
一种轴承套圈锻造模具的锻造方法.pdf

兴朝****45


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种轴承套圈锻造模具的锻造方法.pdf
本发明公开了一种轴承套圈锻造模具的锻造方法,属于轴承锻造领域,包括轴承套圈锻造模具由自动数控车床三轴联动加工中心加工与由专用的箱式炉,根据新研发的淬火技术工艺淬火使用两大部分组成:车加工:1)设计模具技术图纸;2)根据模具技术工艺要求选用模具原材料;3)由技师制作加工程序与调试设备;4)上料自动加工;调质淬火:根据模具的材质与使用要求,设计出淬火技术工艺。本发明1)节约人工费用,降低生产成本并有效提高生产效率。2)大大提高了模具加工精度并有效提高轴承套圈的生产产品质量。3)通过研发调质淬火工艺,使模具的韧
一种轴承套圈锻造装置及方法.pdf
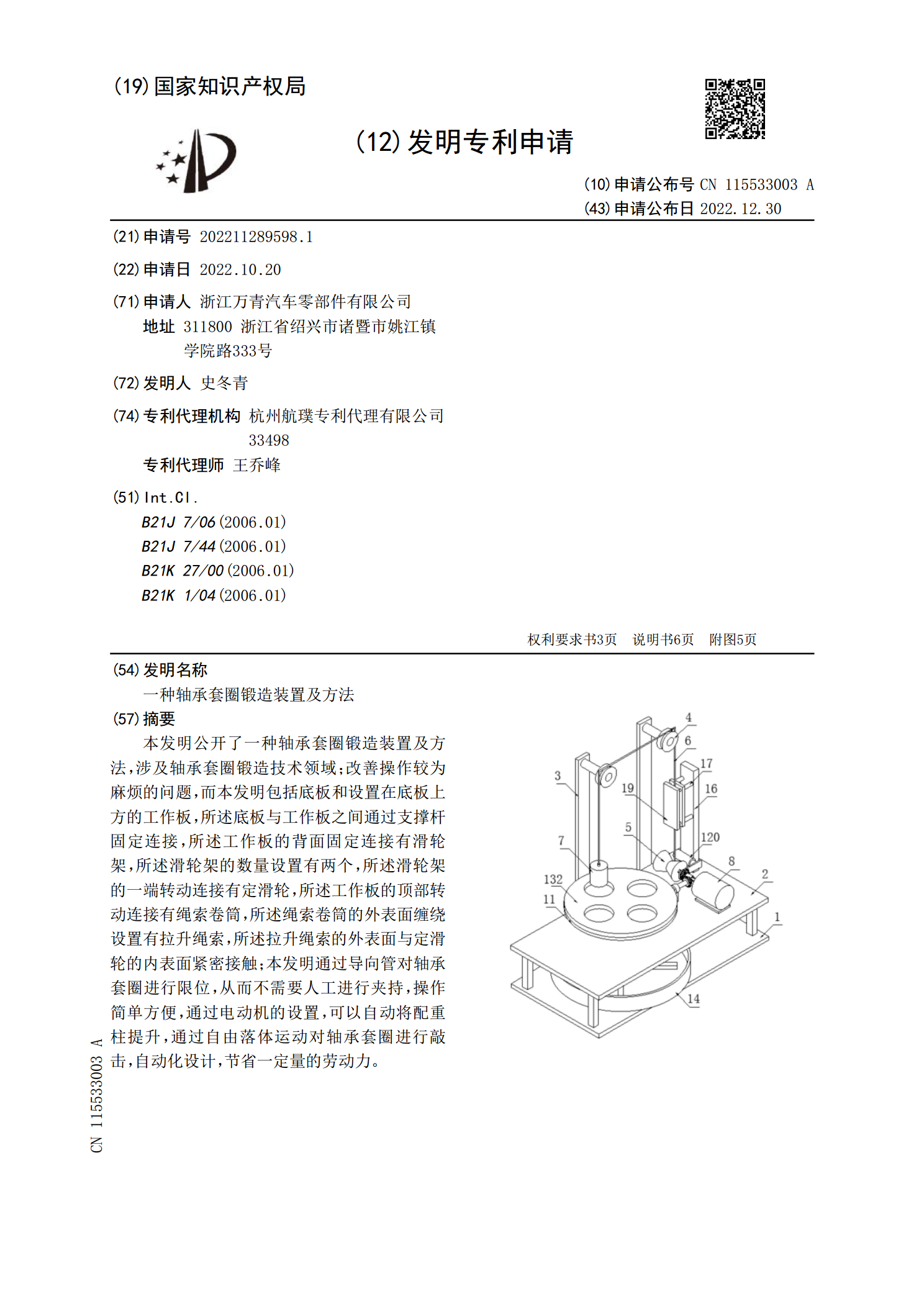
本发明公开了一种轴承套圈锻造装置及方法,涉及轴承套圈锻造技术领域;改善操作较为麻烦的问题,而本发明包括底板和设置在底板上方的工作板,所述底板与工作板之间通过支撑杆固定连接,所述工作板的背面固定连接有滑轮架,所述滑轮架的数量设置有两个,所述滑轮架的一端转动连接有定滑轮,所述工作板的顶部转动连接有绳索卷筒,所述绳索卷筒的外表面缠绕设置有拉升绳索,所述拉升绳索的外表面与定滑轮的内表面紧密接触;本发明通过导向管对轴承套圈进行限位,从而不需要人工进行夹持,操作简单方便,通过电动机的设置,可以自动将配重柱提升,通过自
一种中大轴承套圈的锻造方法.pdf
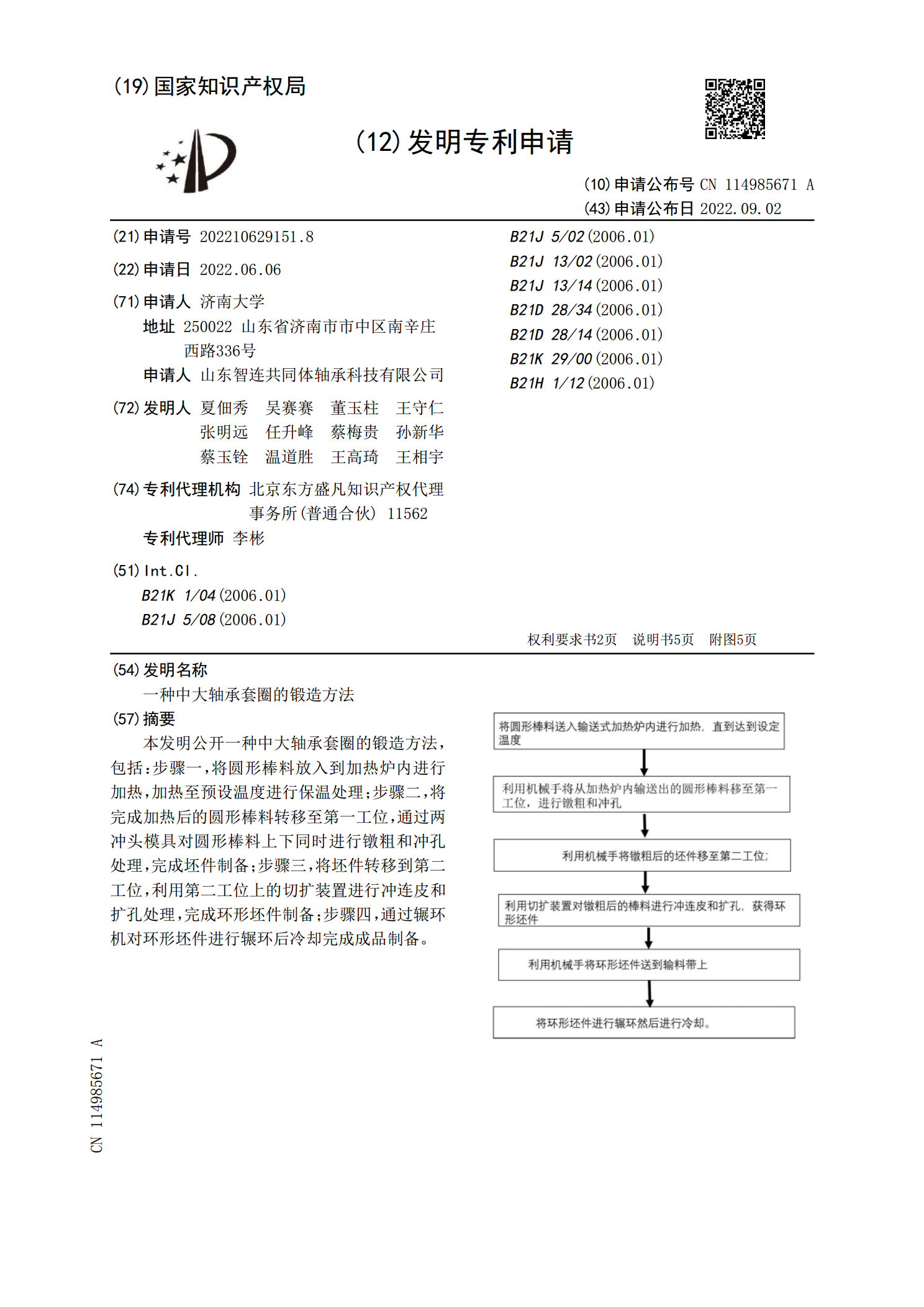
本发明公开一种中大轴承套圈的锻造方法,包括:步骤一,将圆形棒料放入到加热炉内进行加热,加热至预设温度进行保温处理;步骤二,将完成加热后的圆形棒料转移至第一工位,通过两冲头模具对圆形棒料上下同时进行镦粗和冲孔处理,完成坯件制备;步骤三,将坯件转移到第二工位,利用第二工位上的切扩装置进行冲连皮和扩孔处理,完成环形坯件制备;步骤四,通过辗环机对环形坯件进行辗环后冷却完成成品制备。
一种风电轴承圈的锻造模具.pdf
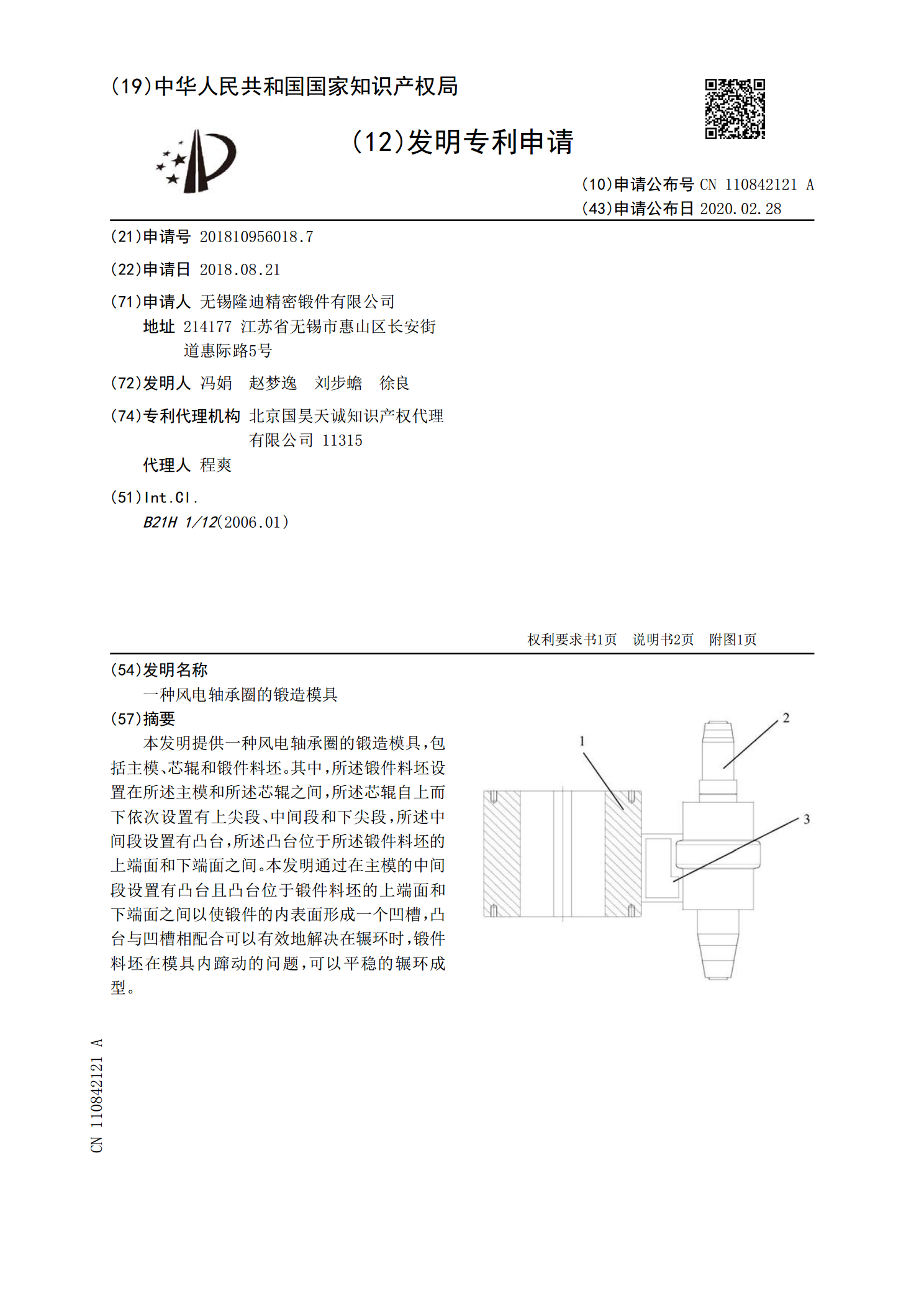
本发明提供一种风电轴承圈的锻造模具,包括主模、芯辊和锻件料坯。其中,所述锻件料坯设置在所述主模和所述芯辊之间,所述芯辊自上而下依次设置有上尖段、中间段和下尖段,所述中间段设置有凸台,所述凸台位于所述锻件料坯的上端面和下端面之间。本发明通过在主模的中间段设置有凸台且凸台位于锻件料坯的上端面和下端面之间以使锻件的内表面形成一个凹槽,凸台与凹槽相配合可以有效地解决在辗环时,锻件料坯在模具内蹿动的问题,可以平稳的辗环成型。

一种轴承套圈的锻造工艺.pdf
本发明涉及一种轴承套圈的锻造工艺,该工艺包括如下步骤:1)第一火将钢锭采用中频感应加热炉加热温度至1200℃,压钳口,倒棱,错水口;2)第二火再次加热,镦粗,拔长;3)第三火再次加热,镦粗,旋转压平,冲孔,扩孔;4)第四火再次加热,模圈中镦粗至工艺尺寸,出模,扩孔至工艺尺寸,控制总锻造比>5;5)车削沟槽,在闭成型扩孔机上冷辗扩整径,滚道、倒角一次成型,修整,软磨两端面;6)热处理:预热800℃~850℃,探伤检查后,在小于450℃时装炉预热至600~650℃保温后,再放入950~1000℃的炉子内进行快