
一种电机齿轮及其制备方法.pdf

高格****gu

1/8
2/8
3/8
4/8
5/8
6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种电机齿轮及其制备方法.pdf
本发明涉及一种电机齿轮及其制备方法,将含有铜、钼、碳、润滑剂和铁的原料经压制,形成齿轮坯件,把齿轮坯件送入网带烧结炉内预热、烧结和冷却,得到洛氏硬度的HRC值不小于30、密度不小于6.8g/cm

一种电机行星齿轮润滑脂及其制备方法.pdf
本发明涉及润滑技术领域,具体的说是一种电机行星齿轮润滑脂及其制备方法。由如下质量百分比的原料组成:基础油60~90%,稠化剂3~5%以及余量的添加剂,其中基础油选用聚丁烯、聚酯和复合酯中的一种或全部,稠化剂选用气相二氧化硅,添加剂选用二烷基二硫代磷酸盐、石墨、MoS

一种汽车发动机启动电机齿轮及其制备方法.pdf
本发明公开了一种汽车发动机启动电机齿轮及其制备方法,启动电机齿轮包括圈体,在圈体的内外圆周面上分别设有内齿和外齿,所述的外齿的齿面为R弧形面;所述的圈体的粉末冶金组分质量百分比为:1.62-1.98%Cu,3.2-3.8%Ni,0.45-0.55%Mo,0.1-0.2%C,剩余为Fe和不可避免的杂质。该汽车发动机启动电机齿轮,精度极高,密度:7.35g/cm3以上;硬度:HV1.0600-850;齿面R弧:0.3±0.03。采用粉末冶金烧结硬化工艺,通过预成形-整形工艺一次制作而成符合产品强度、齿形精度要
一种齿轮及其制备方法.pdf
本发明公开了一种齿轮及其制备方法,所述齿轮按质量百分比计包括以下组分:C:0.05‑0.06%,Mn:0.5‑1%,Ni:1.2‑2.2%,Cr:2.40‑2.6.%,Nb:0.4‑0.6%,Si:0.1‑0.2%,N:0.1‑0.12%,Cu≤0.2%,s≤0.015%,p≤0.025%,Mo:0.3‑0.5%,Al:2‑4%,Ti:0.3‑0.5%,B:0.02‑0.03%,Al:0.05‑0.06%,v:0.0018‑0.0022%,复合稀土A:0.1‑0.3%,余量为Fe。
一种齿轮及其制备方法.pdf
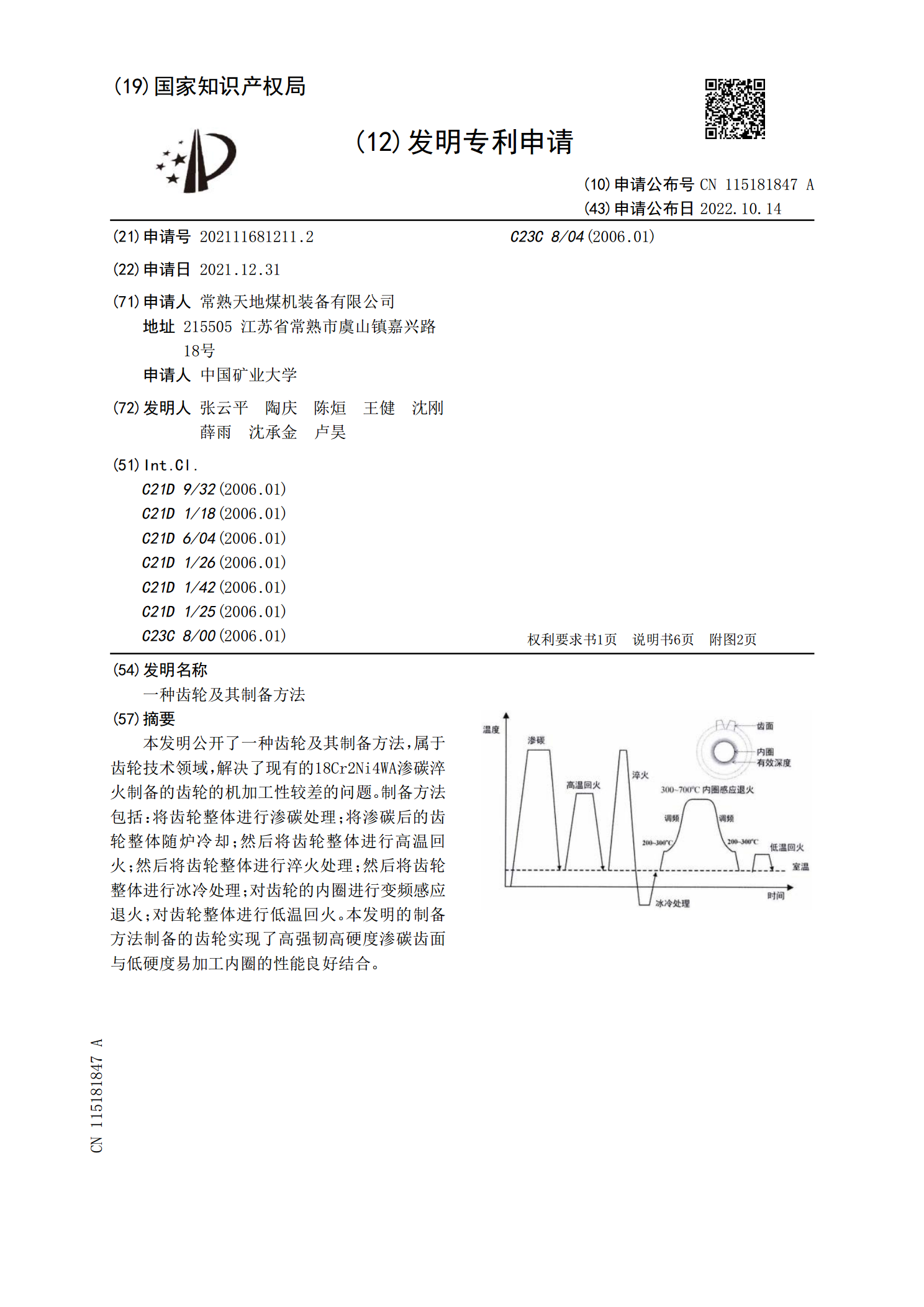
本发明公开了一种齿轮及其制备方法,属于齿轮技术领域,解决了现有的18Cr2Ni4WA渗碳淬火制备的齿轮的机加工性较差的问题。制备方法包括:将齿轮整体进行渗碳处理;将渗碳后的齿轮整体随炉冷却;然后将齿轮整体进行高温回火;然后将齿轮整体进行淬火处理;然后将齿轮整体进行冰冷处理;对齿轮的内圈进行变频感应退火;对齿轮整体进行低温回火。本发明的制备方法制备的齿轮实现了高强韧高硬度渗碳齿面与低硬度易加工内圈的性能良好结合。