
一种冶金铸造炉用碳纤维石墨坩埚及其制备方法.pdf

山梅****ai

1/9

2/9

3/9

4/9

5/9
6/9
7/9

8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种冶金铸造炉用碳纤维石墨坩埚及其制备方法.pdf
本发明涉及石墨坩埚材料的技术领域,特别是涉及一种冶金铸造炉用碳纤维石墨坩埚及其制备方法,其制备工艺科学,原料选择合理,可以提高石墨坩埚的各项理化性能;包括骨料、粉料和粘结剂,骨料为针状石油焦,粉料由碳纤维、沥青焦和炭黑成,粘结剂由中温煤沥青和改性煤沥青组成,骨料与粉料的组合和粘结剂的重量比为(70~75):(25~30),骨料与粉料的重量比为(60~70):(30~40);其制备方法包括原料的碾磨筛分配料、混捏、预成型、破碎、磨粉、筛分、混合、等静压成型、炭化、浸渍、二次炭化、二次浸渍、固化、石墨化、喷涂
一种中频炉真空冶炼用石墨坩埚及其制备方法.pdf
本发明属于技术领域,提出了一种中频炉真空冶炼用石墨坩埚及其制备方法。一种中频炉真空冶炼用石墨坩埚,包括以下重量份的组分:粒度为4~6mm的针状焦7~9份,粒度为2~4mm的针状焦8~10份,粒度为0~2mm的针状焦20~25份,针状焦粉26~35份,石墨7~12份,改性沥青15~25份;改性沥青由以下重量份的组分组成:沥青60~80份,纳米二氧化硅10~15份,氧化铬2~7份,聚乙烯醇1~5份,油酸钠0.5~3份。石墨坩埚的制备方法中采用先将粒度为4~6mm的针状焦、粒度为2~4mm的针状焦、粒度为0~2
一种石墨坩埚及其制备方法.pdf
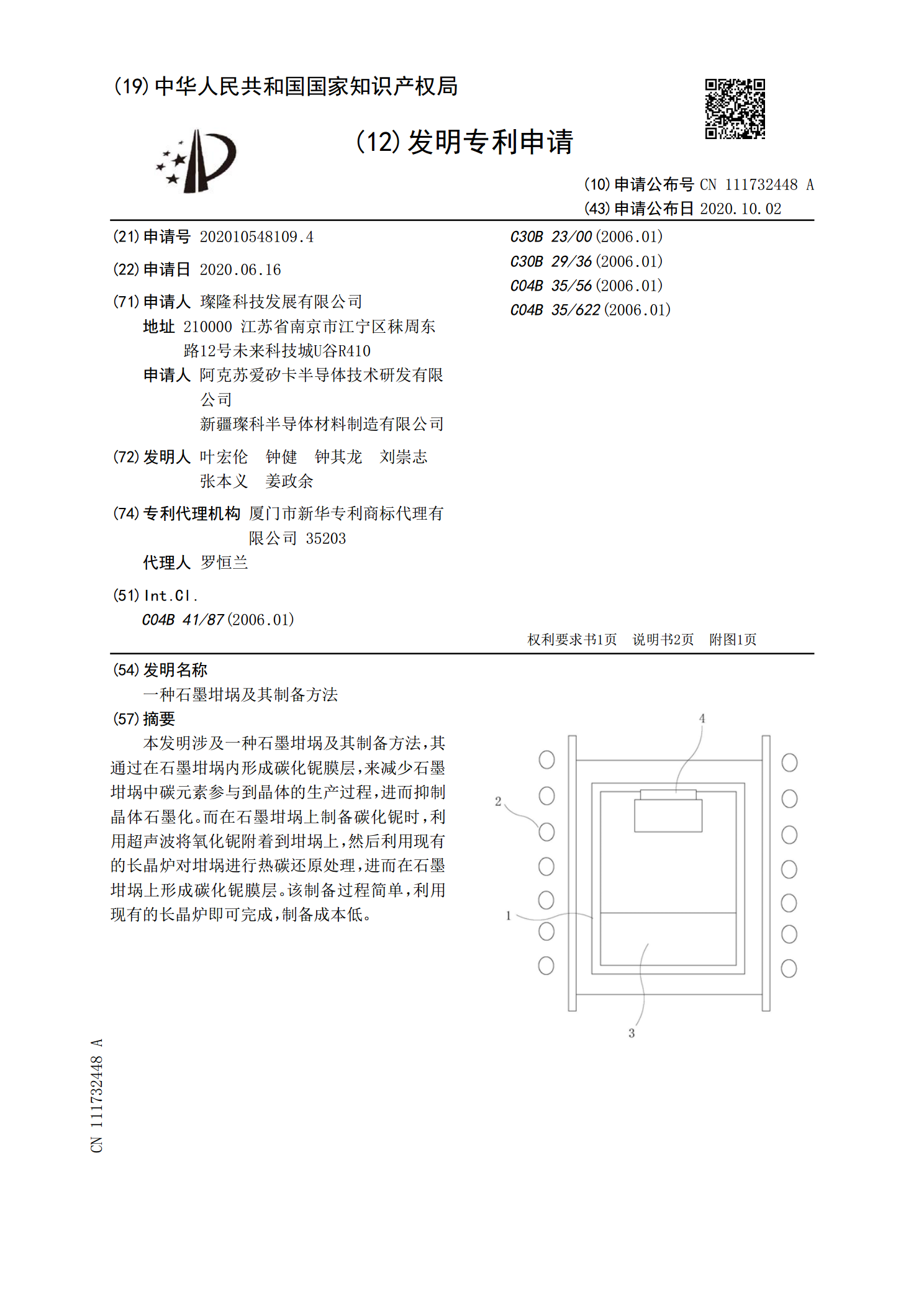
本发明涉及一种石墨坩埚及其制备方法,其通过在石墨坩埚内形成碳化铌膜层,来减少石墨坩埚中碳元素参与到晶体的生产过程,进而抑制晶体石墨化。而在石墨坩埚上制备碳化铌时,利用超声波将氧化铌附着到坩埚上,然后利用现有的长晶炉对坩埚进行热碳还原处理,进而在石墨坩埚上形成碳化铌膜层。该制备过程简单,利用现有的长晶炉即可完成,制备成本低。

一种用再生石墨制备石墨坩埚的方法.pdf
本发明涉及废石墨的再生利用技术领域,具体涉及一种用再生石墨制备石墨坩埚的方法。包括:1)将沥青置于温度为160-180℃沥青熔化槽中脱水沉淀72h,得到中温改质沥青;2)分别将再生石墨和煅烧焦破碎、筛分,得到再生石墨粉和煅烧焦粉,备用;3)取上述备用的再生石墨粉和煅烧焦粉,混合均匀,得到混合干料;4)将步骤3)所得的混合干料放入混捏锅,干混35~45min,再加入中温改质沥青,湿混35~45min;5)混捏好的糊料降到室温;6)将晾好的糊料磨成粉料;7)将磨好的粉料压制成型,得坩埚毛坯;8)将得到的坩埚毛
用于石墨化炉的石墨坩埚及其制备石墨烯导热膜的方法.pdf
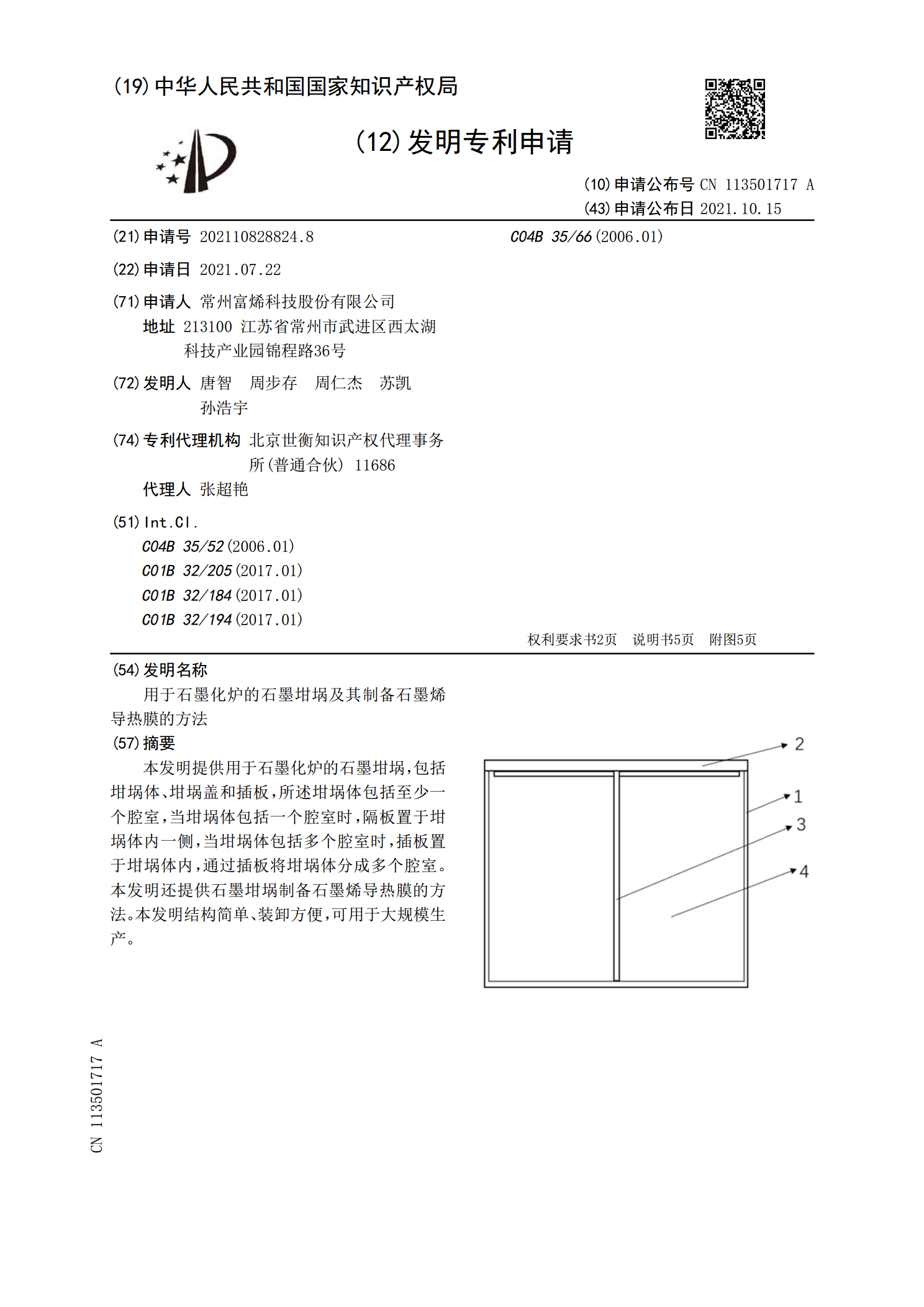
本发明提供用于石墨化炉的石墨坩埚,包括坩埚体、坩埚盖和插板,所述坩埚体包括至少一个腔室,当坩埚体包括一个腔室时,隔板置于坩埚体内一侧,当坩埚体包括多个腔室时,插板置于坩埚体内,通过插板将坩埚体分成多个腔室。本发明还提供石墨坩埚制备石墨烯导热膜的方法。本发明结构简单、装卸方便,可用于大规模生产。