
高碳当量复合坯防焊缝开裂轧制方法.pdf

冬易****娘子


1/5

2/5
3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

高碳当量复合坯防焊缝开裂轧制方法.pdf
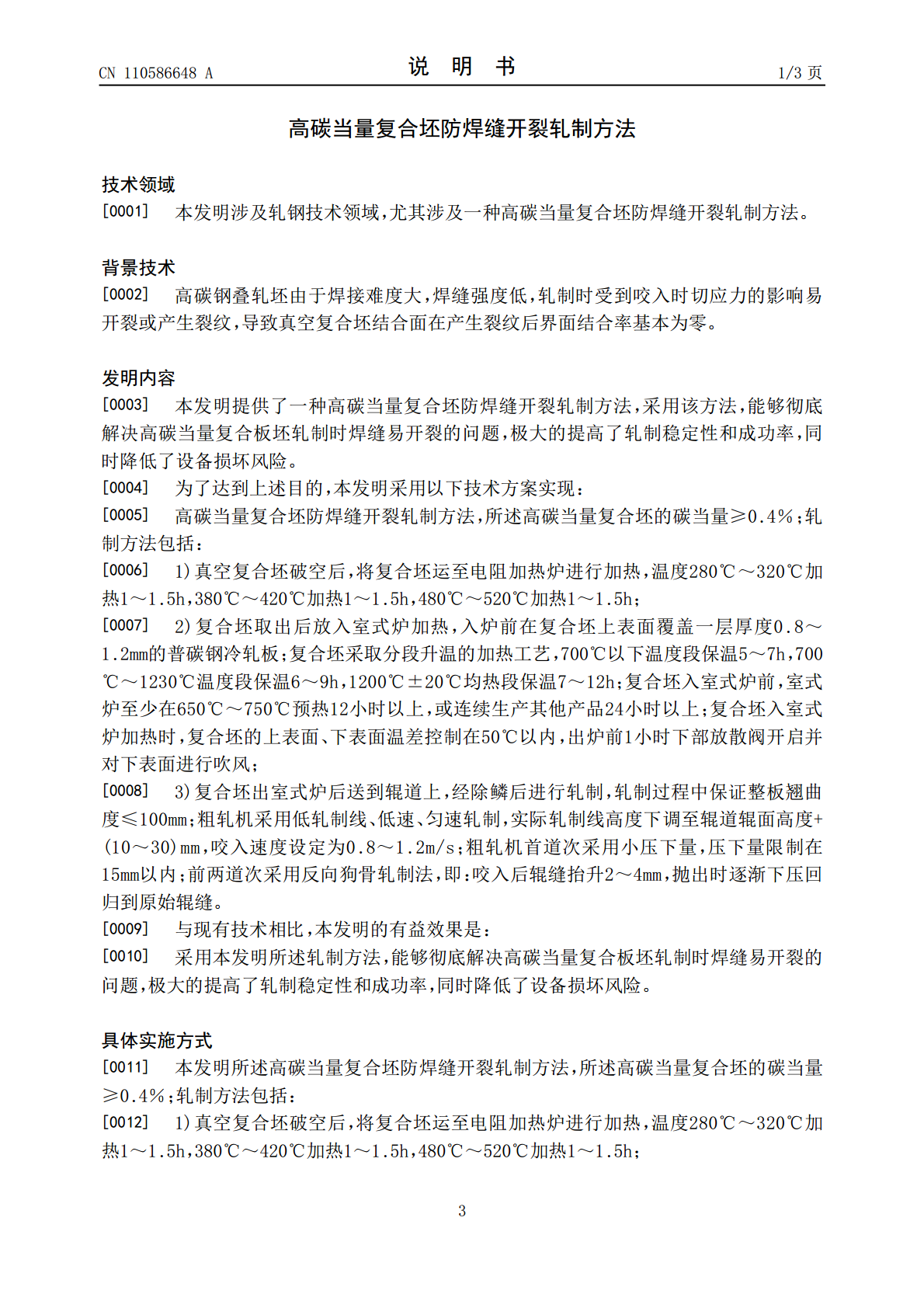
本发明涉及一种高碳当量复合坯防焊缝开裂轧制方法,包括:1)真空复合坯破空后,复合坯运至电阻加热炉加热;2)复合坯入室式炉加热;3)复合坯出室式炉后送到辊道上,经除鳞后进行轧制;轧制过程中保证整板翘曲度≤100mm;粗轧机采用低轧制线、低速、匀速轧制。采用本发明所述轧制方法,能够彻底解决高碳当量复合板坯轧制时焊缝易开裂的问题,极大的提高了轧制稳定性和成功率,同时降低了设备损坏风险。

防止高碳当量真空特厚复合坯焊缝开裂的焊后加热工艺.pdf
本发明涉及一种防止高碳当量真空复合坯焊缝开裂的焊后加热工艺,所述特厚复合坯的碳当量为0.6%~1.8%,厚度≥500mm;焊后加热工艺包括:1)将真空电子束焊接后的特厚复合坯继续在真空室内缓冷1~3h,之后破空;2)将复合坯运至电阻加热炉分段加热;3)复合坯入室式炉加热,入炉前在复合坯的上表面覆盖一层普碳钢冷轧板,采取分段升温的加热方式加热。本发明通过对真空电子束焊接后的复合坯进行缓冷及多级加热,避免了复合坯焊后直接入炉加热轧制导致轧制过程出现裂纹的情况发生。

一种高碳当量特厚复合坯真空电子束组坯焊接工艺.pdf
本发明涉及一种高碳当量特厚复合坯真空电子束组坯焊接工艺,高碳当量特厚复合坯的碳当量≥0.5%,成品钢板厚度为150~450mm;复合坯真空电子束组坯焊接工艺包括:1)复合坯料选择;2)复合坯料加工;3)复合坯预热;4)表面二次清理;5)保温及均匀化;6)复合坯焊接:7)焊后入炉加热;本发明针对高碳当量特厚复合坯焊接过程中易出现焊接微裂纹的技术难题,结合炼钢厂现场生产工艺流程,提供了一种高碳当量特厚复合坯真空电子束组坯焊接工艺,能够有效避免焊接微裂纹的产生,实现了高碳当量特厚复合板的低成本稳定生产。
一种防焊缝开裂的焊接方法.pdf
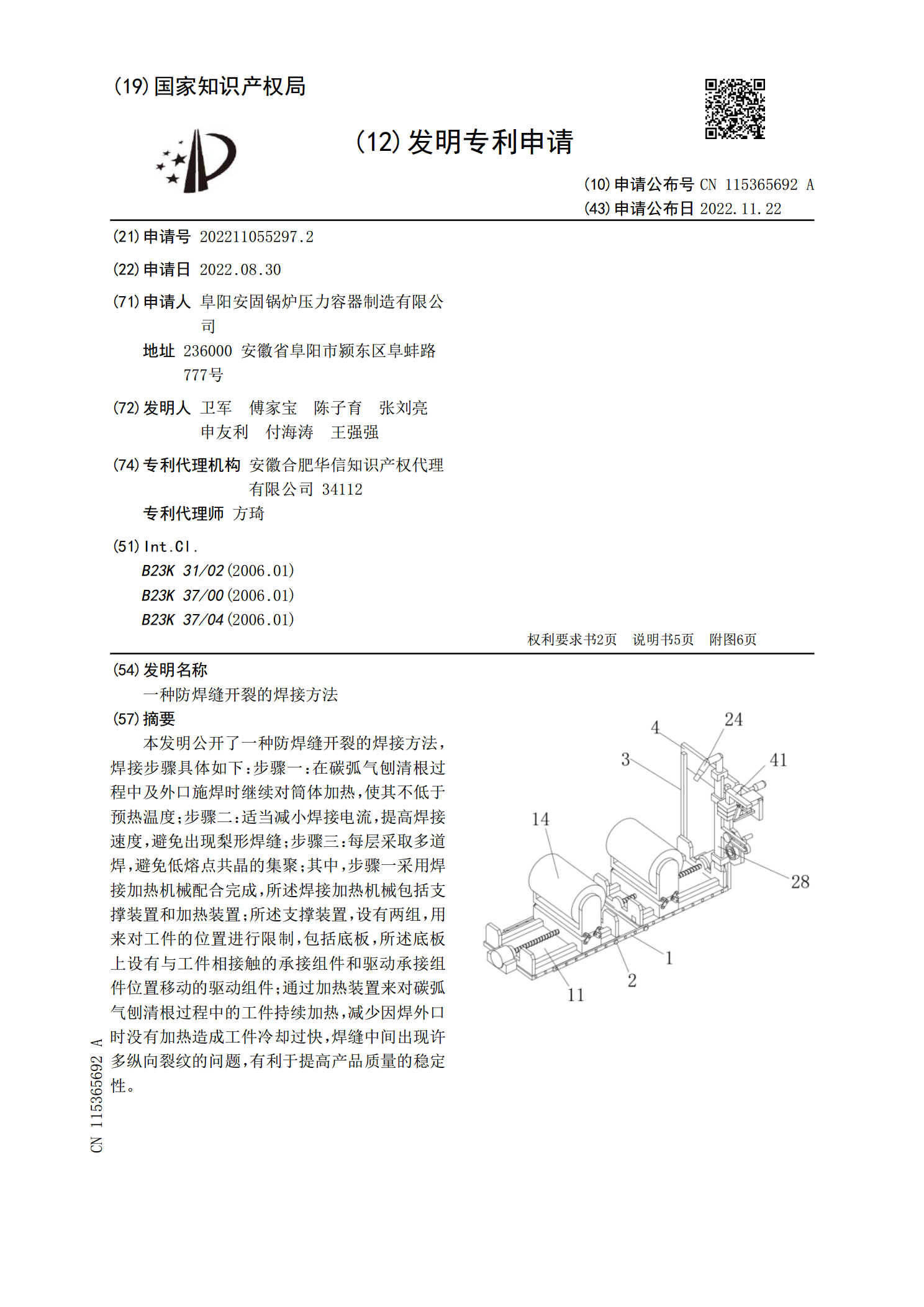
本发明公开了一种防焊缝开裂的焊接方法,焊接步骤具体如下:步骤一:在碳弧气刨清根过程中及外口施焊时继续对筒体加热,使其不低于预热温度;步骤二:适当减小焊接电流,提高焊接速度,避免出现梨形焊缝;步骤三:每层采取多道焊,避免低熔点共晶的集聚;其中,步骤一采用焊接加热机械配合完成,所述焊接加热机械包括支撑装置和加热装置;所述支撑装置,设有两组,用来对工件的位置进行限制,包括底板,所述底板上设有与工件相接触的承接组件和驱动承接组件位置移动的驱动组件;通过加热装置来对碳弧气刨清根过程中的工件持续加热,减少因焊外口时没
激光拼焊板焊缝防冲压开裂的焊接方法.pdf
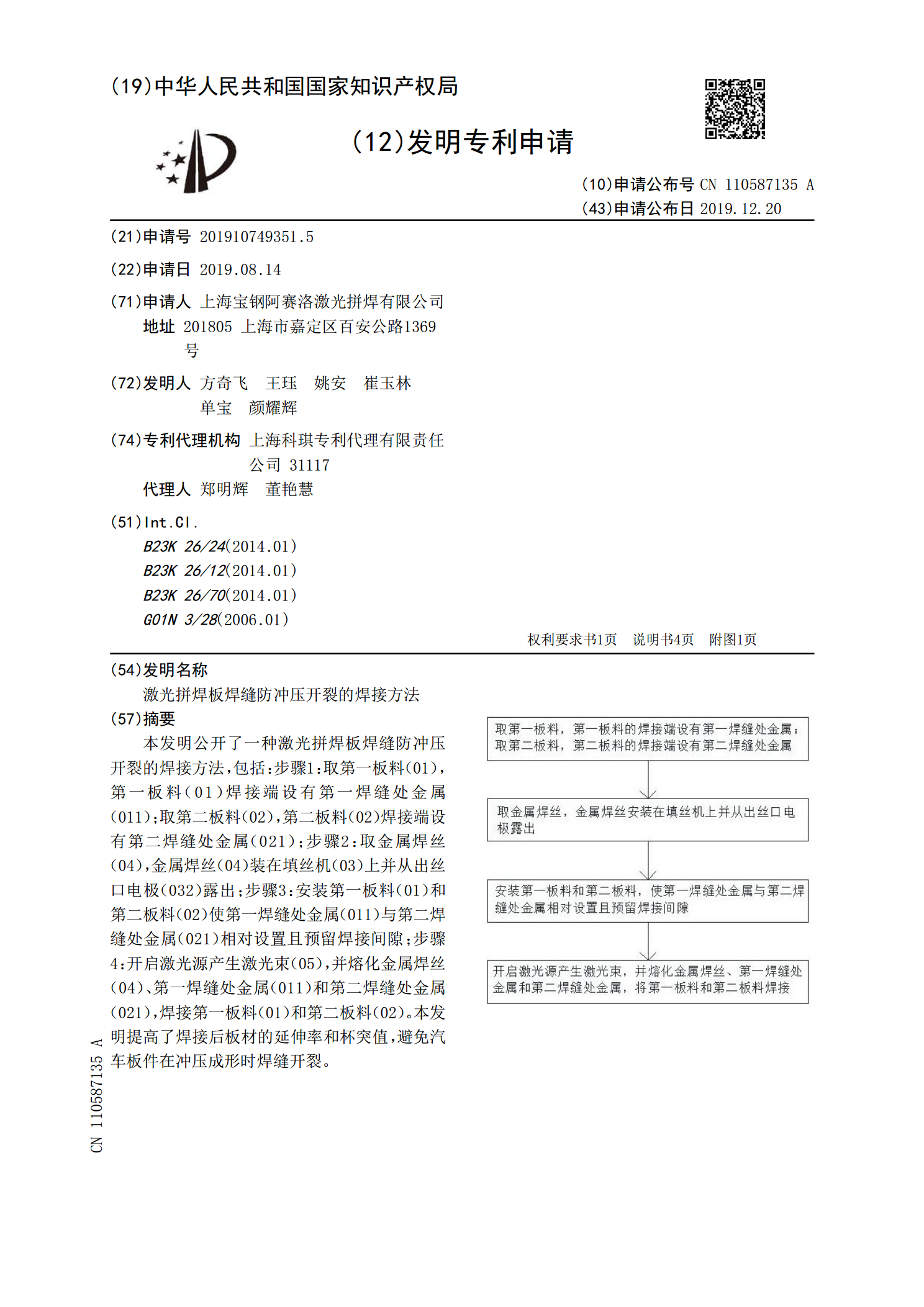
本发明公开了一种激光拼焊板焊缝防冲压开裂的焊接方法,包括:步骤1:取第一板料(01),第一板料(01)焊接端设有第一焊缝处金属(011);取第二板料(02),第二板料(02)焊接端设有第二焊缝处金属(021);步骤2:取金属焊丝(04),金属焊丝(04)装在填丝机(03)上并从出丝口电极(032)露出;步骤3:安装第一板料(01)和第二板料(02)使第一焊缝处金属(011)与第二焊缝处金属(021)相对设置且预留焊接间隙;步骤4:开启激光源产生激光束(05),并熔化金属焊丝(04)、第一焊缝处金属(011