
一种高合金耐高温塞棒及其制备方法.pdf

宁馨****找我

1/10
2/10
3/10
4/10
5/10

6/10
7/10
8/10
9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种高合金耐高温塞棒及其制备方法.pdf
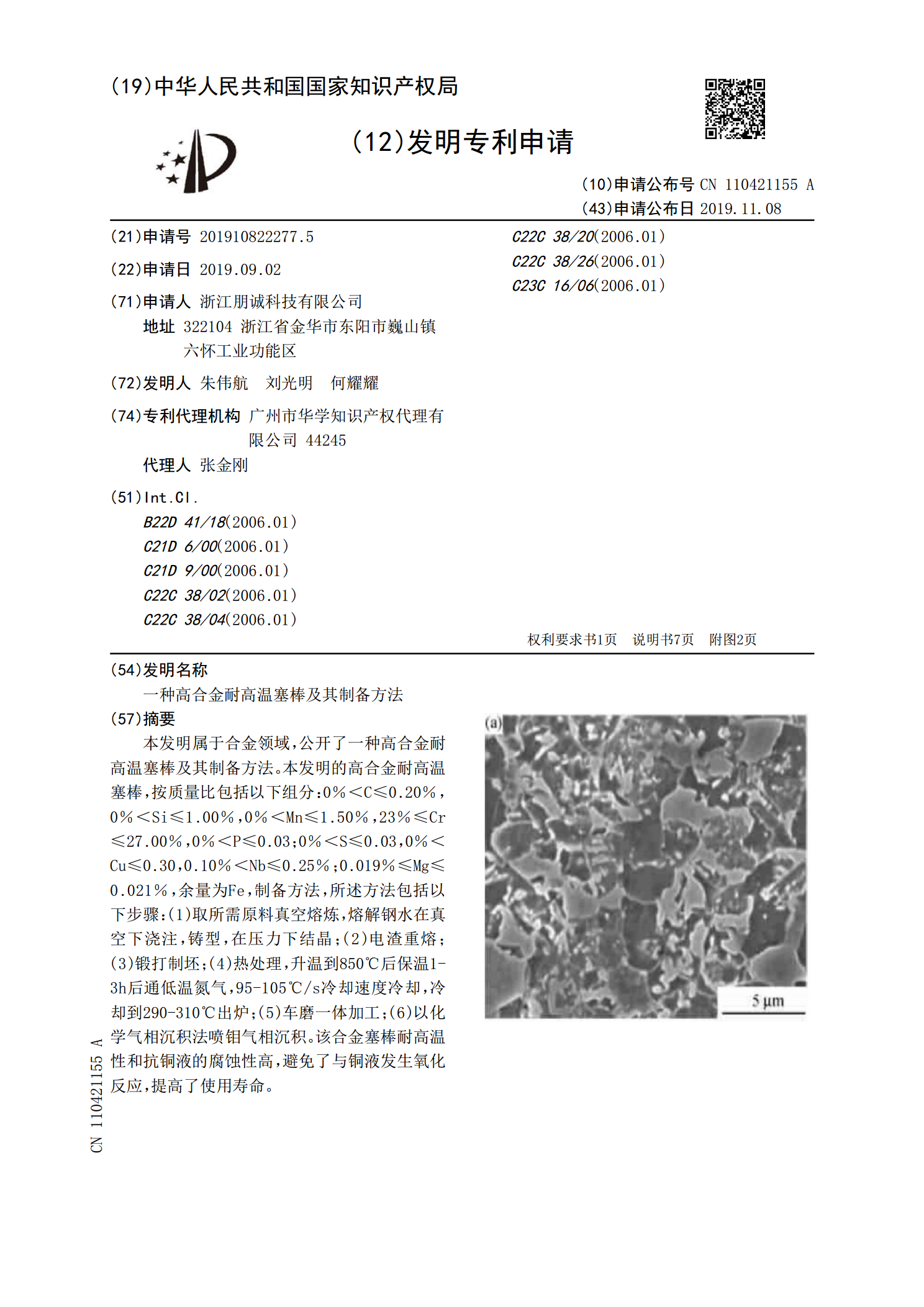
本发明属于合金领域,公开了一种高合金耐高温塞棒及其制备方法。本发明的高合金耐高温塞棒,按质量比包括以下组分:0%<C≤0.20%,0%<Si≤1.00%,0%<Mn≤1.50%,23%≤Cr≤27.00%,0%<P≤0.03;0%<S≤0.03,0%<Cu≤0.30,0.10%<Nb≤0.25%;0.019%≤Mg≤0.021%,余量为Fe,制备方法,所述方法包括以下步骤:(1)取所需原料真空熔炼,熔解钢水在真空下浇注,铸型,在压力下结晶;(2)电渣重熔;(3)锻打制坯;(4)热处理,升温到850℃后保温

一种耐高温钨钼合金及其制备方法.pdf
本发明提供一种耐高温钨钼合金及其制备方法,其各组重量百分比如下,钨:50-80%,钼:35-50%,铼:10-30%,锆:2-5%,杂质:0.1-1%,其制备方法为,将各种金属粉末混合均匀,真空中脱水、过筛、混合,压制后置于冶炼炉中烧结,烧结后降温,制成丝状或者带状。本发明制备方法流程简单,材料性能良好,具有较好的耐高温性能,特别适用于制作LED车灯的灯丝等耐高温配件。

一种高导耐高温铜合金制备方法.pdf
本发明公开了一种高导耐高温铜合金制备方法,属于有色金属材料制造技术领域。通过对制备的雾化铜粉氧化后再还原为铜粉,能够增加铜粉表面的粗糙度,降低激光打印操作时雾化铜粉表面对激光的反射率,保证激光打印设备的工作的可靠性;通过超音速气体雾化方法制备雾化铜粉,具有粉末粒度细小、球形度高的优点;通过熔炼过程,能够将电解铜板充分熔炼为液体,避免电解铜板因熔炼不彻底使液体铜中存在残留固体,造成制备的雾化铜粉不均匀;该铜合金在具有高的导电导热性能同时,还具有较高的耐高温软化性能,可保持在高温工作环境中机械强度不降低或降低
耐高温的高熵合金材料及其制备方法.pdf
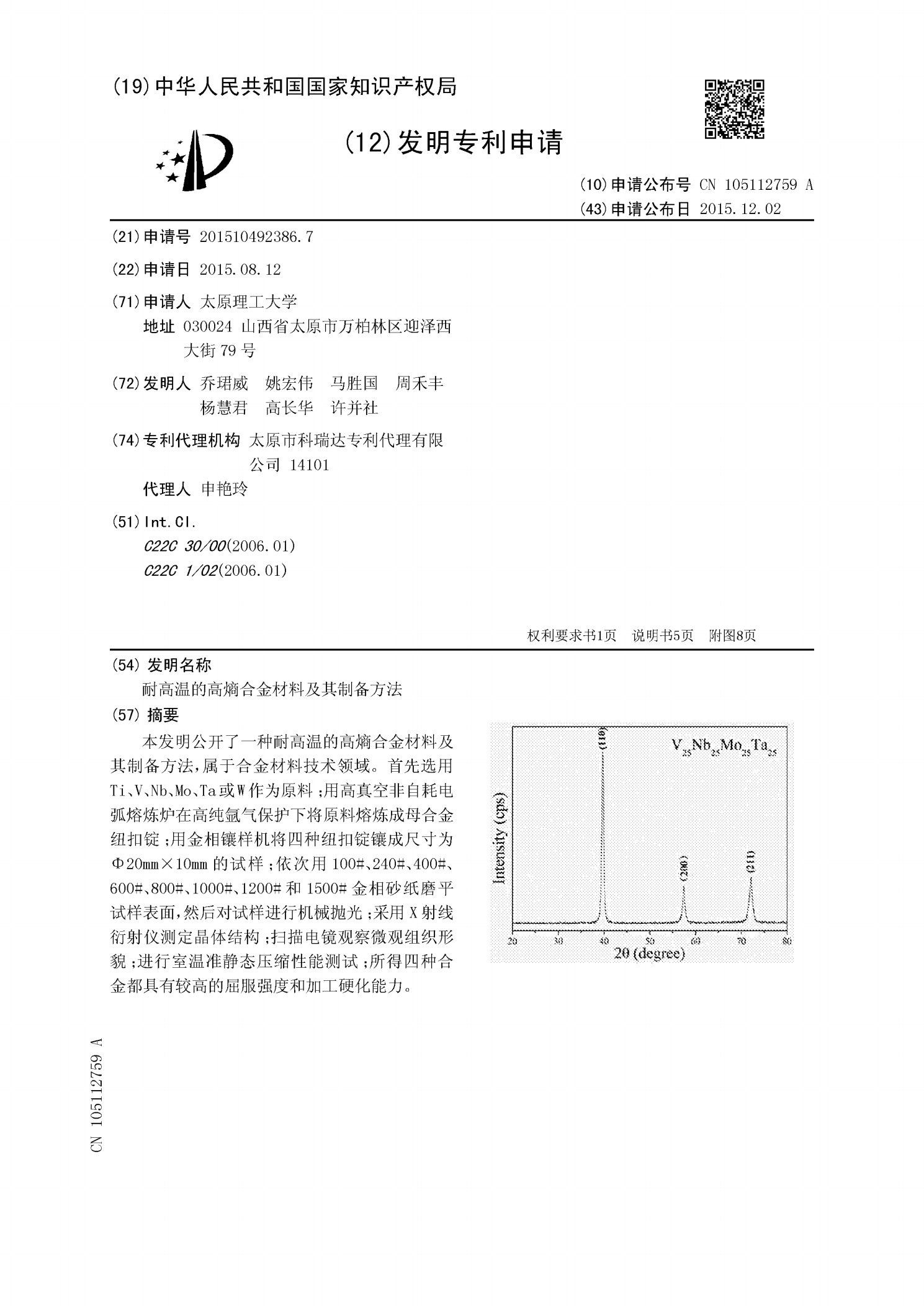
本发明公开了一种耐高温的高熵合金材料及其制备方法,属于合金材料技术领域。首先选用Ti、V、Nb、Mo、Ta或W作为原料;用高真空非自耗电弧熔炼炉在高纯氩气保护下将原料熔炼成母合金纽扣锭;用金相镶样机将四种纽扣锭镶成尺寸为Φ20mm×10mm的试样;依次用100#、240#、400#、600#、800#、1000#、1200#和1500#金相砂纸磨平试样表面,然后对试样进行机械抛光;采用X射线衍射仪测定晶体结构;扫描电镜观察微观组织形貌;进行室温准静态压缩性能测试;所得四种合金都具有较高的屈服强度和加工硬化
一种耐高温抗腐蚀合金及其制备方法.pdf
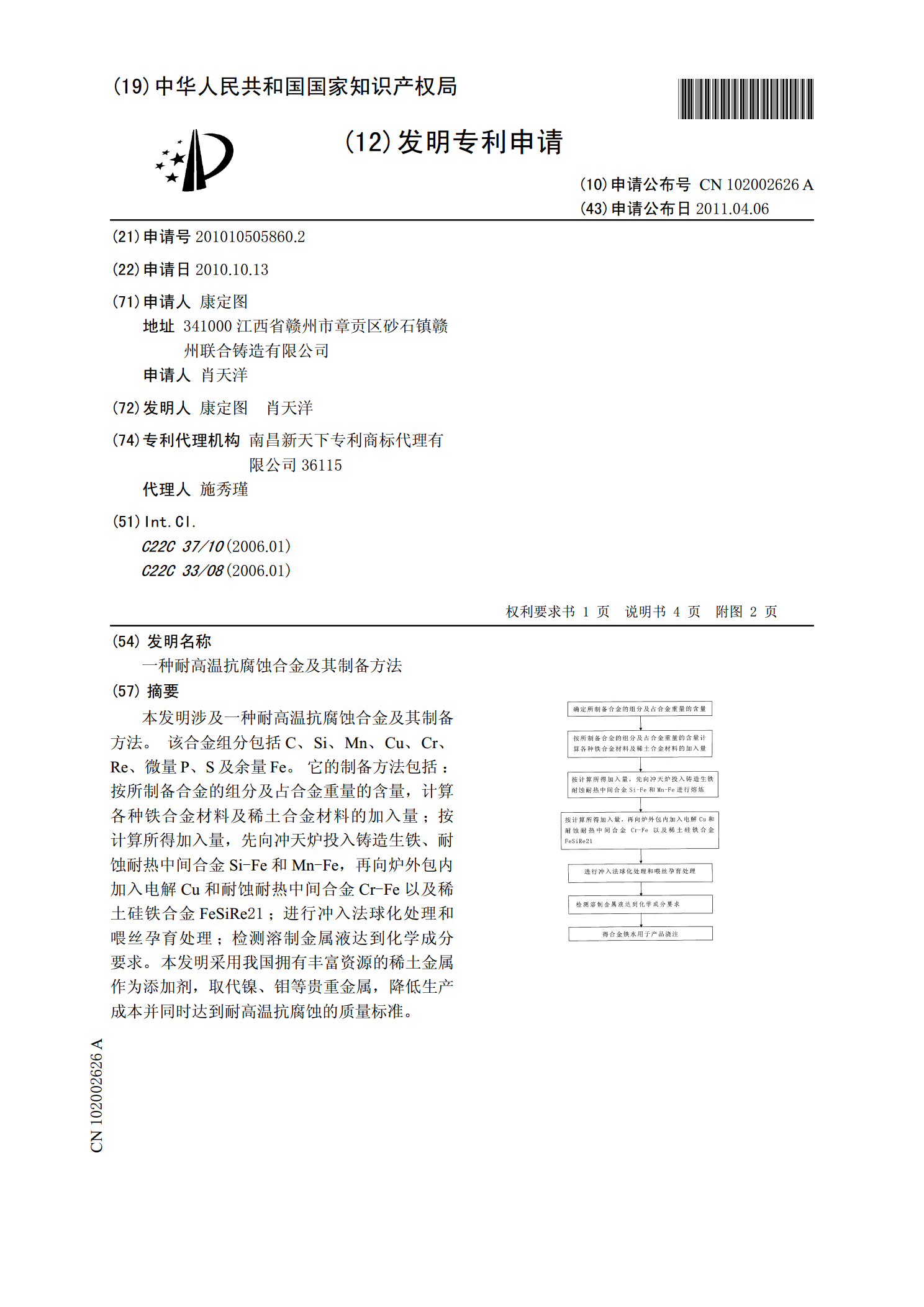
本发明涉及一种耐高温抗腐蚀合金及其制备方法。该合金组分包括C、Si、Mn、Cu、Cr、Re、微量P、S及余量Fe。它的制备方法包括:按所制备合金的组分及占合金重量的含量,计算各种铁合金材料及稀土合金材料的加入量;按计算所得加入量,先向冲天炉投入铸造生铁、耐蚀耐热中间合金Si-Fe和Mn-Fe,再向炉外包内加入电解Cu和耐蚀耐热中间合金Cr-Fe以及稀土硅铁合金FeSiRe21;进行冲入法球化处理和喂丝孕育处理;检测溶制金属液达到化学成分要求。本发明采用我国拥有丰富资源的稀土金属作为添加剂,取代镍、钼等贵重