
一种高炉炉壳定位开孔装置.pdf

纪阳****公主

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种高炉炉壳定位开孔装置.pdf
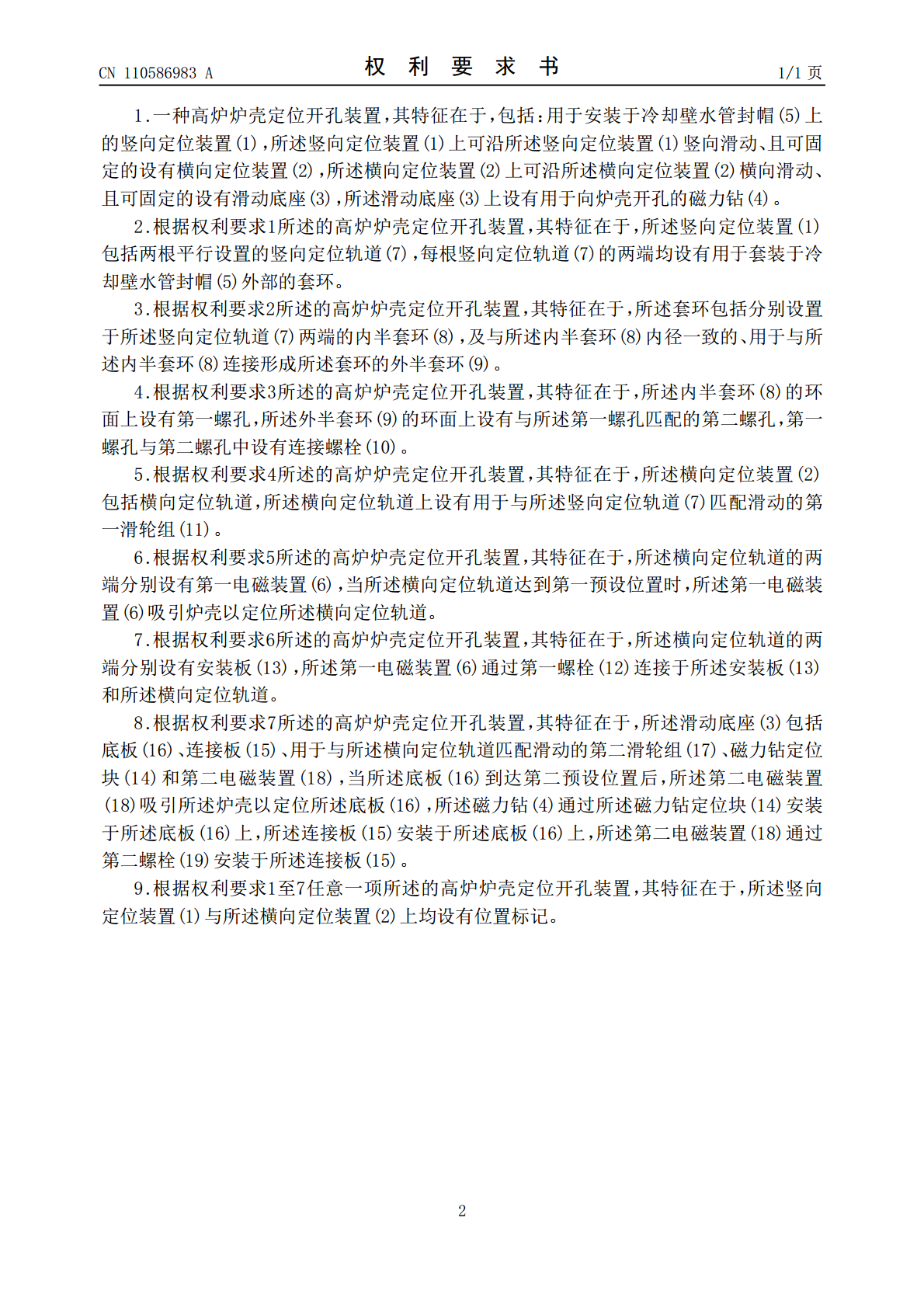
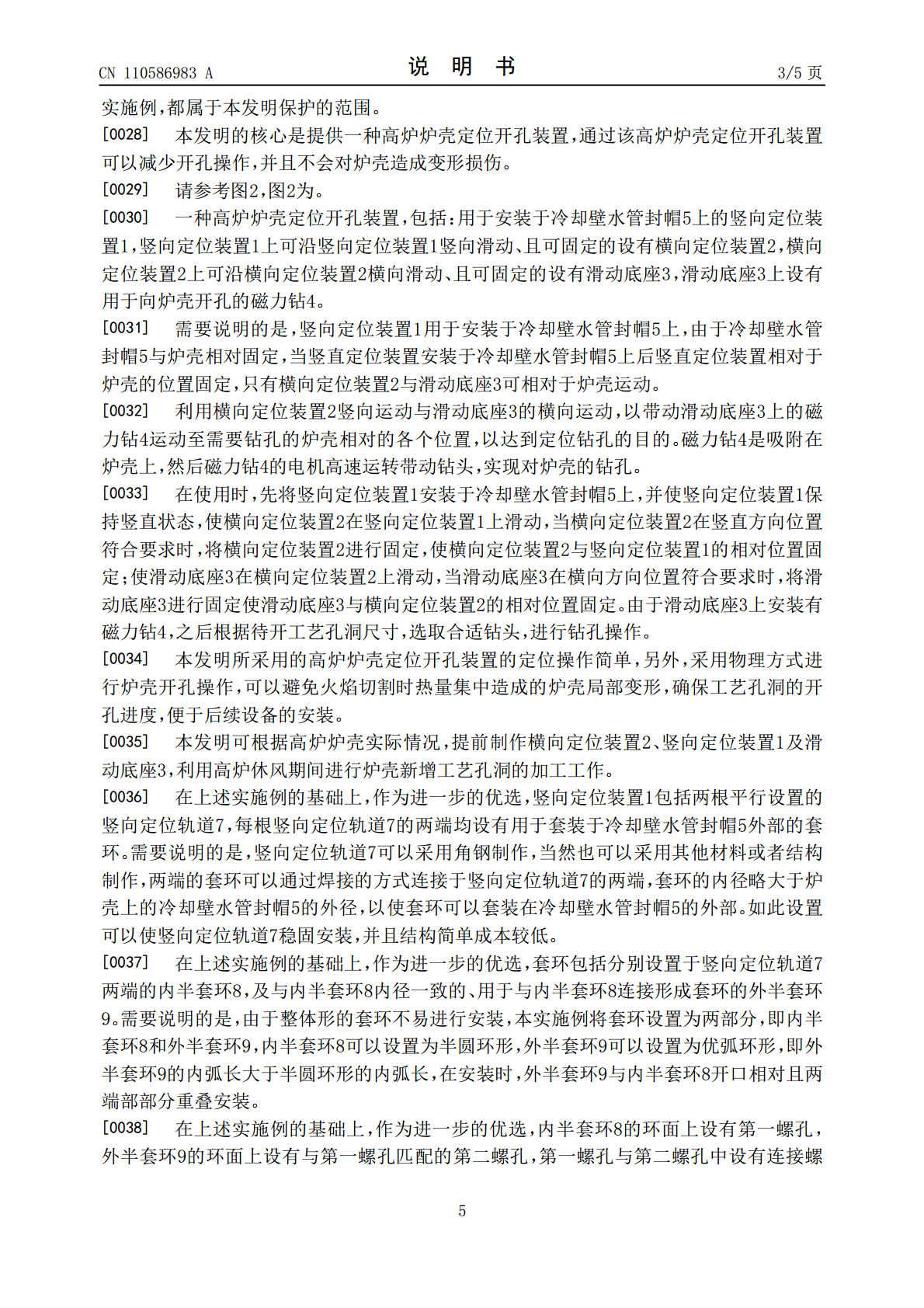
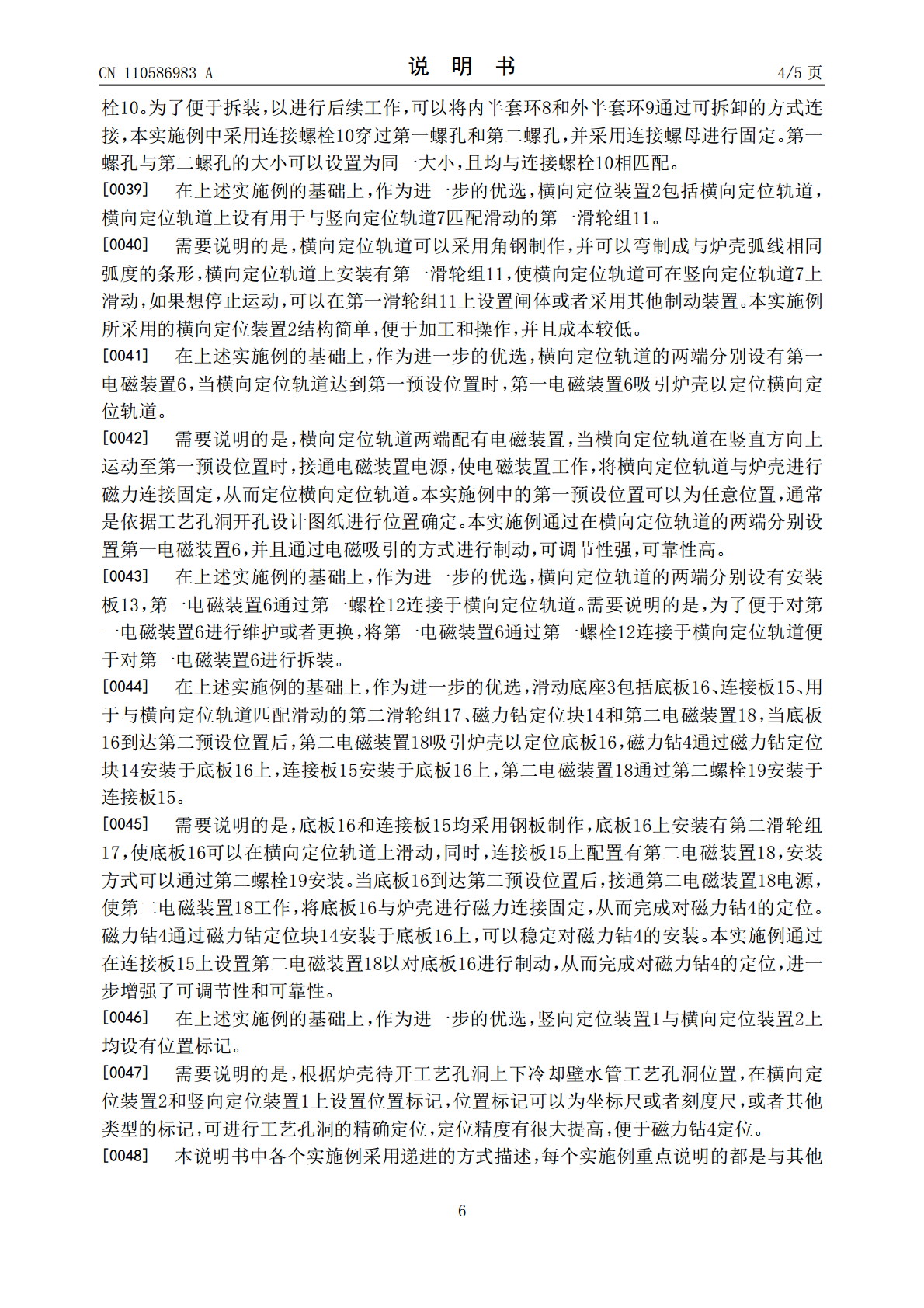
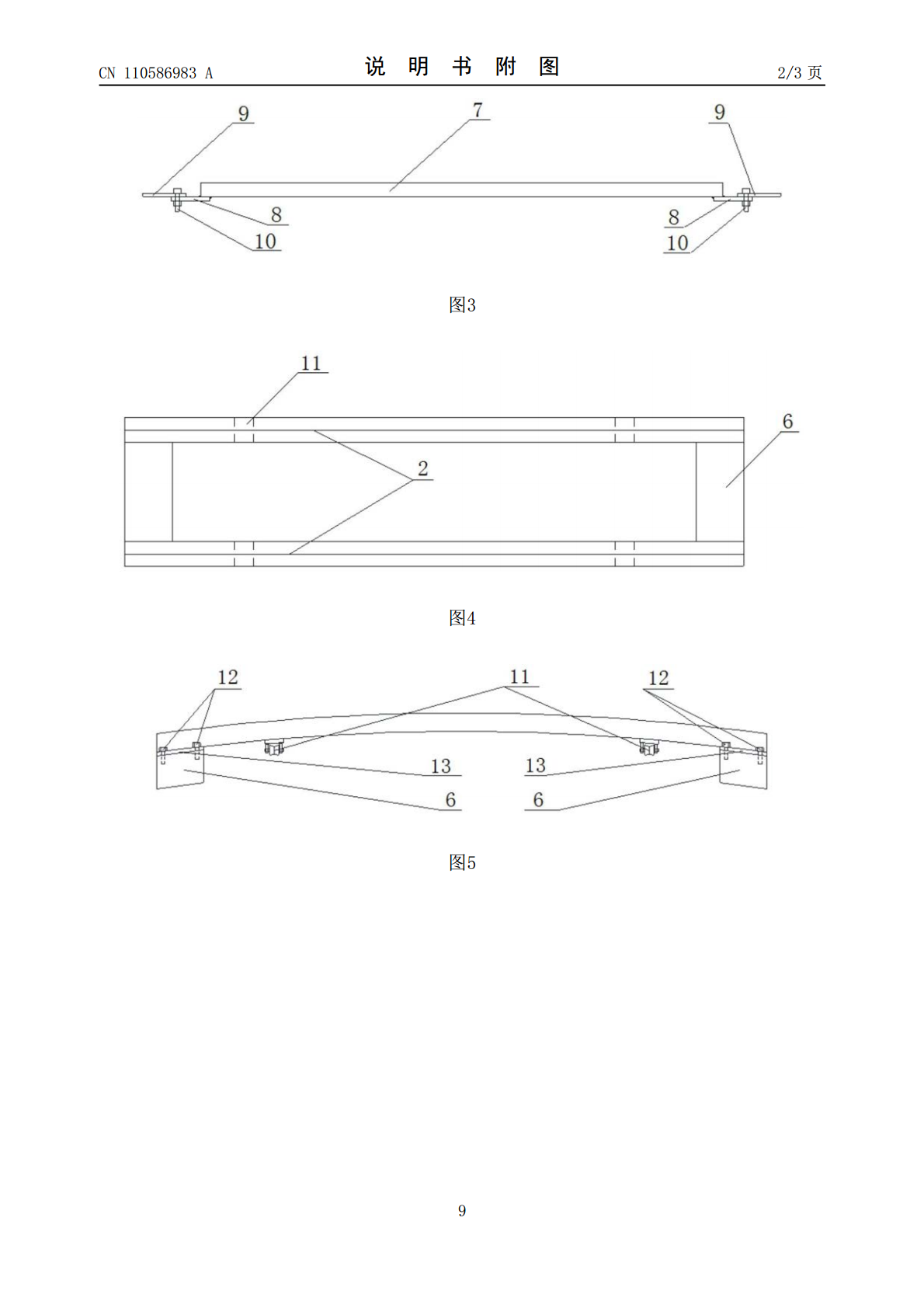
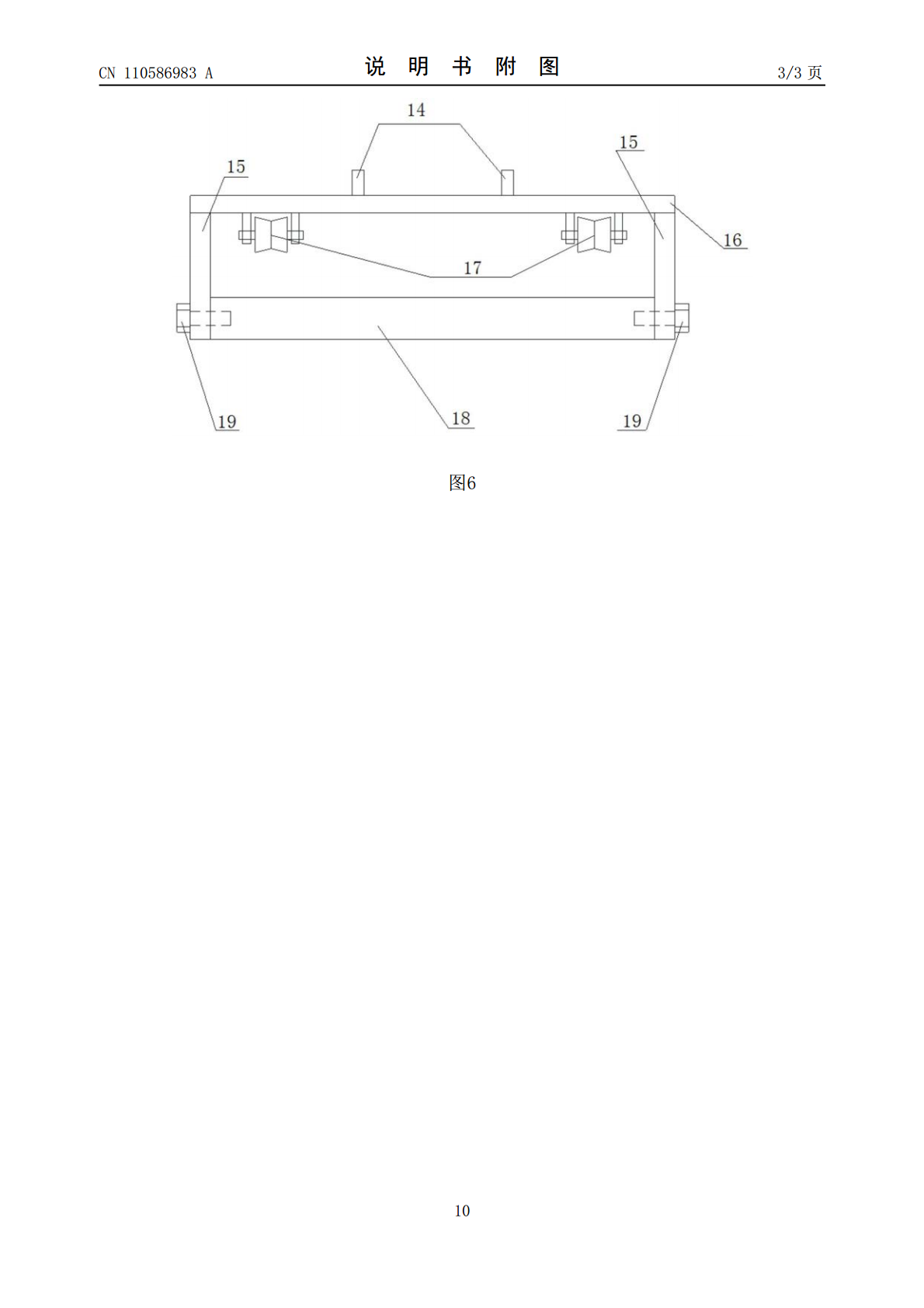
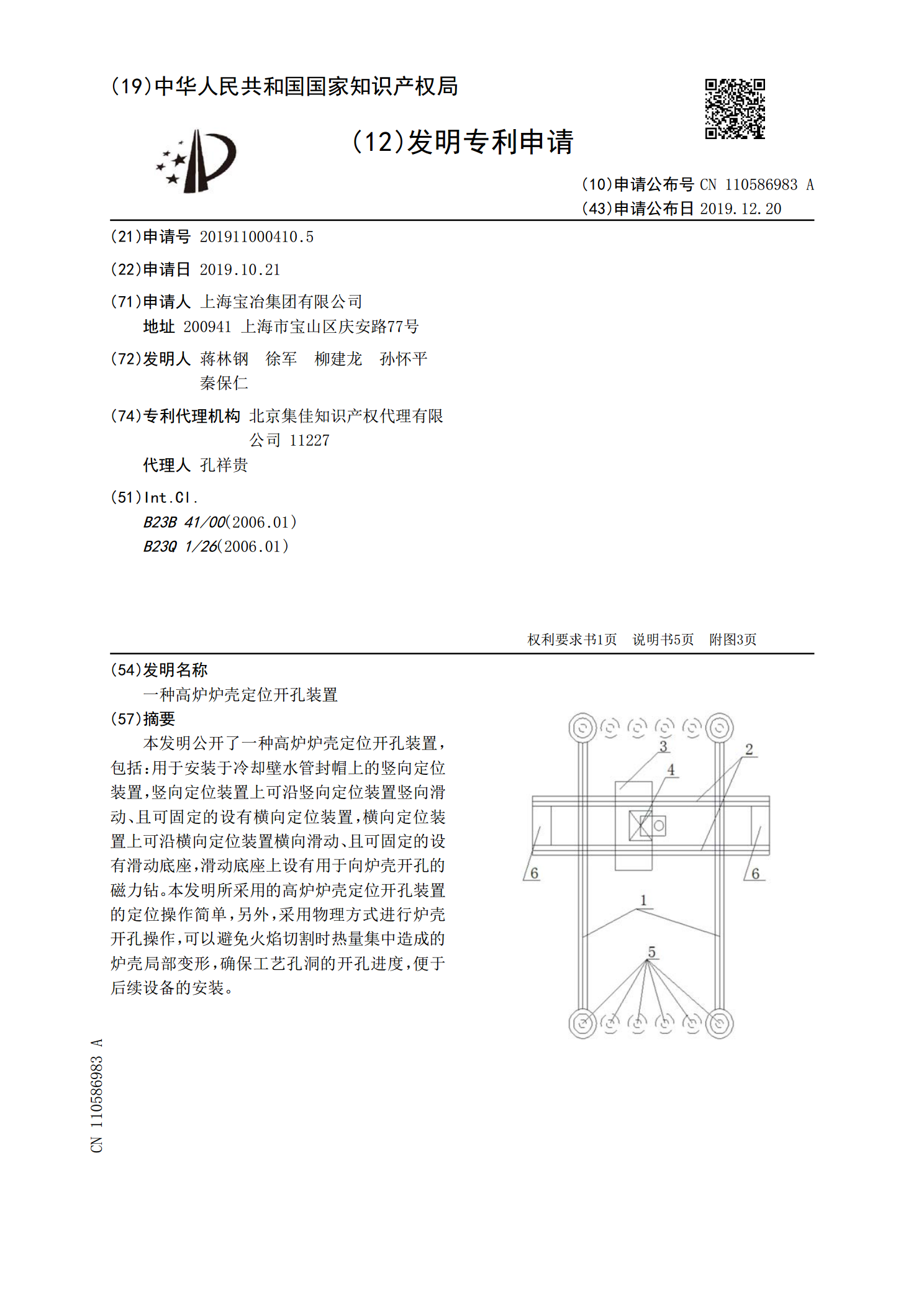
本发明公开了一种高炉炉壳定位开孔装置,包括:用于安装于冷却壁水管封帽上的竖向定位装置,竖向定位装置上可沿竖向定位装置竖向滑动、且可固定的设有横向定位装置,横向定位装置上可沿横向定位装置横向滑动、且可固定的设有滑动底座,滑动底座上设有用于向炉壳开孔的磁力钻。本发明所采用的高炉炉壳定位开孔装置的定位操作简单,另外,采用物理方式进行炉壳开孔操作,可以避免火焰切割时热量集中造成的炉壳局部变形,确保工艺孔洞的开孔进度,便于后续设备的安装。
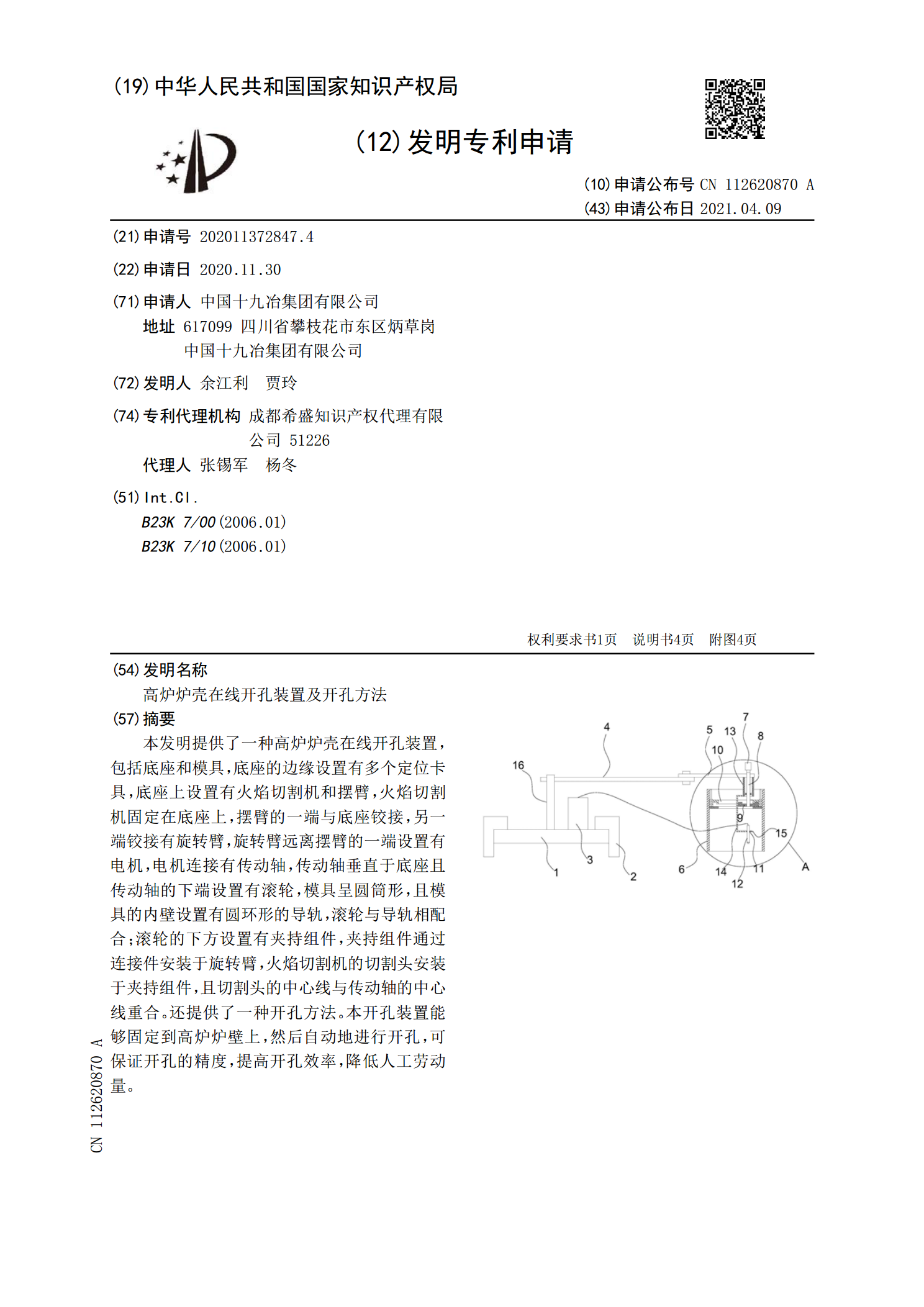
高炉炉壳在线开孔装置及开孔方法.pdf
本发明提供了一种高炉炉壳在线开孔装置,包括底座和模具,底座的边缘设置有多个定位卡具,底座上设置有火焰切割机和摆臂,火焰切割机固定在底座上,摆臂的一端与底座铰接,另一端铰接有旋转臂,旋转臂远离摆臂的一端设置有电机,电机连接有传动轴,传动轴垂直于底座且传动轴的下端设置有滚轮,模具呈圆筒形,且模具的内壁设置有圆环形的导轨,滚轮与导轨相配合;滚轮的下方设置有夹持组件,夹持组件通过连接件安装于旋转臂,火焰切割机的切割头安装于夹持组件,且切割头的中心线与传动轴的中心线重合。还提供了一种开孔方法。本开孔装置能够固定到高
一种高炉炉壳风口法兰孔开孔方法.pdf
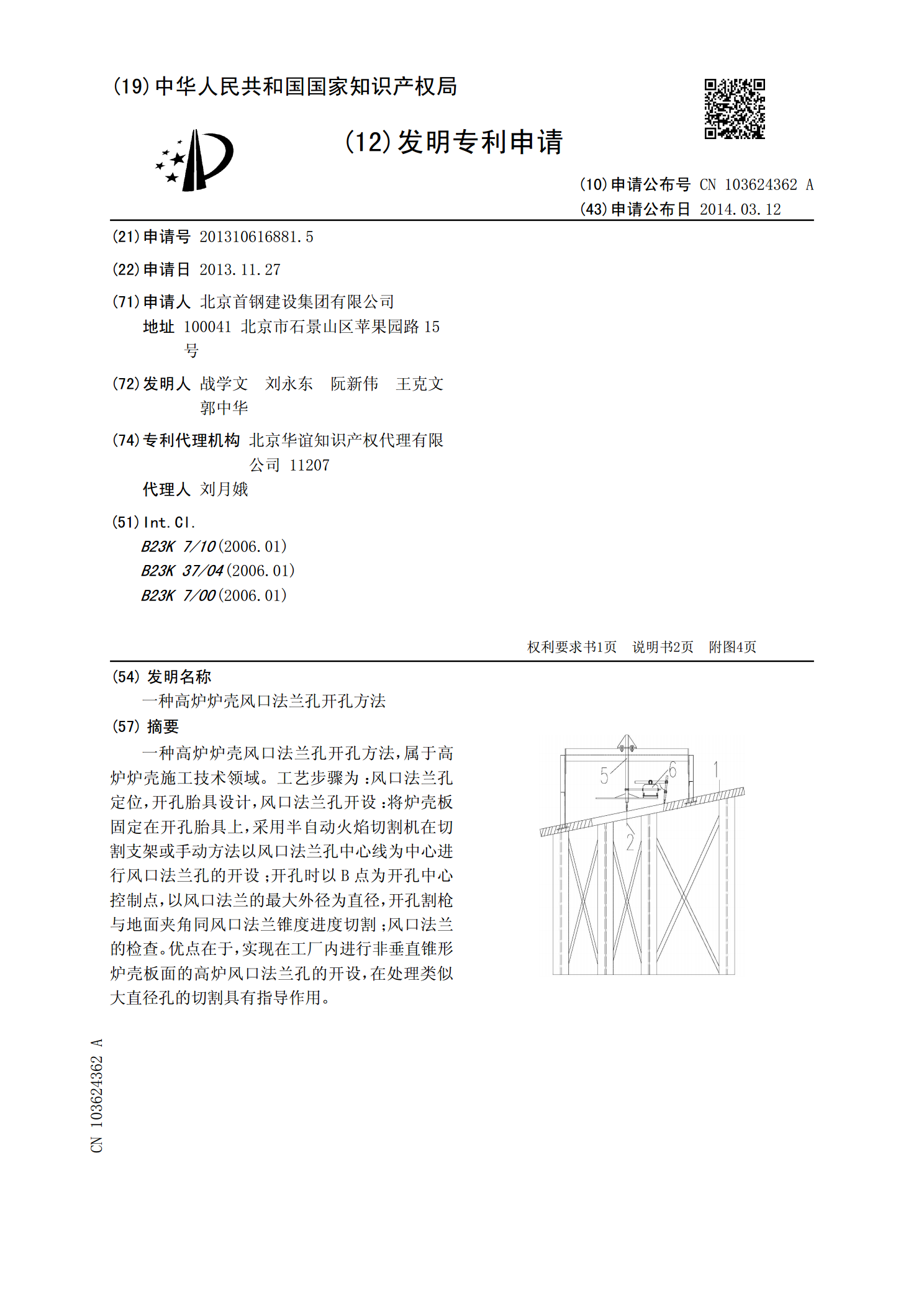
一种高炉炉壳风口法兰孔开孔方法,属于高炉炉壳施工技术领域。工艺步骤为:风口法兰孔定位,开孔胎具设计,风口法兰孔开设:将炉壳板固定在开孔胎具上,采用半自动火焰切割机在切割支架或手动方法以风口法兰孔中心线为中心进行风口法兰孔的开设;开孔时以B点为开孔中心控制点,以风口法兰的最大外径为直径,开孔割枪与地面夹角同风口法兰锥度进度切割;风口法兰的检查。优点在于,实现在工厂内进行非垂直锥形炉壳板面的高炉风口法兰孔的开设,在处理类似大直径孔的切割具有指导作用。
高炉炉壳风口法兰孔平板开孔方法.pdf
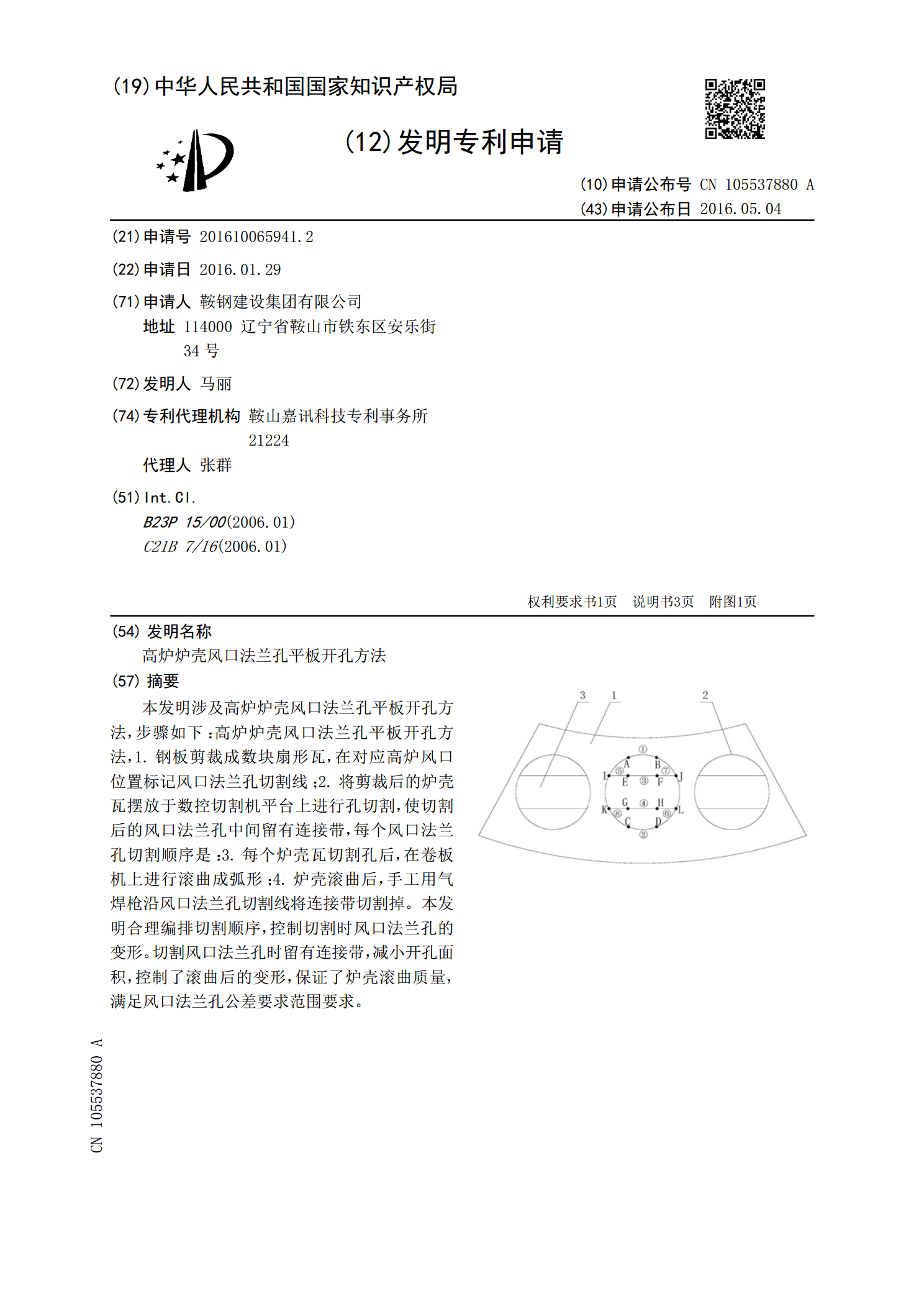
本发明涉及高炉炉壳风口法兰孔平板开孔方法,步骤如下:高炉炉壳风口法兰孔平板开孔方法,1.钢板剪裁成数块扇形瓦,在对应高炉风口位置标记风口法兰孔切割线;2.将剪裁后的炉壳瓦摆放于数控切割机平台上进行孔切割,使切割后的风口法兰孔中间留有连接带,每个风口法兰孔切割顺序是:3.每个炉壳瓦切割孔后,在卷板机上进行滚曲成弧形;4.炉壳滚曲后,手工用气焊枪沿风口法兰孔切割线将连接带切割掉。本发明合理编排切割顺序,控制切割时风口法兰孔的变形。切割风口法兰孔时留有连接带,减小开孔面积,控制了滚曲后的变形,保证了炉壳滚曲质量
一种炉壳更换出钢孔定位装置.pdf
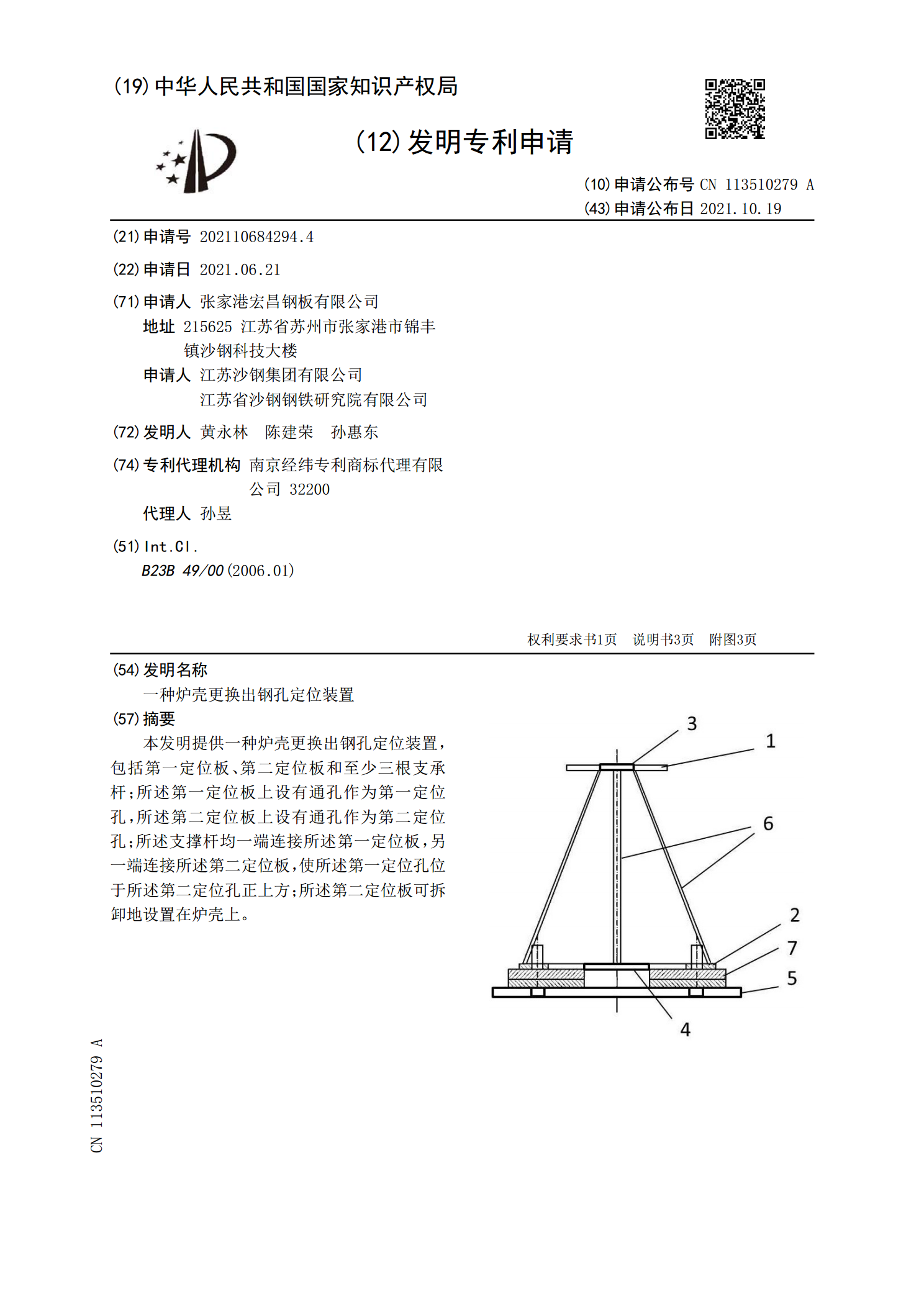
本发明提供一种炉壳更换出钢孔定位装置,包括第一定位板、第二定位板和至少三根支承杆;所述第一定位板上设有通孔作为第一定位孔,所述第二定位板上设有通孔作为第二定位孔;所述支撑杆均一端连接所述第一定位板,另一端连接所述第二定位板,使所述第一定位孔位于所述第二定位孔正上方;所述第二定位板可拆卸地设置在炉壳上。