效率和产品质量。关键词:步进式加热炉、温度均匀性、因素、改进措施引言:步进式加热炉作为一种重要的热处理设备,广泛应用于电子、医疗、化工等各个领域。其主要功能是对物体进行加热处理,以改变其物理和化学特性。然而,由于步进式加热