
一种锅炉受热面用层间冶金结合热喷涂涂层及制备方法.pdf

映雁****魔王

1/5
2/5
3/5
4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种锅炉受热面用层间冶金结合热喷涂涂层及制备方法.pdf
一种锅炉受热面用层间冶金结合热喷涂涂层及制备方法,所述层间冶金结合热喷涂涂层的涂层材料为镍基自熔合金粉末,粉末粒径40‑50微米;采用内送粉等离子喷涂方法,送粉位置距离喷枪出口15‑25mm;通过控制送粉位置实现熔融液滴的过热,从而达到热喷涂涂层层间冶金结合;通过低熔点镍基自熔合金粉末的选择和控制粉末进入喷枪的位置,实现熔融液滴的过热的方式,获得了层间冶金结合、致密、基本无常规热喷涂涂层结构缺陷的热喷涂涂层。
锅炉尾部受热面用梯度涂层及其制备方法.pdf
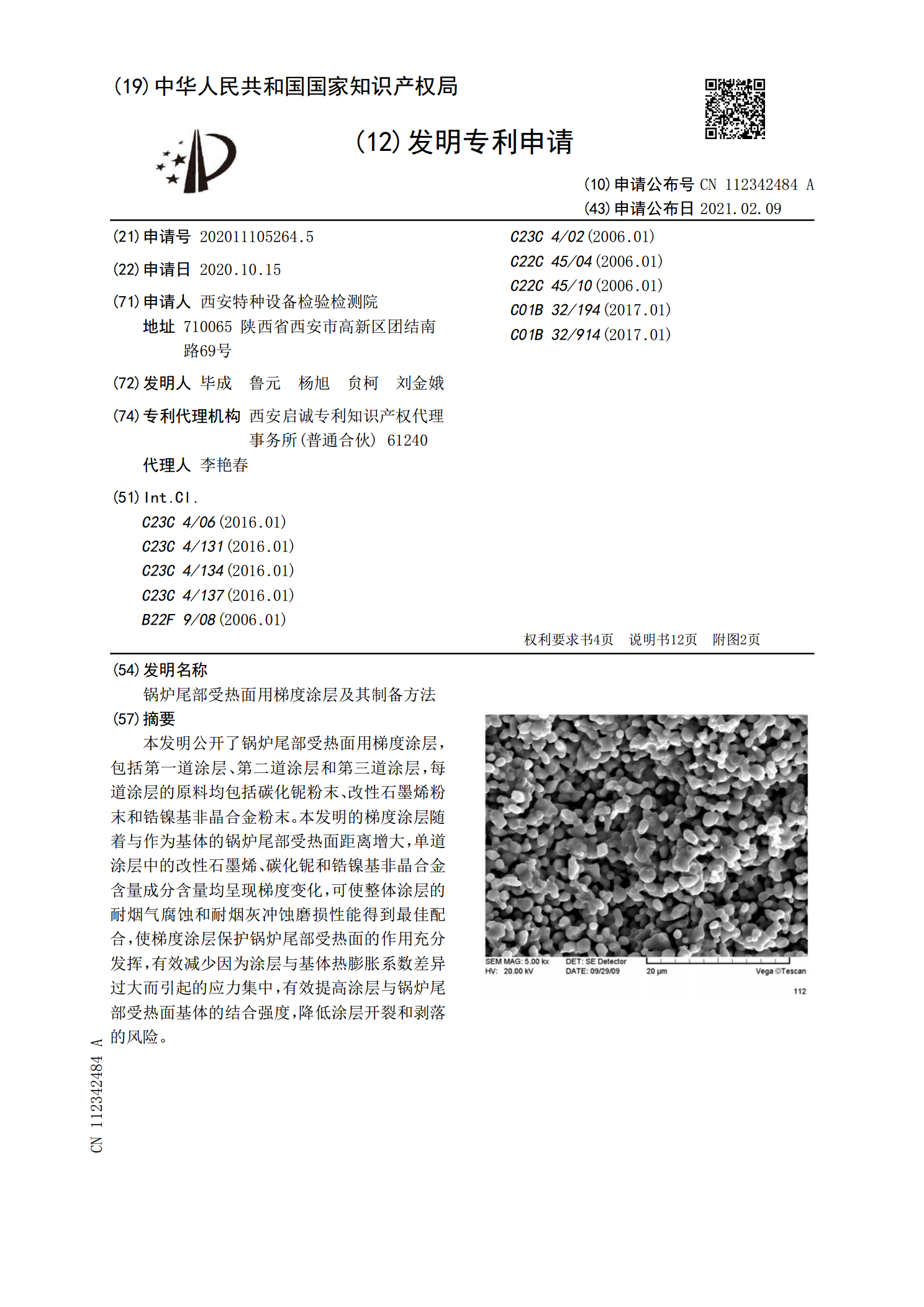
本发明公开了锅炉尾部受热面用梯度涂层,包括第一道涂层、第二道涂层和第三道涂层,每道涂层的原料均包括碳化铌粉末、改性石墨烯粉末和锆镍基非晶合金粉末。本发明的梯度涂层随着与作为基体的锅炉尾部受热面距离增大,单道涂层中的改性石墨烯、碳化铌和锆镍基非晶合金含量成分含量均呈现梯度变化,可使整体涂层的耐烟气腐蚀和耐烟灰冲蚀磨损性能得到最佳配合,使梯度涂层保护锅炉尾部受热面的作用充分发挥,有效减少因为涂层与基体热膨胀系数差异过大而引起的应力集中,有效提高涂层与锅炉尾部受热面基体的结合强度,降低涂层开裂和剥落的风险。
一种生物质锅炉受热面防护涂层的制备方法.pdf
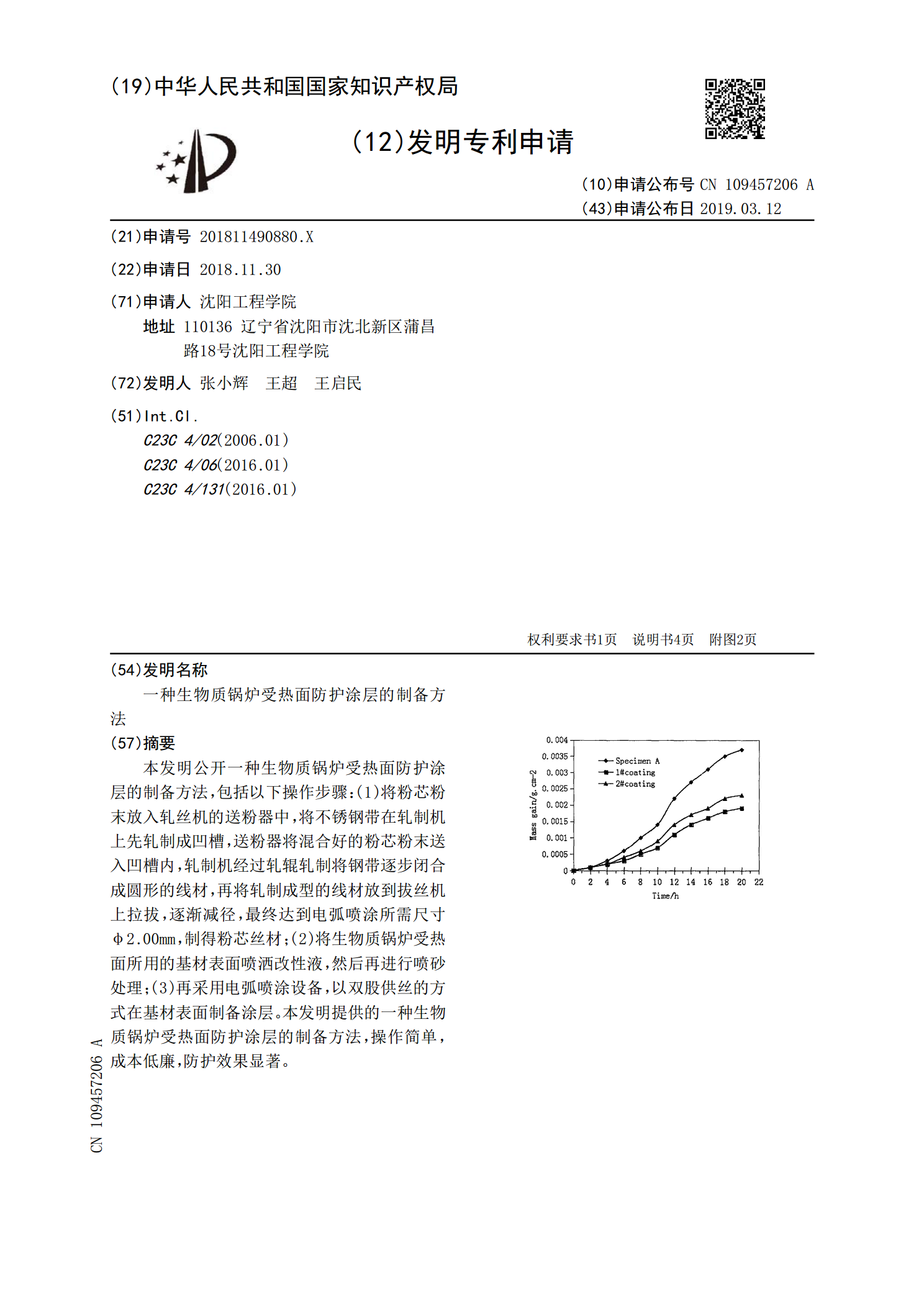
本发明公开一种生物质锅炉受热面防护涂层的制备方法,包括以下操作步骤:(1)将粉芯粉末放入轧丝机的送粉器中,将不锈钢带在轧制机上先轧制成凹槽,送粉器将混合好的粉芯粉末送入凹槽内,轧制机经过轧辊轧制将钢带逐步闭合成圆形的线材,再将轧制成型的线材放到拔丝机上拉拔,逐渐减径,最终达到电弧喷涂所需尺寸φ2.00mm,制得粉芯丝材;(2)将生物质锅炉受热面所用的基材表面喷洒改性液,然后再进行喷砂处理;(3)再采用电弧喷涂设备,以双股供丝的方式在基材表面制备涂层。本发明提供的一种生物质锅炉受热面防护涂层的制备方法,操作
一种用于锅炉受热面抗高温氯腐蚀涂层及制备方法.pdf
本发明涉及一种用于锅炉受热面抗高温氯腐蚀涂层及制备方法。该涂层包括内层过渡层和外层保护层,过渡层为全氢聚硅氮烷先驱体复合陶瓷涂层,保护层为有机聚硅氮烷先驱体复合陶瓷涂层。过渡层由按体积份为60~70%全氢聚硅氮烷、10~20%石墨粉和10~20%乙酸丁脂组成的涂料喷涂在钢基体表面后,在200℃下高温固化而成。保护层由按体积份为20~25%有机聚硅氮烷、25~30%钡玻璃粉、15~20%氧化锆、5~10%铝粉和20~30%乙酸丁脂组成的涂料喷涂在过渡层上,经700℃高温固化而成。该涂层制备工艺简单,成本较低
锅炉受热面耐高温腐蚀的合金涂层及其制备方法.pdf
本发明公开一种锅炉受热面的耐高温腐蚀合金涂层及其制备方法,所述耐高温腐蚀合金涂层包括NiCrAlY合金打底层和Incone1625/NiCr合金面层;所述制备方法包括步骤:(1)将Incone1625合金粉末与NiCr合金粉末按比例混合均匀,制得球状复合合金粉末、烘干待用;(2)对基底表面进行清洁、粗化处理;(3)采用热喷涂技术于基底表面喷涂NiCrAlY合金粉末,形成打底层;(4)采用热喷涂技术于所述打底层上喷涂所述球状复合合金粉末,形成面层。(5)冷却,即得所述耐高温腐蚀的合金涂层。通过该方法制备的涂