
一种PC钢棒用30MnSiBCa热轧盘条及其制备方法.pdf

文宣****66

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10

10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种PC钢棒用30MnSiBCa热轧盘条及其制备方法.pdf
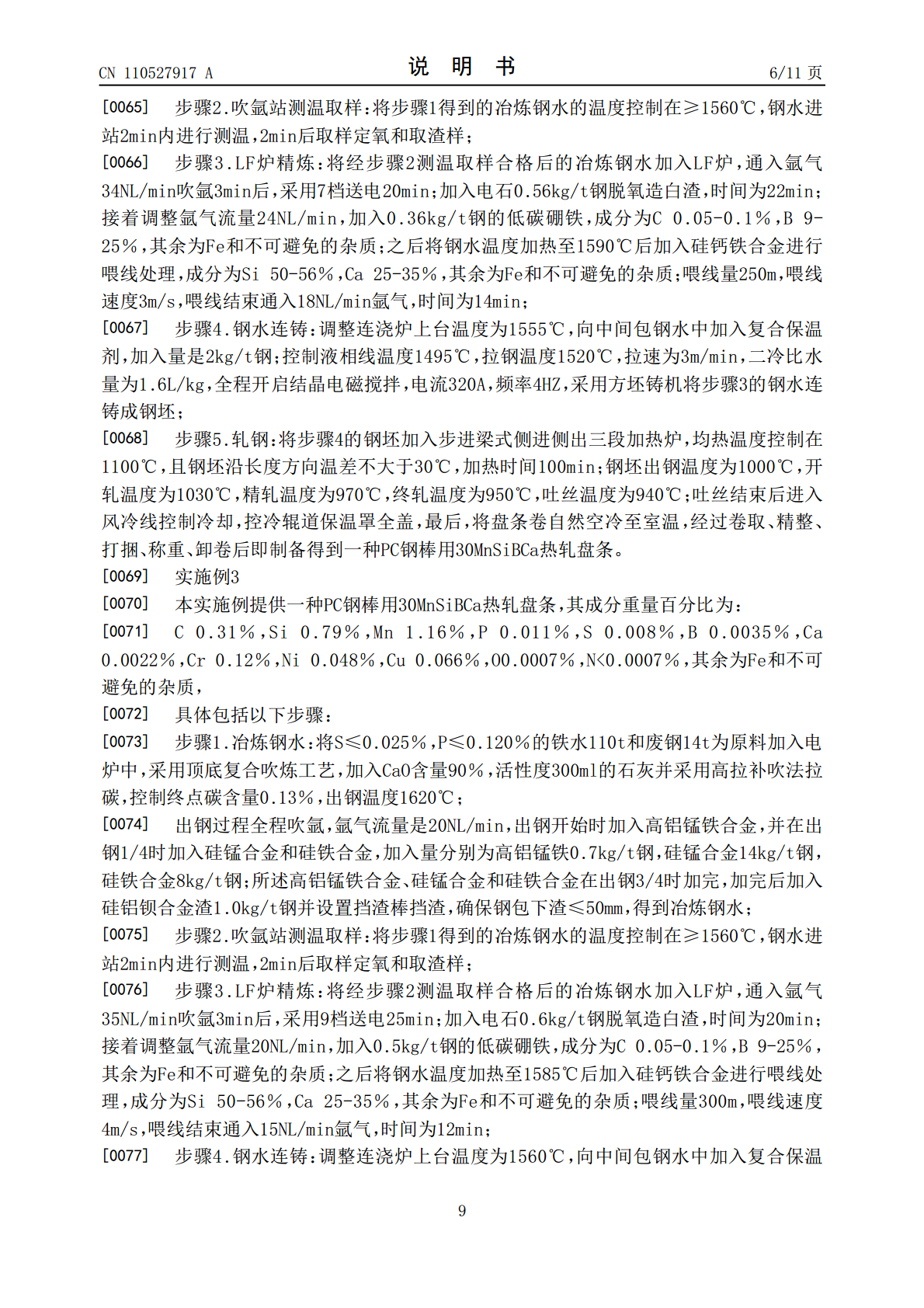
本发明涉及一种PC钢棒用30MnSiBCa热轧盘条及其制备方法,通过在30MnSiBCa热轧盘条中添加B和Ca元素,并控制B和Cr、Mn和Si的比例,以及Ca和B的含量以提高盘条的淬透性和抗延迟断裂性能;同时,对现有热轧盘条的制备工艺进行优化,采用转炉/电炉冶炼钢水,LF炉精炼,连铸钢坯和热轧控冷的工艺路线制备30MnSiBCa热轧盘条,使得热轧盘条的同批次头尾和不同批次的性能稳定,成分波动小,极大的提高了钢的纯净度,以及达到了避免后续PC钢棒生产工艺频繁调整、成本高的技术效果。
一种PC钢棒用25MnSiVTi热轧盘条及其制备方法.pdf
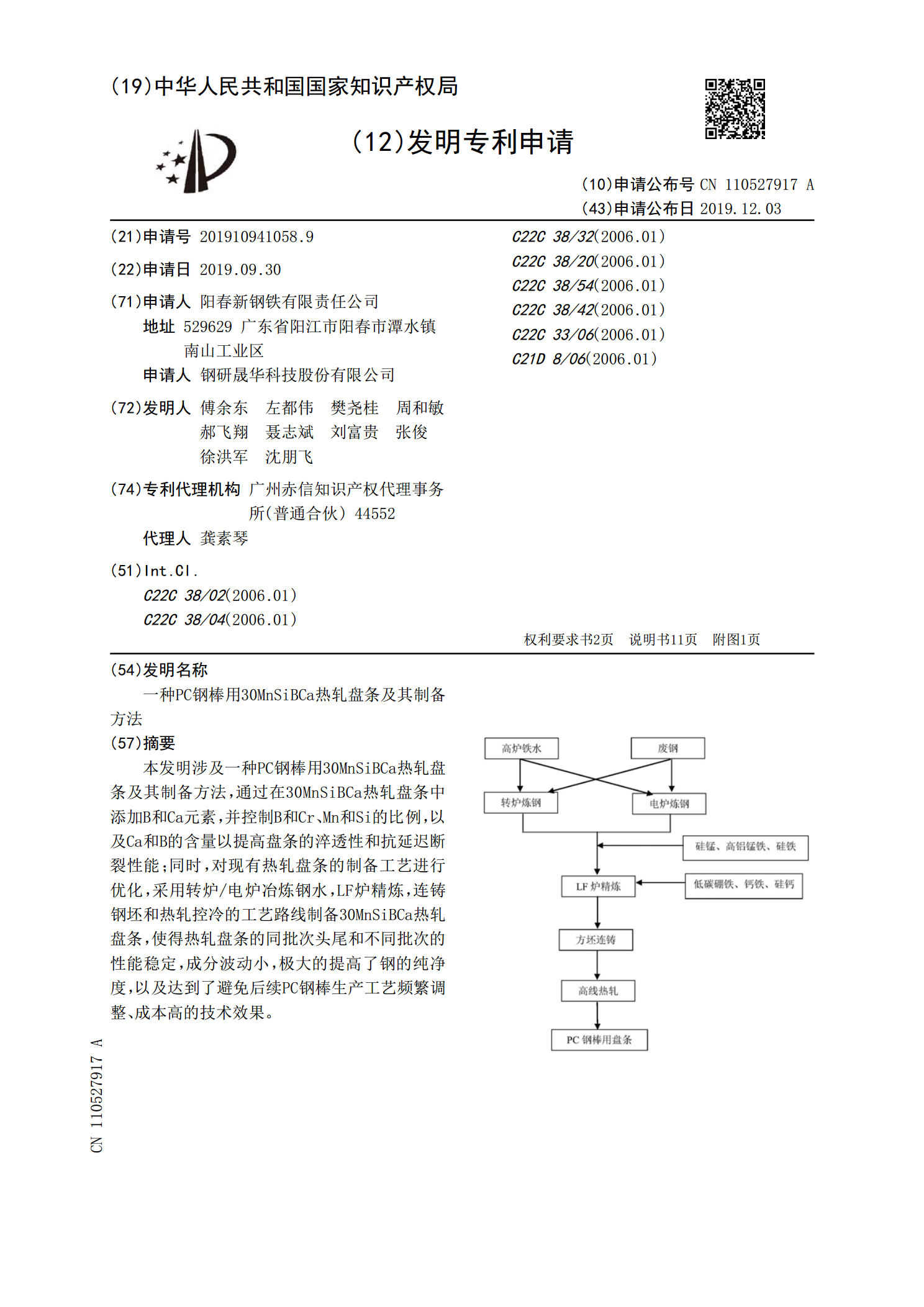
本发明公开了冶金技术领域的一种PC钢棒用25MnSiVTi热轧盘条及其制备方法,PC钢棒用25MnSiVTi热轧盘条包括以下质量百分含量的元素:C:0.23~0.28%,Si:0.50~1.50%,Mn:0.65~1.55%,V:0.08~0.12%,Ti:0.030%~0.060%,P≤0.010%,S≤0.010%,Ni≤0.25%,Cr≤0.25%,Cu≤0.20%,O≤0.004%,N≤0.006%,通过优化成分,采用高炉(焦炭、矿石)→铁水→转炉(钒微合金化)→CAS(吹氩、喂丝)→LF(钛合金
预应力混凝土钢棒用热轧盘条的制备方法.pdf
本发明涉及热轧盘条技术领域,且公开了预应力混凝土钢棒用热轧盘条的制备方法,包括以下步骤:第一步:将30MnSi钢坯加热;第二步:控制加热炉温度;第三步:进行轧制,得到轧制后的盘条;第四步:对轧制后的盘条,进行水箱控冷;第五步:控制吐丝温度;第六步:将吐丝后的盘条采用斯太尔摩风冷控制冷却;第七步:集卷,打包即得热轧盘条,该预应力混凝土钢棒用热轧盘条的制备方法,通过加热炉温度控制、吐丝温度控制、辊道速度、风机、保温罩开启的控制,使PC钢棒用30MnSi热轧盘条具备强度稳定、塑性好、组织性能均匀的优点。采用本方
一种高强管桩PC钢棒用盘条的制备方法.pdf
本发明公开了一种高强管桩PC钢棒用盘条的制备方法,转炉终点钢水的质量百分数碳含量0.06‑0.15%、磷含量0.011‑0.020%,出钢温度1630‑1650℃;LF炉精炼就位温度1504‑1581℃,离位温度1557‑1605℃;连铸生产中过热度控制在20‑32℃之间;加热段温度:加热上1050—1200℃,加热下980‑‑1180℃;均热上1000—1200℃,均热下980‑‑1180℃,使钢坯通条温度均匀,开轧温度在960℃‑1000℃的范围内,盘条吐丝温度为900‑950℃。本发明在不改变工艺路
一种焊丝用热轧盘条及其制备方法.pdf
本发明提供了一种焊丝用热轧盘条,属于钢铁技术领域,所述焊丝用热轧盘条,包括以下质量百分含量的组分:C0.060~0.080%、Si0.80~0.85%、Mn1.50~1.55%、P≤0.015%、S0.007~0.014%、O0.015~0.0040%、N≤0.0030%,Ca≤0.0006%,余量为Fe。本发明提供的焊丝用热轧盘条抗拉强度≤535MPa,不同炉次的盘条抗拉强度差≤40MPa,通条差≤35MPa,断后伸长率38~46%,断面收缩率78~86%,盘条的拉拔性能优良,基本不断丝,焊丝