
一种GH4169高温合金自由锻棒坯及其制备方法.pdf

文库****坚白

1/10

2/10

3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种GH4169高温合金自由锻棒坯及其制备方法.pdf
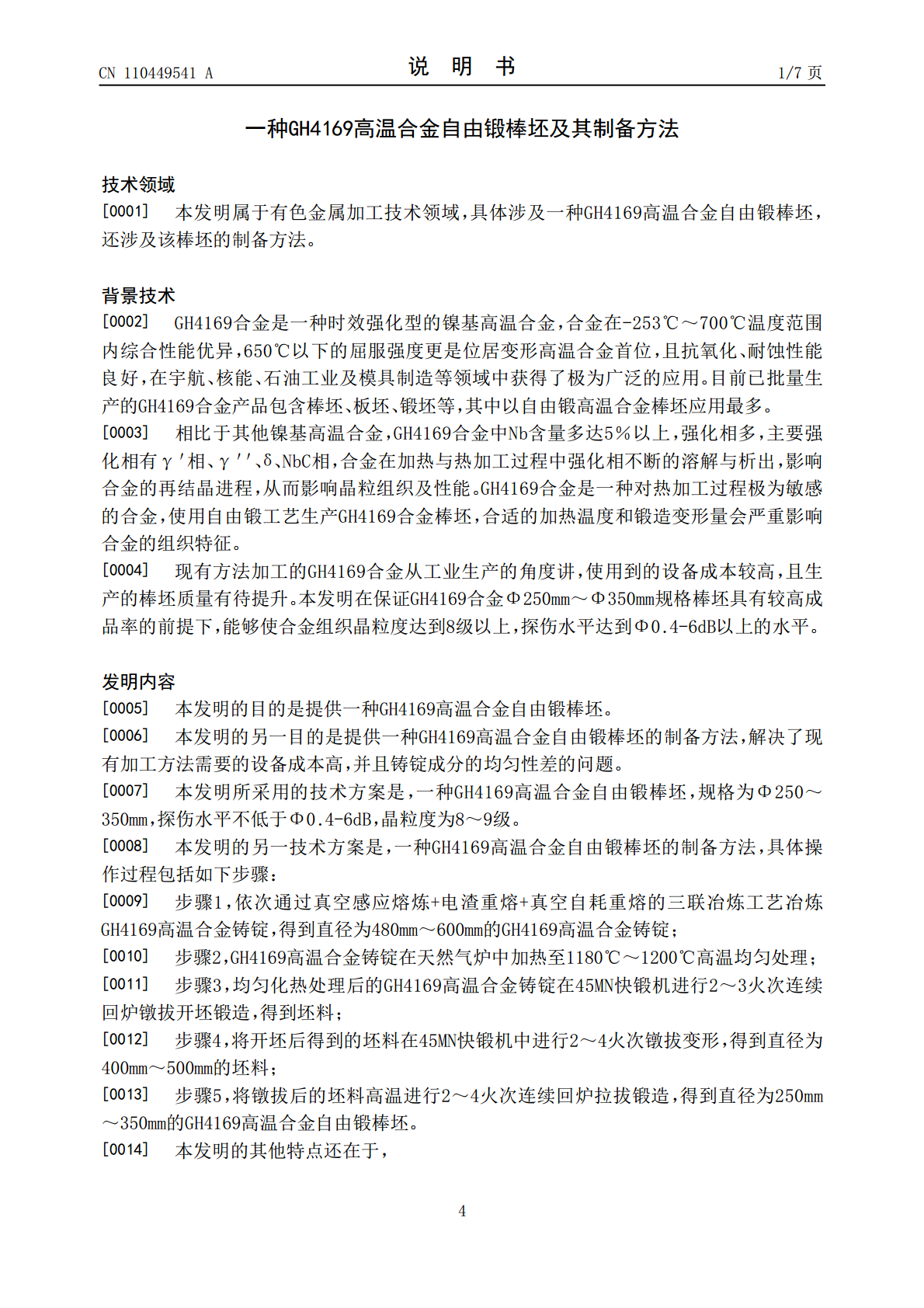
本发明公开的一种GH4169高温合金自由锻棒坯,规格为Φ250~350mm,探伤水平不低于Φ0.4‑6dB,晶粒度为8~9级。本发明还公开了该棒坯的制备方法,首先,通过真空感应熔炼+电渣重熔+真空自耗重熔的三联冶炼工艺冶炼GH4169高温合金铸锭,高温均匀处理;其次,将GH4169高温合金铸锭镦拔开坯锻造;然后,将开坯后的坯料镦拔变形,得到直径为400mm~500mm的坯料;最后,将镦拔后的坯料高温进行连续回炉拉拔锻造,得到直径为250mm~350mm的GH4169高温合金自由锻棒坯。本发明公开的方法将棒
一种超超临界火电机组用高温合金自由锻棒坯制备方法.pdf
本发明提供了一种超超临界火电机组用高温合金自由锻棒坯制备方法,经过真空感应熔炼+真空自耗重熔双真空冶炼的650℃超超临界火电机组用高温合金铸锭;均匀化热处理;开坯锻造,在80MN快锻机进行,2火次镦拔,每火次变形量30%~50%;2火次连续回炉换向拔长,每火次变形量30%~60%;3火次拔长变形,变形量30%~50%,拔长完成后坯料直径为220mm。完成后获得直径为204mm的超超临界火电机组用高温合金坯料。本发明采用换向拔长的自由锻技术制备高温合金棒坯,使棒坯的组织均匀细小,碳化物细小且弥散分布,从而使

GH4169高温合金管坯的制备方法.pdf
本发明提供一种GH4169高温合金管坯的制备方法,包括:采用真空感应熔炼的方法制作电极棒;电极棒经表面打磨后,放入电渣重熔炉进行电渣重熔获得电渣钢锭;在将电渣钢锭开坯后,将有缺陷的部位切净和磨净,入锻造加热炉进行保温锻造;在经过保温锻造的电渣钢锭通过超声波的无损探伤后对其进行加工,获得棒料;在棒料两端外圆的中心加工通孔;将加工通孔的棒料放进加热炉进行加热;利用三辊斜轧穿孔机对加热后的棒料进行三辊穿孔;对三辊穿孔后的棒料进行水冷,冷却至室温形成GH4169高温合金管坯。利用本发明能够提高管坯的成材率。
一种高合金耐高温塞棒及其制备方法.pdf
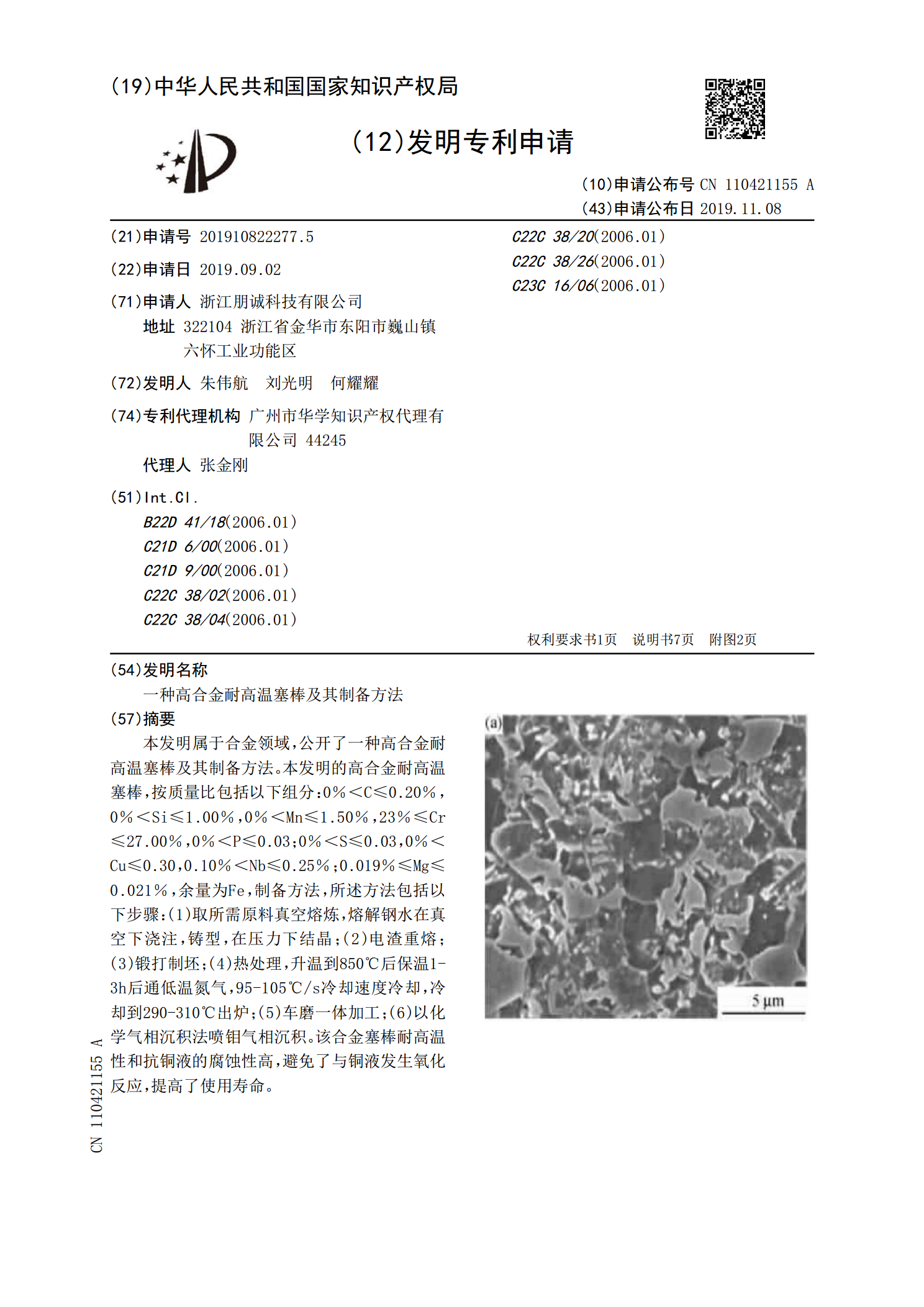
本发明属于合金领域,公开了一种高合金耐高温塞棒及其制备方法。本发明的高合金耐高温塞棒,按质量比包括以下组分:0%<C≤0.20%,0%<Si≤1.00%,0%<Mn≤1.50%,23%≤Cr≤27.00%,0%<P≤0.03;0%<S≤0.03,0%<Cu≤0.30,0.10%<Nb≤0.25%;0.019%≤Mg≤0.021%,余量为Fe,制备方法,所述方法包括以下步骤:(1)取所需原料真空熔炼,熔解钢水在真空下浇注,铸型,在压力下结晶;(2)电渣重熔;(3)锻打制坯;(4)热处理,升温到850℃后保温
一种耐高温稀土热管坯及其制备方法.pdf
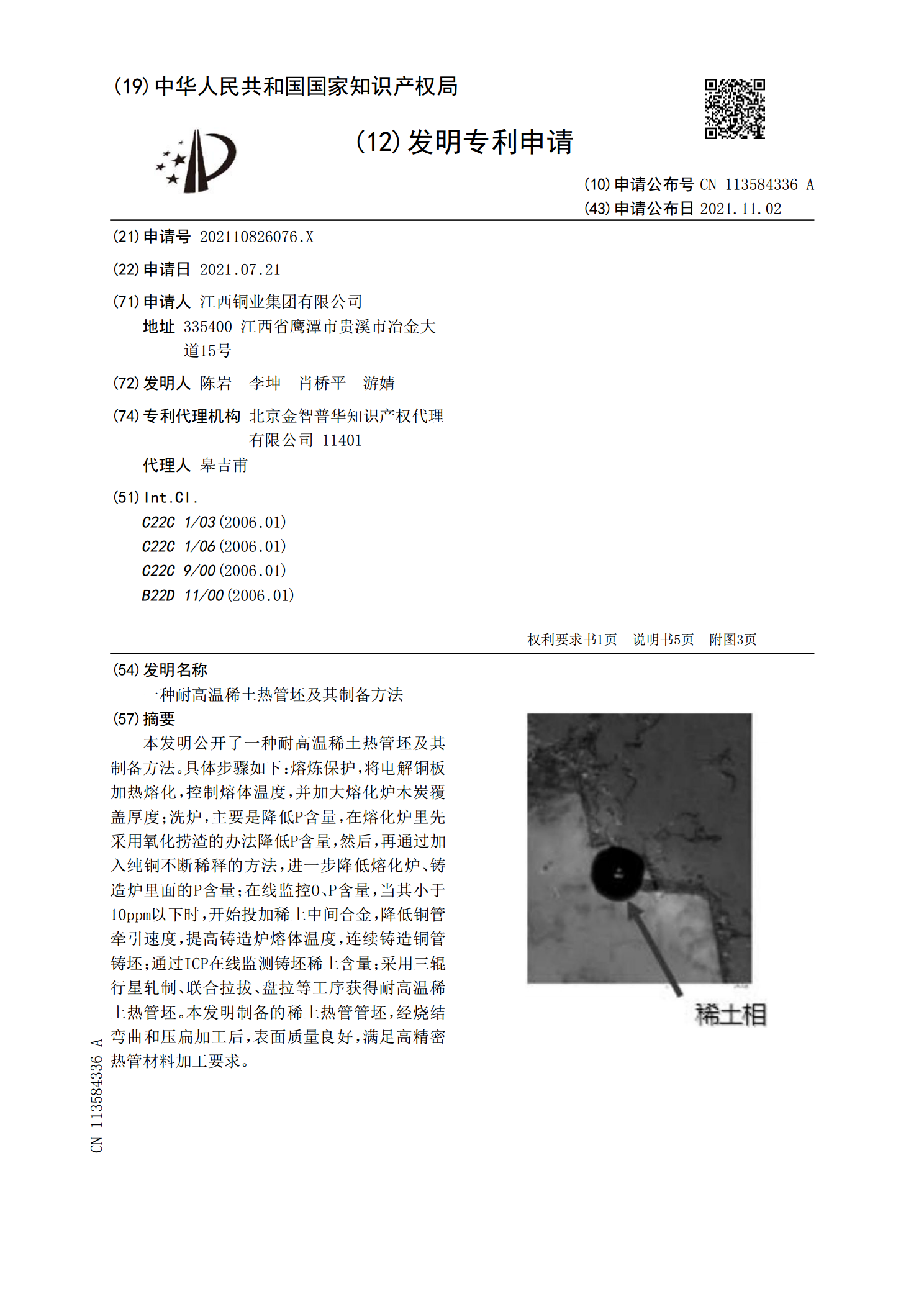
本发明公开了一种耐高温稀土热管坯及其制备方法。具体步骤如下:熔炼保护,将电解铜板加热熔化,控制熔体温度,并加大熔化炉木炭覆盖厚度;洗炉,主要是降低P含量,在熔化炉里先采用氧化捞渣的办法降低P含量,然后,再通过加入纯铜不断稀释的方法,进一步降低熔化炉、铸造炉里面的P含量;在线监控O、P含量,当其小于10ppm以下时,开始投加稀土中间合金,降低铜管牵引速度,提高铸造炉熔体温度,连续铸造铜管铸坯;通过ICP在线监测铸坯稀土含量;采用三辊行星轧制、联合拉拔、盘拉等工序获得耐高温稀土热管坯。本发明制备的稀土热管管坯