
一种采用粉末注射成型制备复杂结构功能陶瓷件的方法.pdf

思洁****爱吗

1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种采用粉末注射成型制备复杂结构功能陶瓷件的方法.pdf
本发明涉及一种采用粉末注射成型制备复杂结构功能陶瓷件的方法,其特征在于包括以下步骤:S1、喂料制备:将功能陶瓷粉末与粘结剂均匀混合形成喂料;S2、注射成形:将步骤S1中制备的喂料置于粉末注射成型机中,在80~200MPa注射压力和160~200℃的注射温度条件下注射到模具型腔内,形成注射坯;S3、脱脂:将步骤S2中制备的注射坯进行催化脱脂,形成催化脱脂坯;S4、热脱脂:将步骤S3中制备的催化脱脂坯进行热脱脂获得热脱脂坯;S5、烧结:将步骤S4中制备的热脱脂坯置于烧结炉中,在空气气氛下进行烧结,得到烧结坯。
一种采用粉末注射成型制备钴基合金复杂零件的方法.pdf
本发明涉及一种采用粉末注射成型制备钴基合金复杂零件的方法,包括以下步骤:A、选择钴基粉末和粘结剂;B、喂料制备:将选择的钴基粉末和粘结剂按照最佳装载量均匀混合形成喂料;C、注射成型:将制备的喂料置于粉末注射成型机中,在100~180MPa注射压力和150~200℃的注射温度条件下注射到复杂零件的模具型腔内,形成注射坯;D、催化脱脂;E、烧结:将脱脂坯置于连续烧结炉中,在H
采用粉末注射成形制备铁钴合金复杂零件的方法.pdf
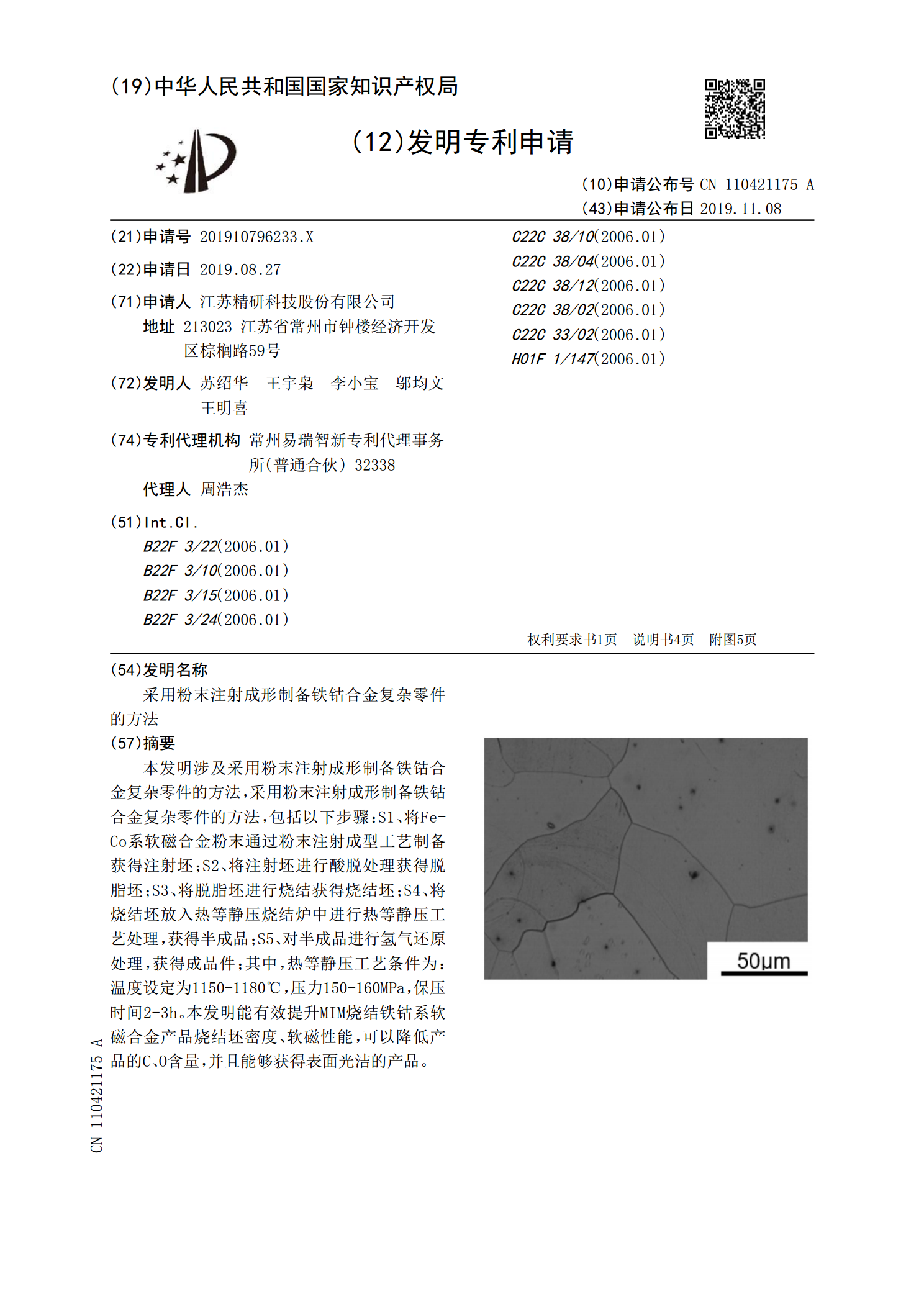
本发明涉及采用粉末注射成形制备铁钴合金复杂零件的方法,采用粉末注射成形制备铁钴合金复杂零件的方法,包括以下步骤:S1、将Fe‑Co系软磁合金粉末通过粉末注射成型工艺制备获得注射坯;S2、将注射坯进行酸脱处理获得脱脂坯;S3、将脱脂坯进行烧结获得烧结坯;S4、将烧结坯放入热等静压烧结炉中进行热等静压工艺处理,获得半成品;S5、对半成品进行氢气还原处理,获得成品件;其中,热等静压工艺条件为:温度设定为1150‑1180℃,压力150‑160MPa,保压时间2‑3h。本发明能有效提升MIM烧结铁钴系软磁合金产品
采用金属粉末注射成型制备金属齿轮的方法.pdf
本发明提供了一种采用金属粉末注射成型制备金属齿轮的方法,包括以下步骤:S1、喂料制备;S2、注射成形:将混合料置于注射成型机中,并进行加热;然后注射到齿轮模具型腔内形成坯件;S3、脱脂:对坯件进行加热,对坯件加热以脱去粘结剂,获得粗品件;S4、烧结:将粗品件置于850~950℃的温度下进行预烧,之后置于真空烧结炉内进行高温真空烧结,获得烧结坯;S5、热处理:将烧结坯经过二次加工后,置于Ar气体中,加热至800‑950℃,保温1‑4h,后将烧结坯置于淬火介质中实现冷却,最终获得金属齿轮。本发明的有益效果是:
采用粉末注射成型制备TC4钛合金零件的方法.pdf
本发明提供了一种采用粉末注射成型制备TC4钛合金零件的方法,包括以下步骤:S1、将TC4钛合金粉末与粘结剂经过混练、制粒得到喂料;S2、将所述喂料注射成型,得到坯料;S3、将所述坯料浸入脱氧蒸馏水或乙醇中进行溶剂脱脂,得到溶剂脱脂坯;S4、将所述溶剂脱脂坯放入烧结炉内,并在其上方扣置罩状体,保持烧结炉内惰性气体流通,在500‑700℃下进行热脱脂得到热脱脂坯;S5关闭惰性气体流通,在一定真空下降温至400‑500℃,保持10‑60分钟;S6、将S5处理后的热脱脂坯进行烧结得到成品。本发明制备TC4钛合金零