
真空自耗炉电极杆修复工艺.pdf

一条****发啊

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
真空自耗炉电极杆修复工艺.pdf
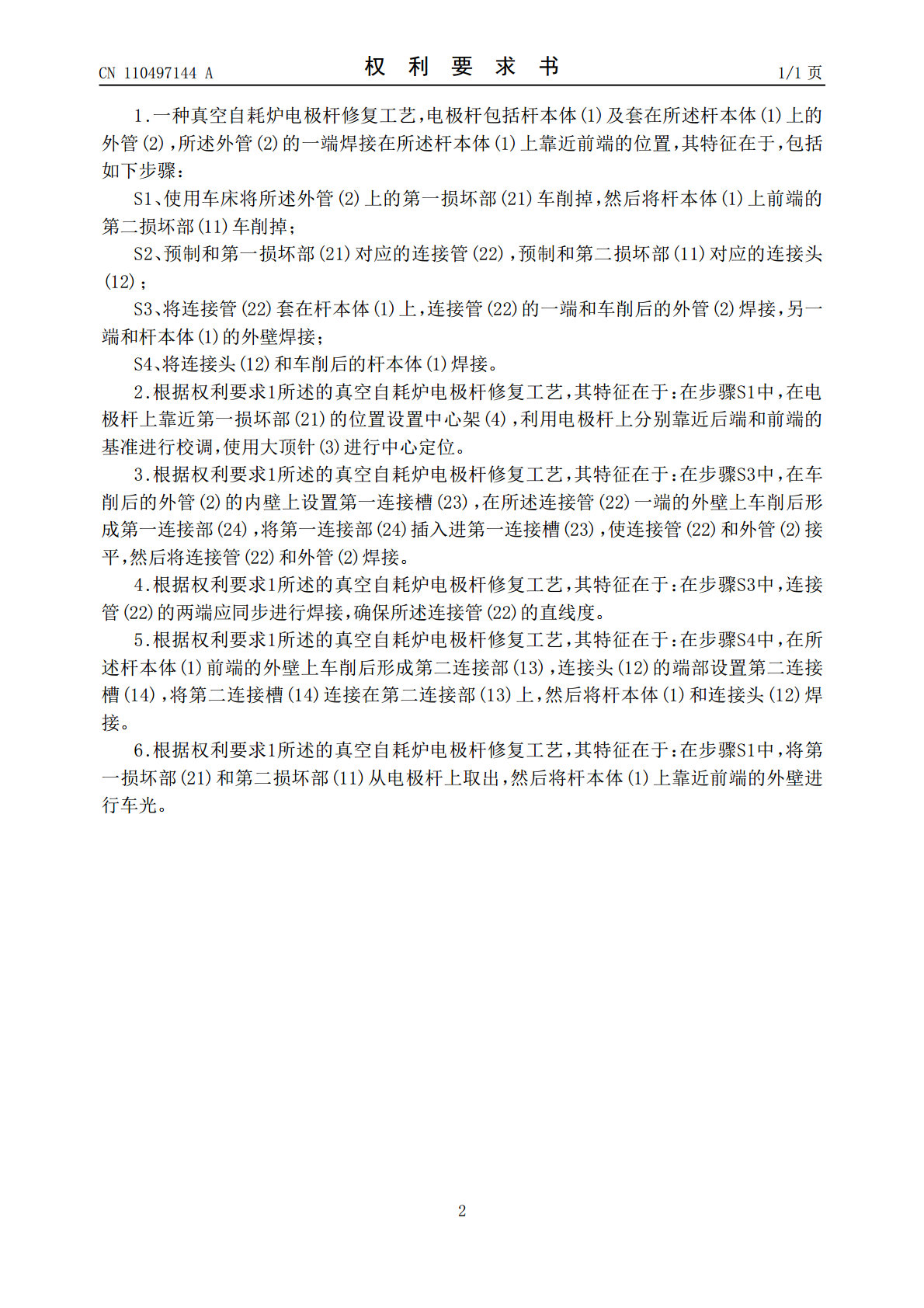
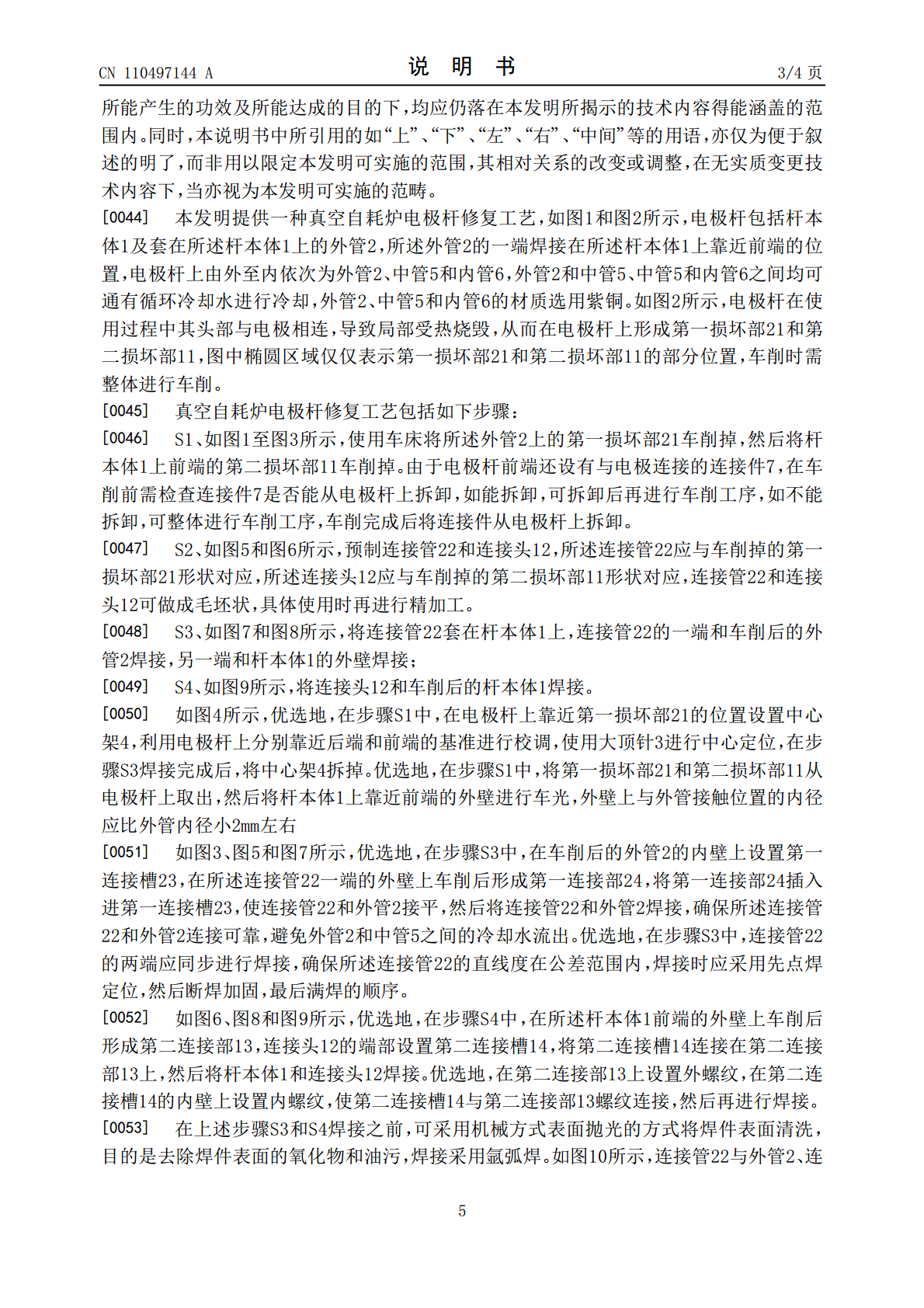
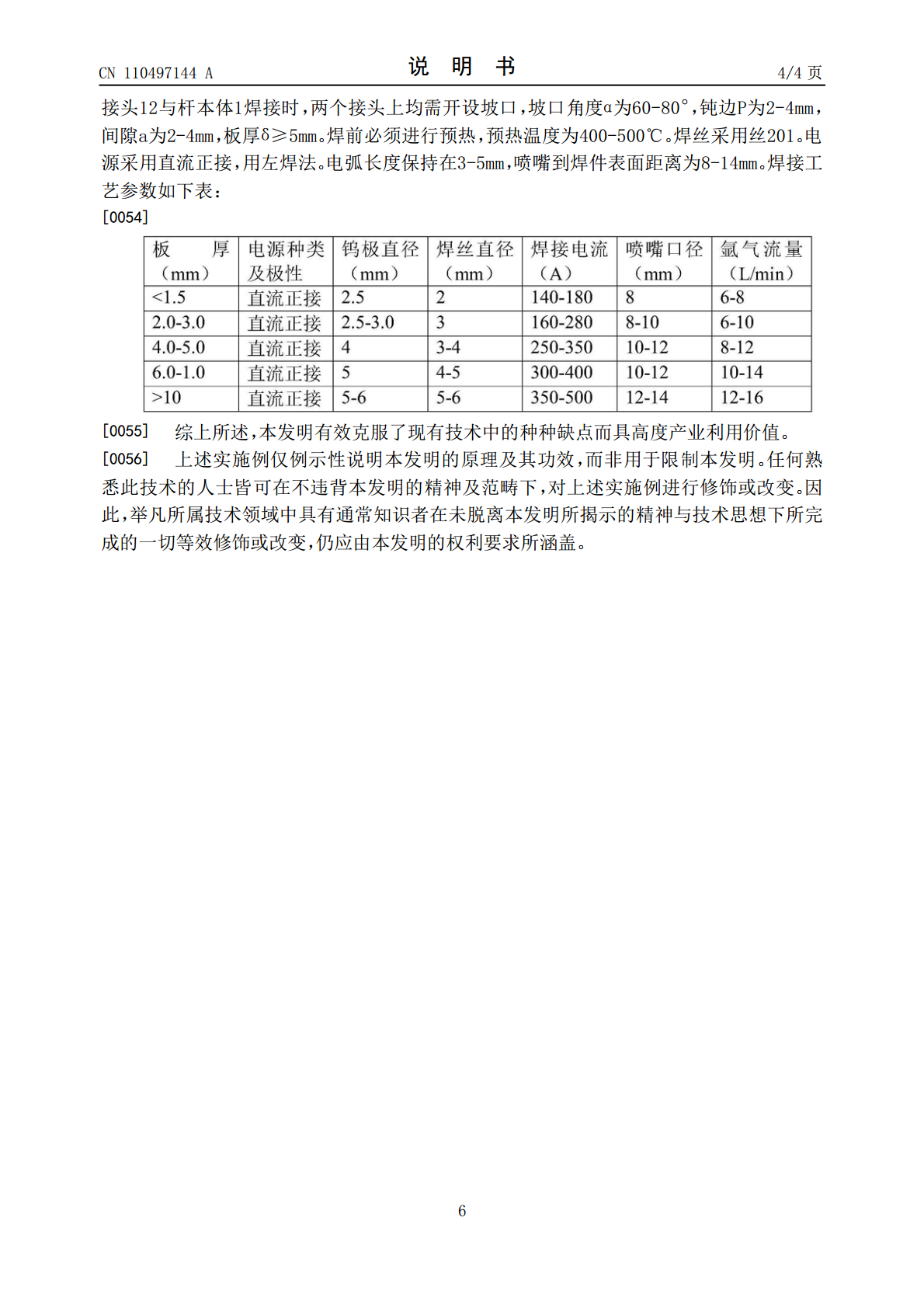
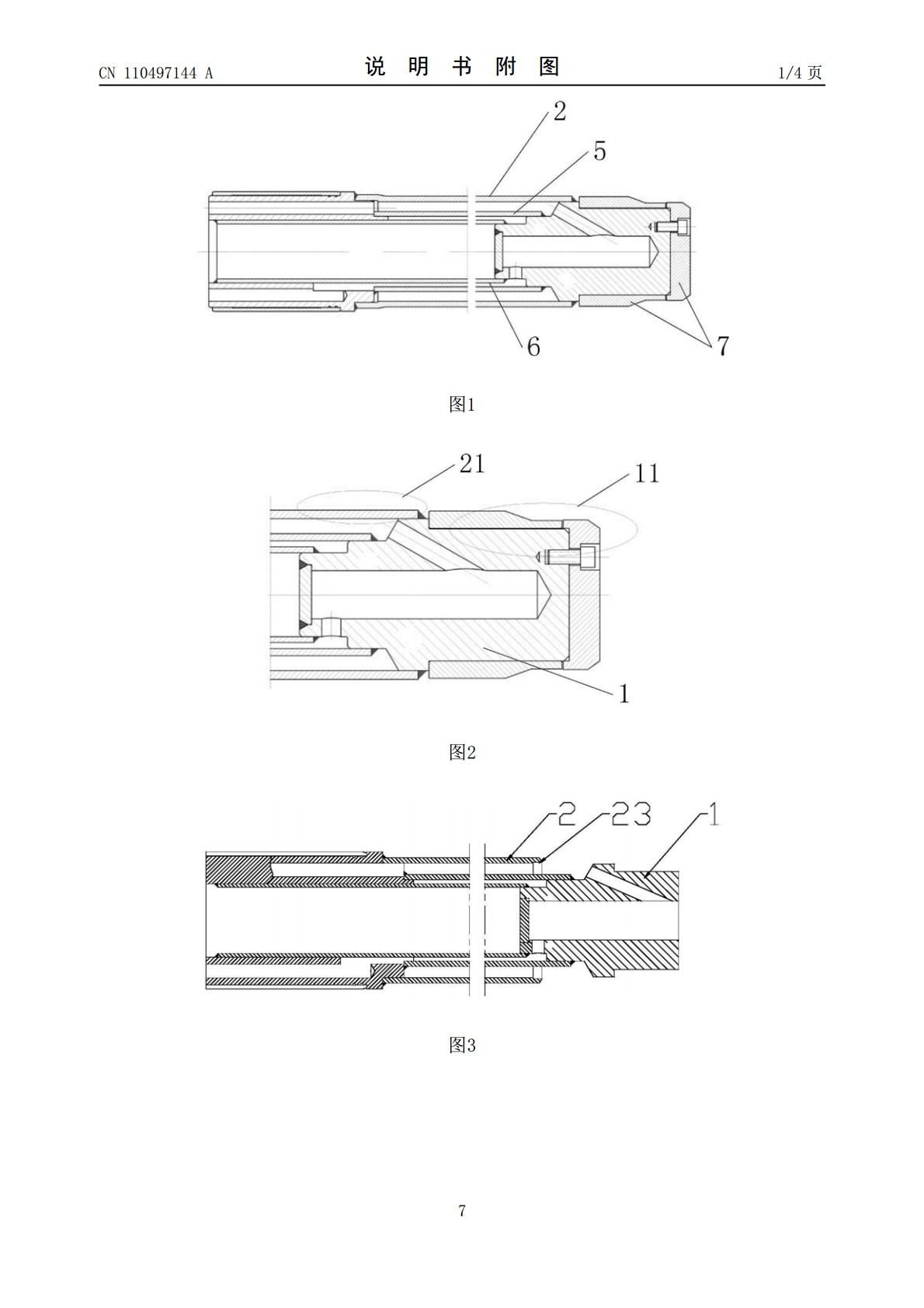
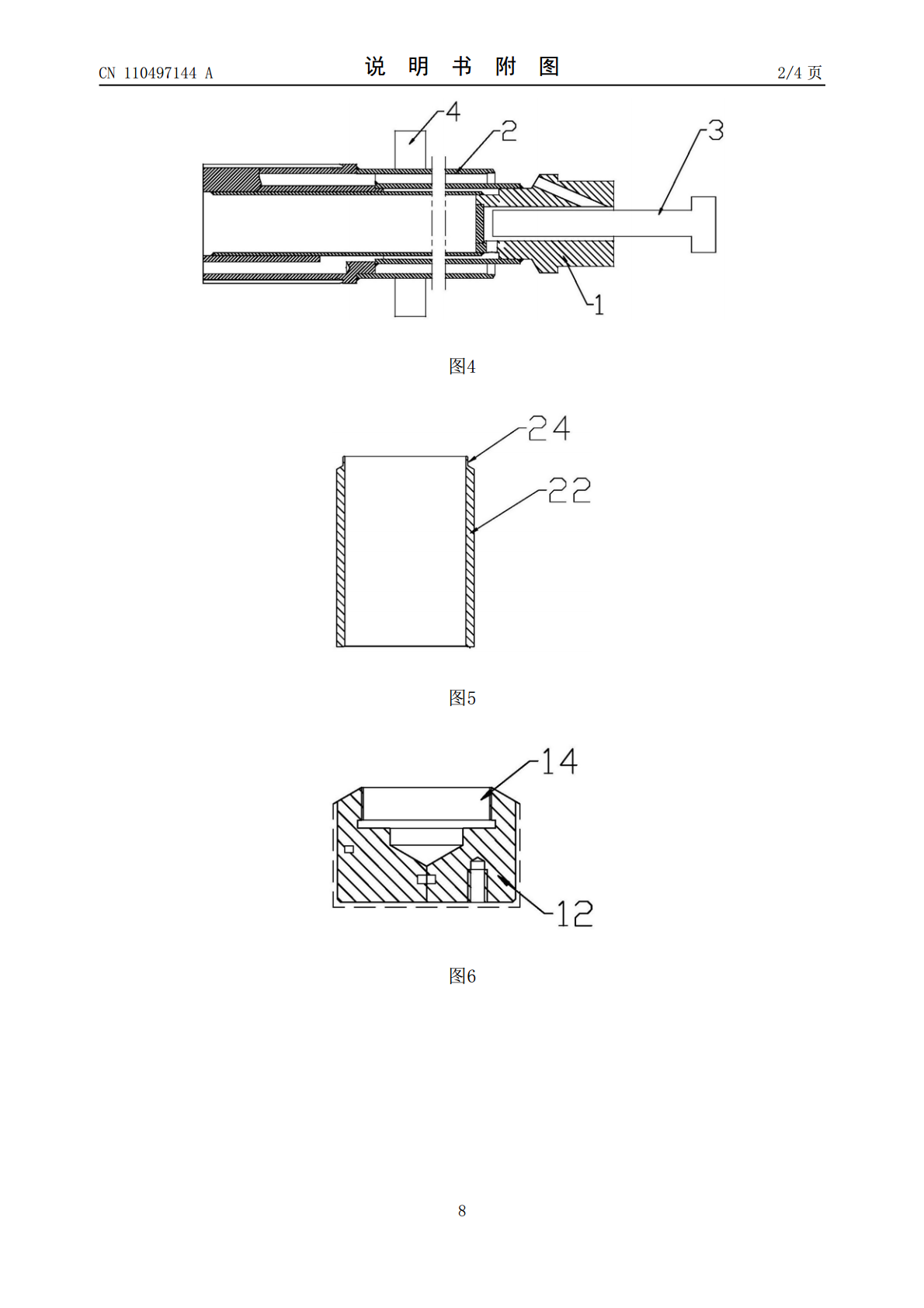
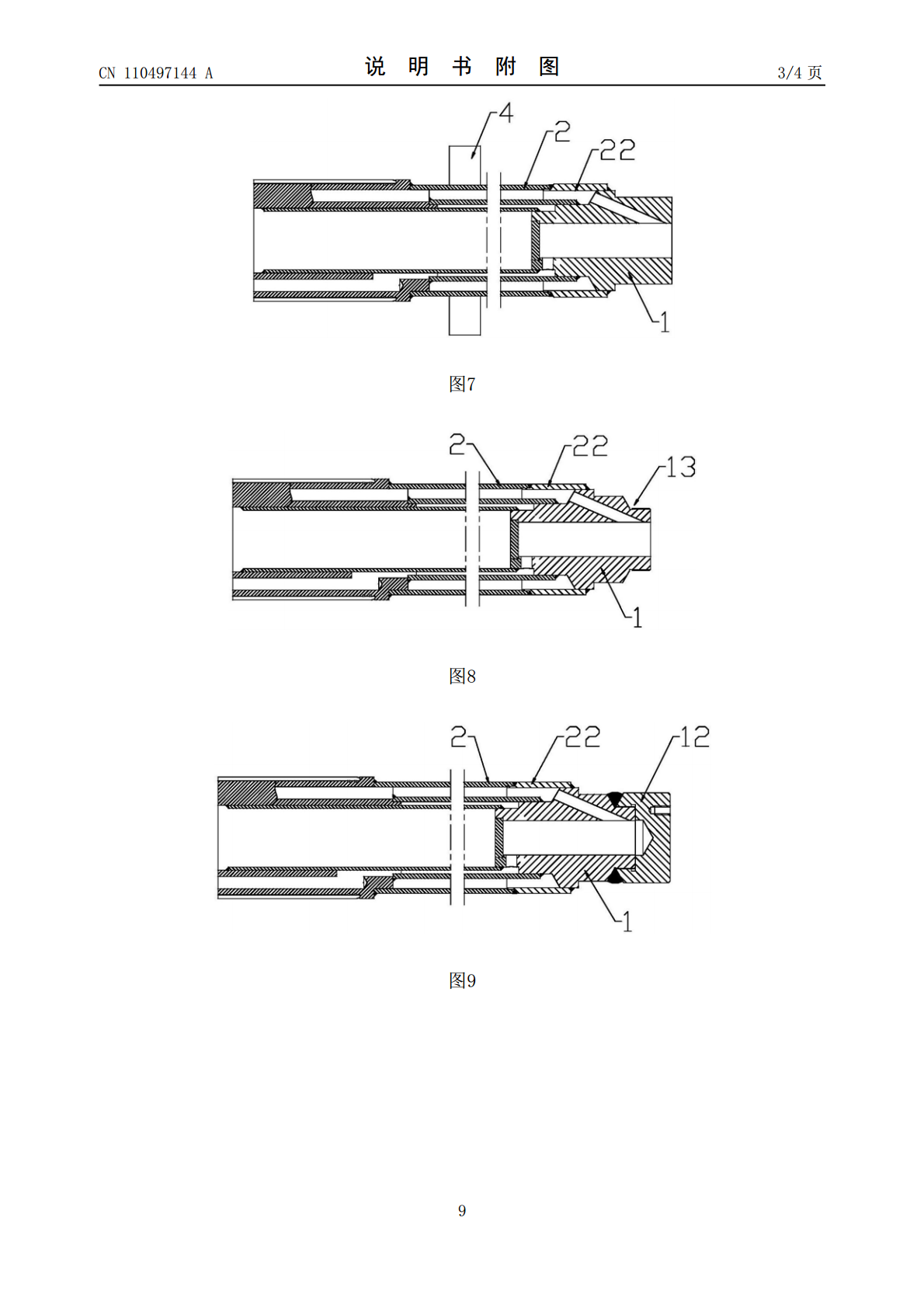
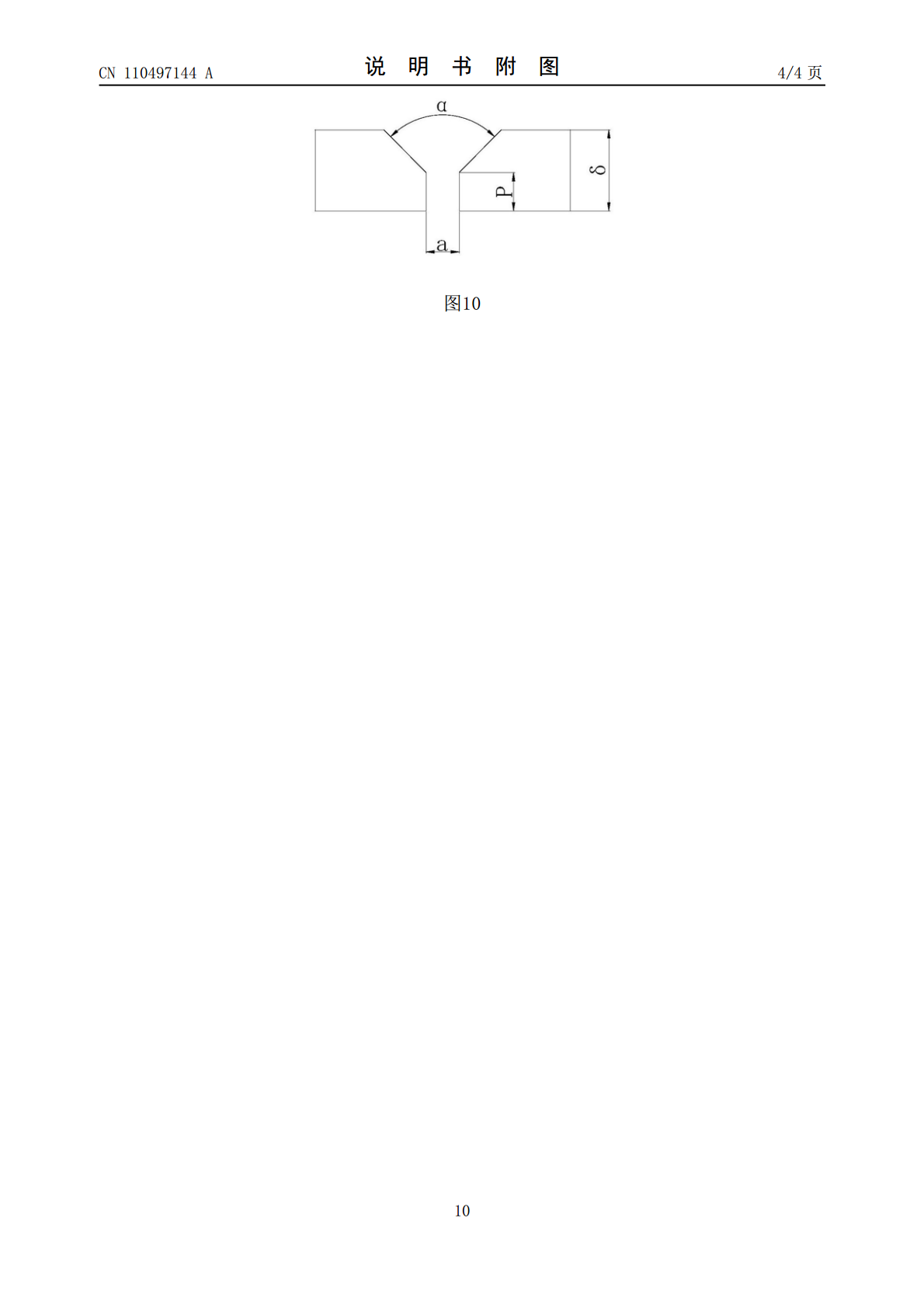
本发明提供一种真空自耗炉电极杆修复工艺,包括如下步骤:使用车床将外管上的第一损坏部车削掉,然后将杆本体上前端的第二损坏部车削掉;预制和第一损坏部对应的连接管,预制和第二损坏部形状对应的连接头;将连接管套在杆本体上,连接管的一端和车削后的外管焊接,另一端和杆本体的外壁焊接;将连接头和车削后的杆本体焊接。本发明将电极杆上损坏的部分车削掉,然后预制连接管和连接头,并将其焊接在电极杆上进行修复,降低了修复的成本;减少了加工量,提高了工作效率,减轻了劳动强度;具有良好的经济、环保和社会效益。
真空自耗炉电极装炉辅助装置及熔炼方法.pdf
本发明涉及真空自耗炉熔炼领域,尤其是一种取代木头垫块从而减少炉内污染,以及减少对正的时间,提高生产效率的同时提高了产品质量的真空自耗炉电极装炉辅助装置及熔炼方法,包括电极固定端和与电极固定端固定连接的装置装取端,电极固定端外周设置有阻燃结构。在实际使用时,由于本装置的存在,就自然省去了传统的楔形木块。通过电极固定端将电极棒固定,从而让整个的焊接处于稳定、精确的控制之下,从而有效的保证了熔炼的品质,并保证了最终的产品质量。本发明尤其适用于真空自耗炉熔炼工艺之中。
真空自耗炉电极装炉中心对正装置及对正方法.pdf
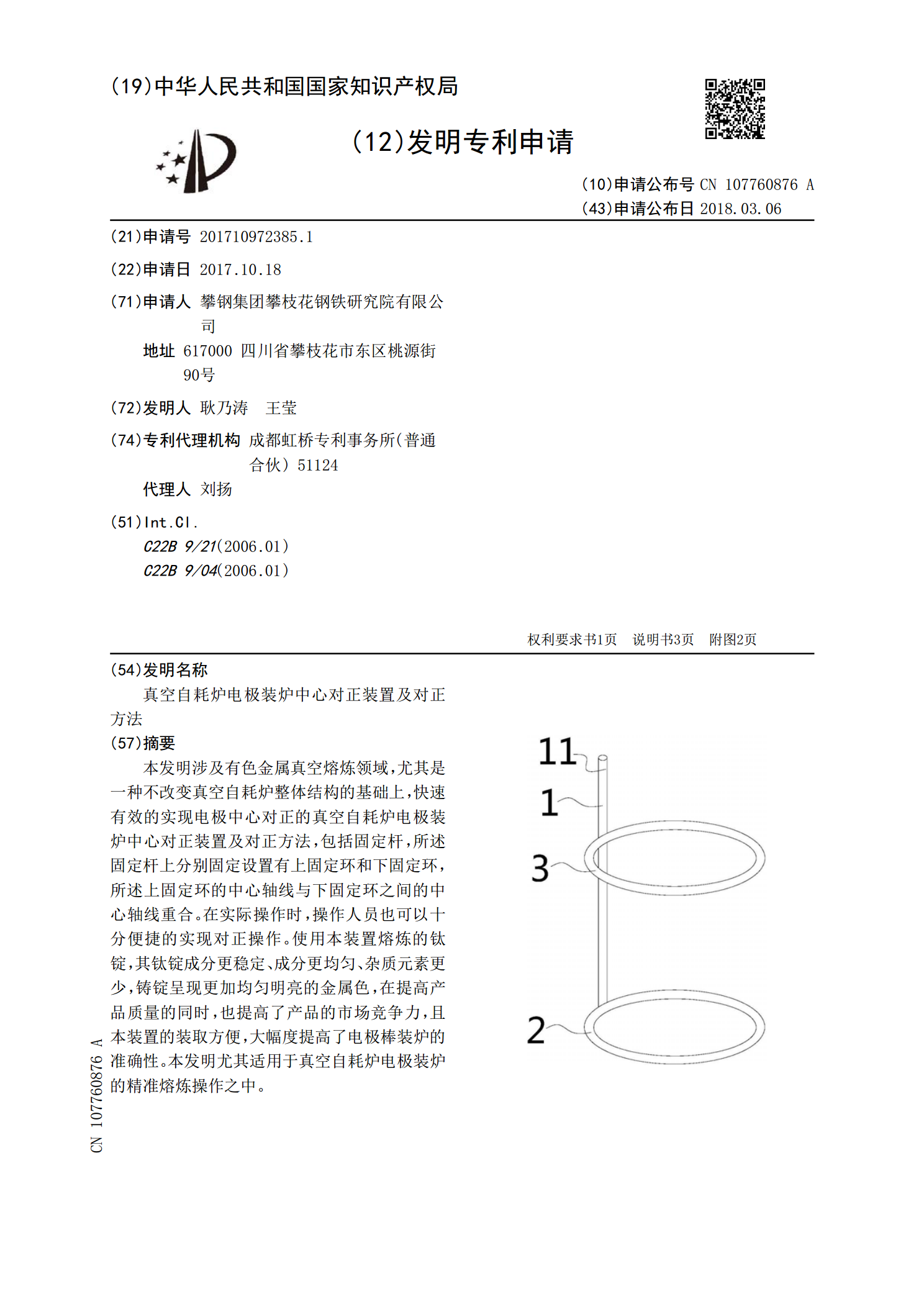
本发明涉及有色金属真空熔炼领域,尤其是一种不改变真空自耗炉整体结构的基础上,快速有效的实现电极中心对正的真空自耗炉电极装炉中心对正装置及对正方法,包括固定杆,所述固定杆上分别固定设置有上固定环和下固定环,所述上固定环的中心轴线与下固定环之间的中心轴线重合。在实际操作时,操作人员也可以十分便捷的实现对正操作。使用本装置熔炼的钛锭,其钛锭成分更稳定、成分更均匀、杂质元素更少,铸锭呈现更加均匀明亮的金属色,在提高产品质量的同时,也提高了产品的市场竞争力,且本装置的装取方便,大幅度提高了电极棒装炉的准确性。本发明
一种真空自耗炉用电极及其焊接方法和真空自耗熔炼补缩的方法.pdf
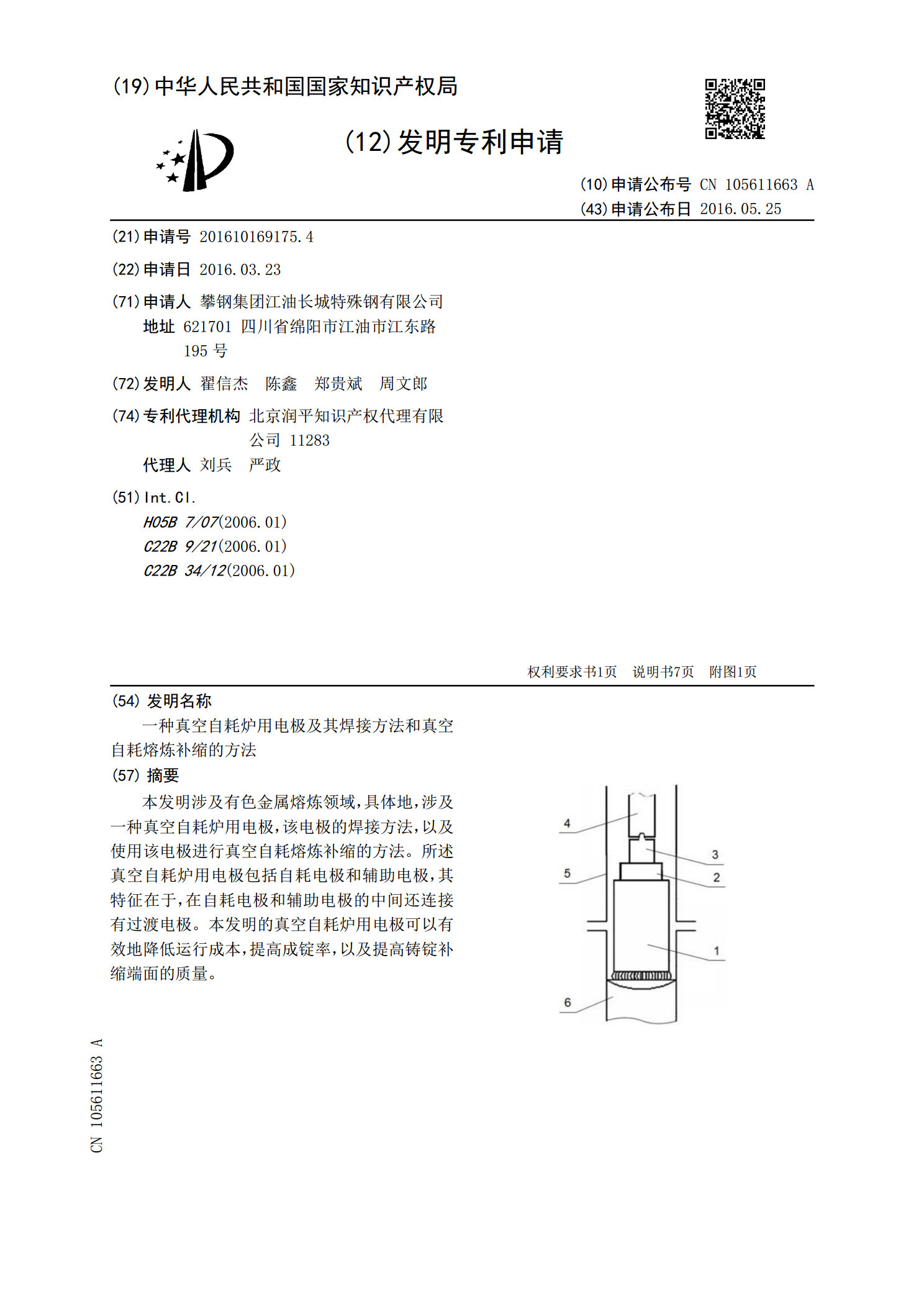
本发明涉及有色金属熔炼领域,具体地,涉及一种真空自耗炉用电极,该电极的焊接方法,以及使用该电极进行真空自耗熔炼补缩的方法。所述真空自耗炉用电极包括自耗电极和辅助电极,其特征在于,在自耗电极和辅助电极的中间还连接有过渡电极。本发明的真空自耗炉用电极可以有效地降低运行成本,提高成锭率,以及提高铸锭补缩端面的质量。
一种真空自耗炉与电渣炉的料杆运行保护方法.pdf
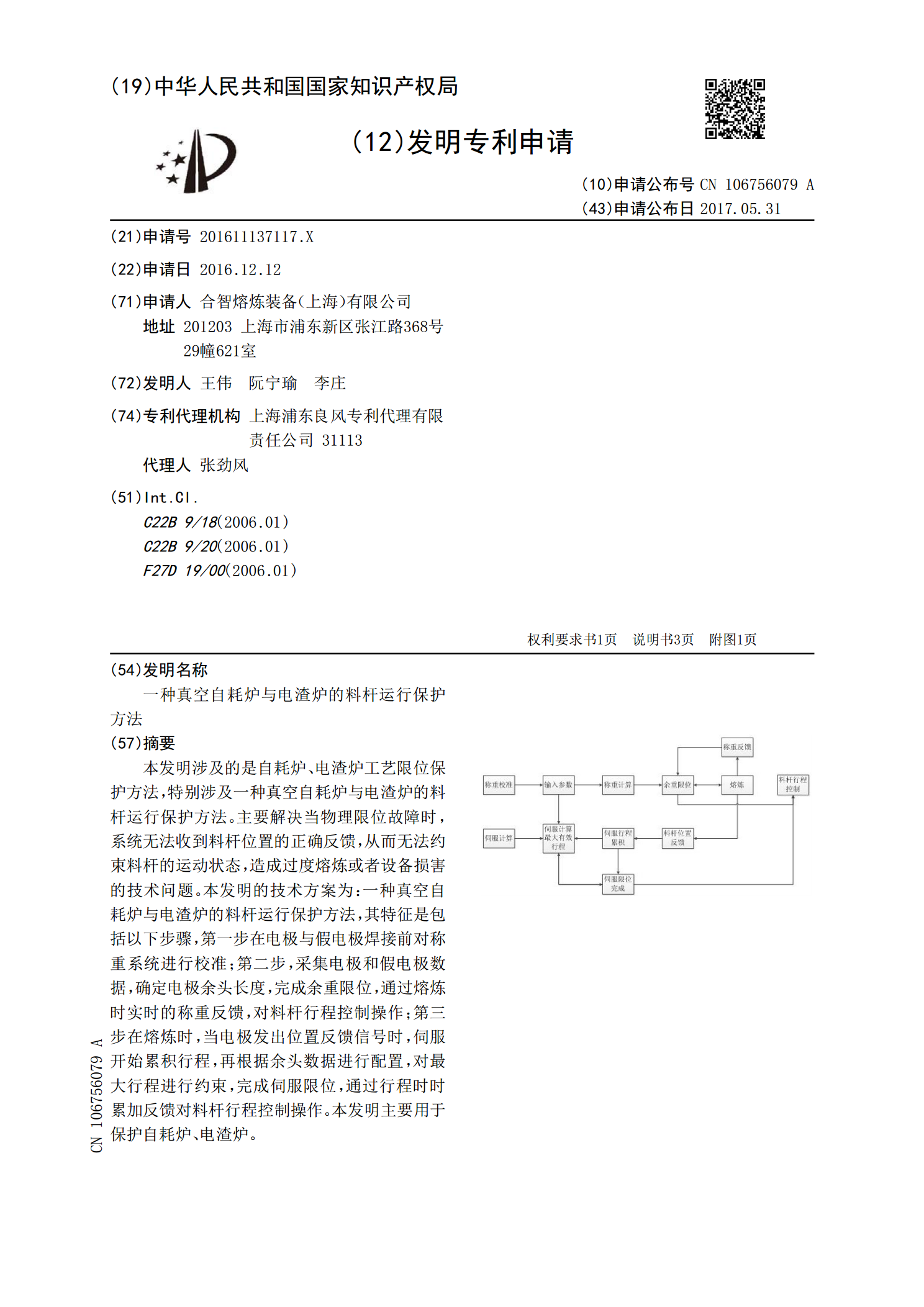
本发明涉及的是自耗炉、电渣炉工艺限位保护方法,特别涉及一种真空自耗炉与电渣炉的料杆运行保护方法。主要解决当物理限位故障时,系统无法收到料杆位置的正确反馈,从而无法约束料杆的运动状态,造成过度熔炼或者设备损害的技术问题。本发明的技术方案为:一种真空自耗炉与电渣炉的料杆运行保护方法,其特征是包括以下步骤,第一步在电极与假电极焊接前对称重系统进行校准;第二步,采集电极和假电极数据,确定电极余头长度,完成余重限位,通过熔炼时实时的称重反馈,对料杆行程控制操作;第三步在熔炼时,当电极发出位置反馈信号时,伺服开始累积