
一种耐磨衬板的锻造方法.pdf

如灵****姐姐

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种耐磨衬板的锻造方法.pdf
一种耐磨衬板的锻造方法,包括以下步骤:锻造砂型的准备;按各组分重量百分数称取原料,然后加入中频电炉熔炼,进行脱氧处理,至1450~1480℃出炉,得到铁水;将步骤(2)得到的铁水向步骤(1)锻造砂型的型腔中浇铸,浇铸温度为1500~1600℃,浇铸结束后自然冷却1.5h,冷却后开箱并对铸件进行清理得到耐磨衬板铸件;耐磨衬板铸件进行热处理。该锻造方法简单、成本低,衬板强韧性高、淬透性与淬硬性好。
一种耐磨衬板的制备方法.pdf
本发明公开了一种耐磨衬板的制备方法,属于耐磨衬板技术领域。本发明的步骤为:步骤一、铸造砂型的准备;步骤二、熔炼过程,采用熔炼炉进行熔融冶炼,使得熔融金属由如下组分及其质量百分比组成:C:3.0~3.2%、Si:0.3~0.4%、Mn:0.5~0.7%、Cr:2~3%、Mo:2.8~3.1%、Cu:0.8~1.2%、V:8~9%、B:0.002~0.003%、Sn:0.04~0.05%、Te:0.02~0.03%、Ce:0.01~0.02%、Zr:0.03~0.04%、Y:0.004~0.005%、P:0.
一种耐磨衬板及其制造方法.pdf
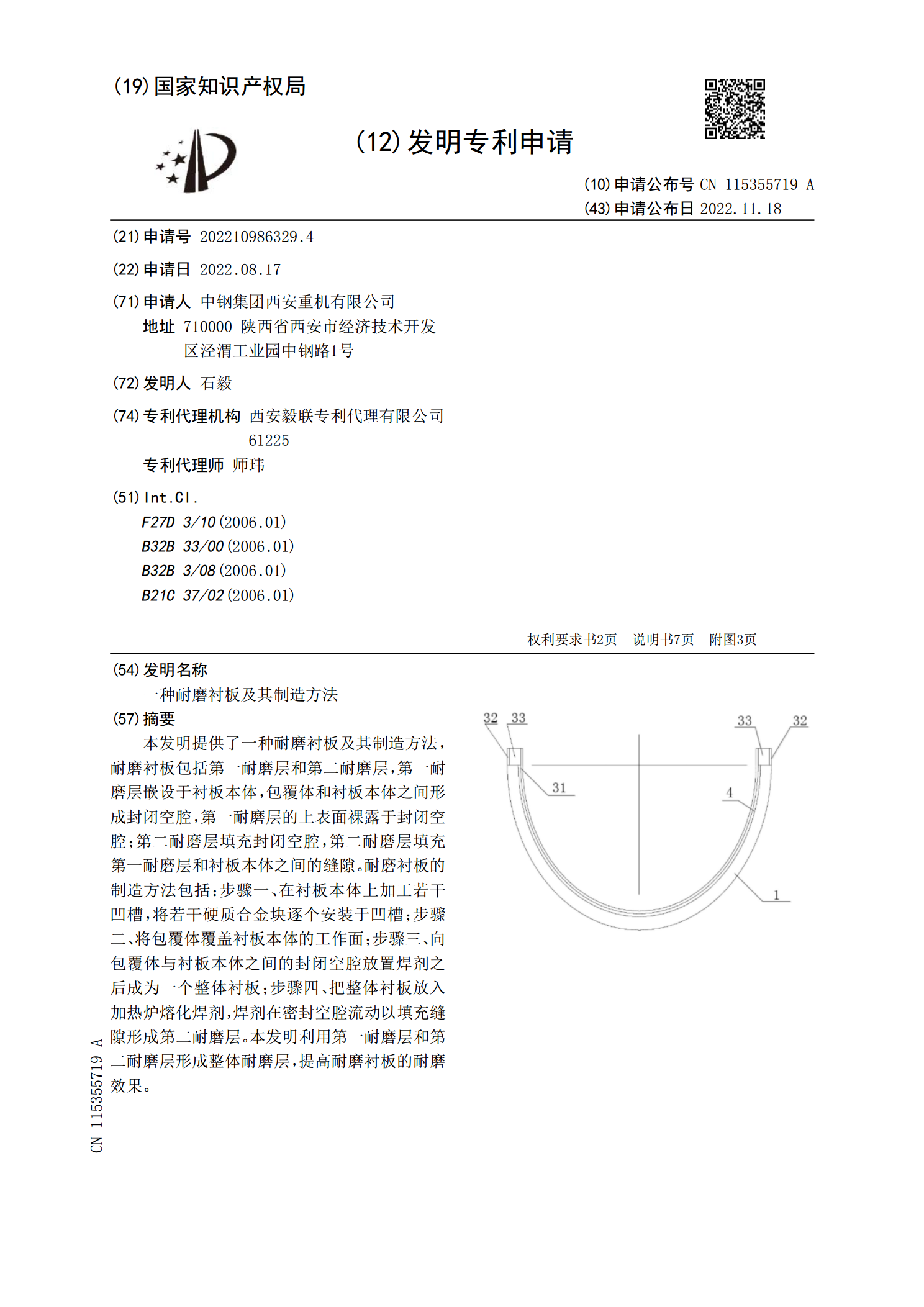
本发明提供了一种耐磨衬板及其制造方法,耐磨衬板包括第一耐磨层和第二耐磨层,第一耐磨层嵌设于衬板本体,包覆体和衬板本体之间形成封闭空腔,第一耐磨层的上表面裸露于封闭空腔;第二耐磨层填充封闭空腔,第二耐磨层填充第一耐磨层和衬板本体之间的缝隙。耐磨衬板的制造方法包括:步骤一、在衬板本体上加工若干凹槽,将若干硬质合金块逐个安装于凹槽;步骤二、将包覆体覆盖衬板本体的工作面;步骤三、向包覆体与衬板本体之间的封闭空腔放置焊剂之后成为一个整体衬板;步骤四、把整体衬板放入加热炉熔化焊剂,焊剂在密封空腔流动以填充缝隙形成第二
一种球磨机耐磨衬板.pdf
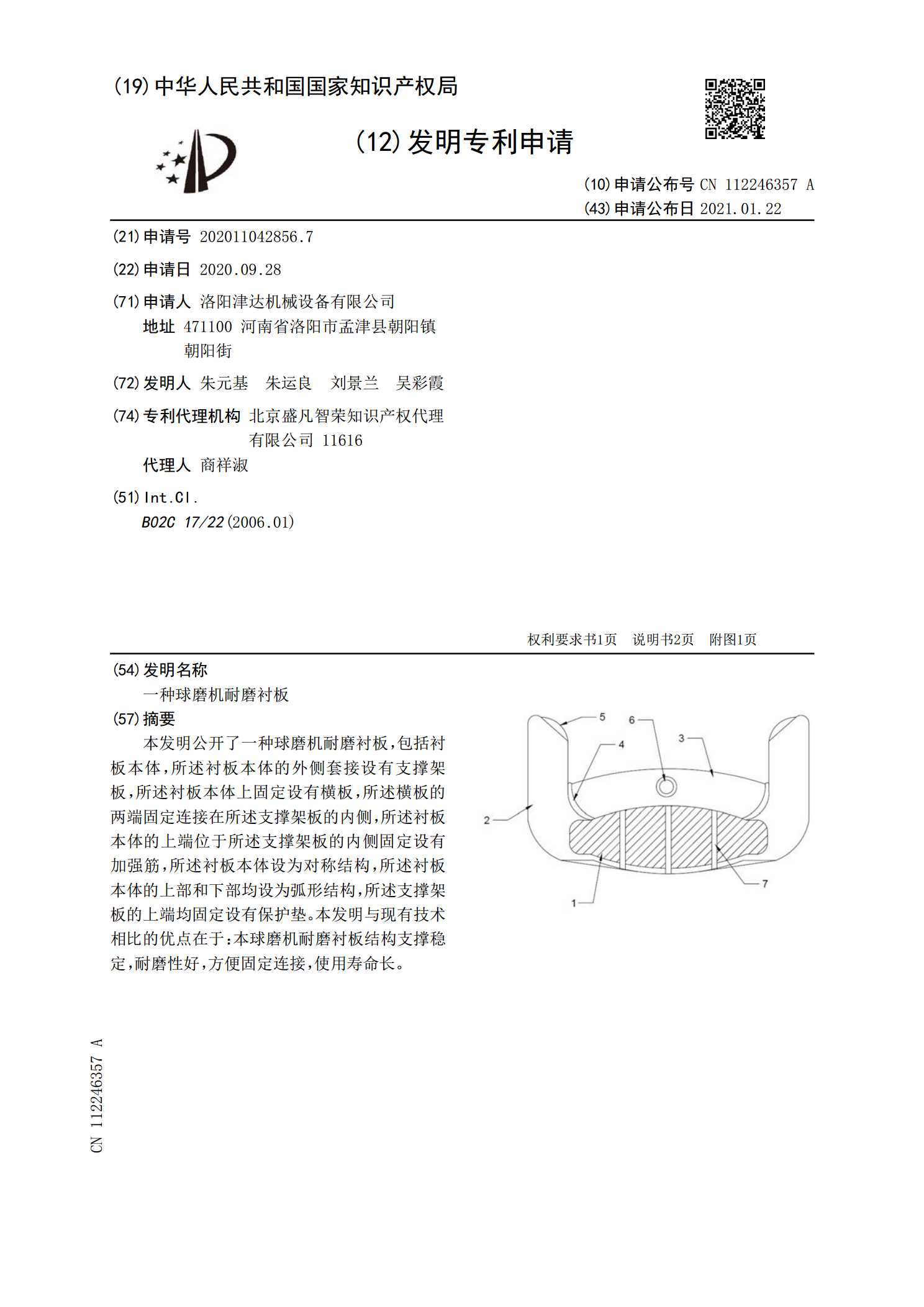
本发明公开了一种球磨机耐磨衬板,包括衬板本体,所述衬板本体的外侧套接设有支撑架板,所述衬板本体上固定设有横板,所述横板的两端固定连接在所述支撑架板的内侧,所述衬板本体的上端位于所述支撑架板的内侧固定设有加强筋,所述衬板本体设为对称结构,所述衬板本体的上部和下部均设为弧形结构,所述支撑架板的上端均固定设有保护垫。本发明与现有技术相比的优点在于:本球磨机耐磨衬板结构支撑稳定,耐磨性好,方便固定连接,使用寿命长。
一种生产耐磨复合衬板的方法.pdf
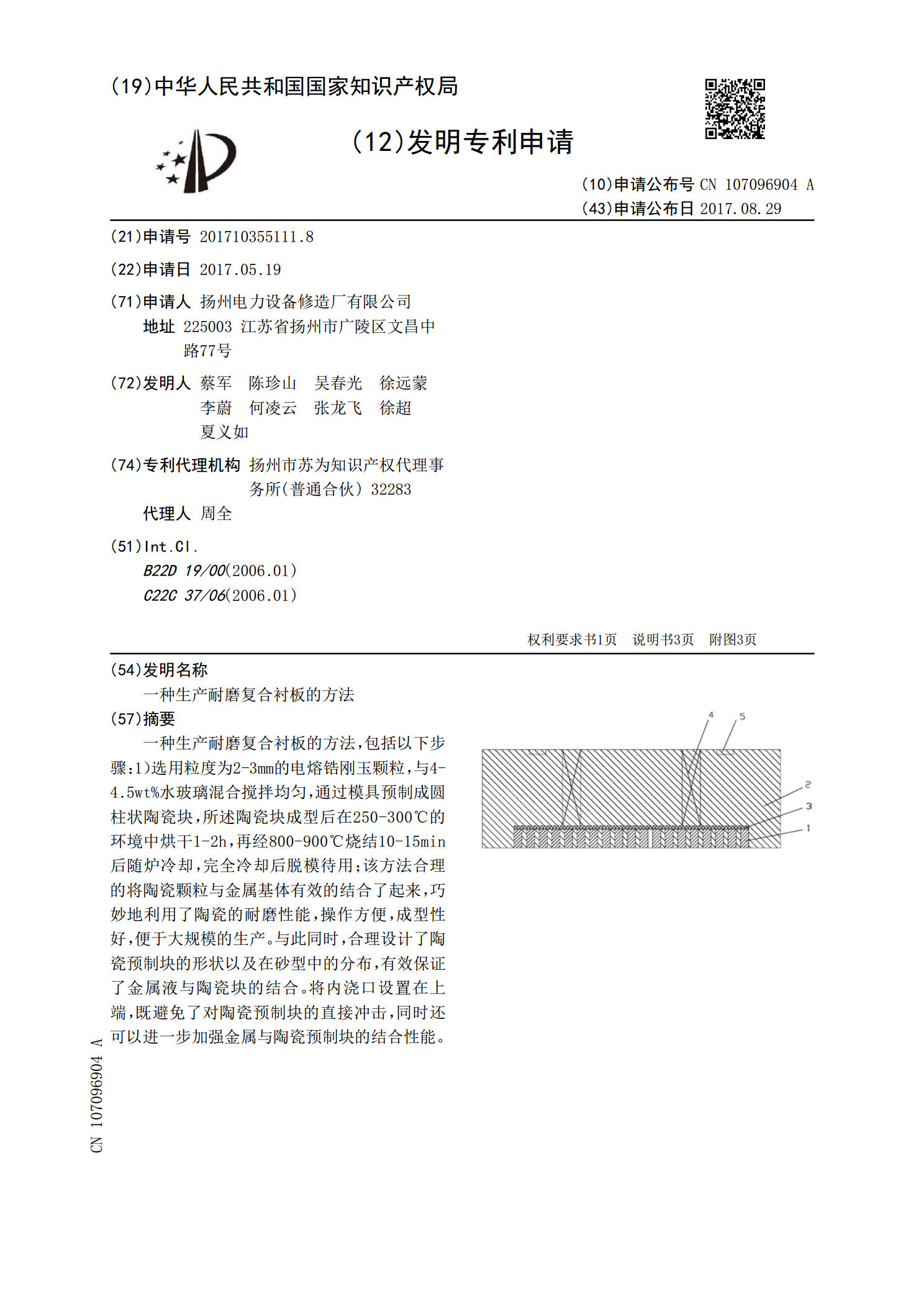
一种生产耐磨复合衬板的方法,包括以下步骤:1)选用粒度为2‑3mm的电熔锆刚玉颗粒,与4‑4.5wt%水玻璃混合搅拌均匀,通过模具预制成圆柱状陶瓷块,所述陶瓷块成型后在250‑300℃的环境中烘干1‑2h,再经800‑900℃烧结10‑15min后随炉冷却,完全冷却后脱模待用;该方法合理的将陶瓷颗粒与金属基体有效的结合了起来,巧妙地利用了陶瓷的耐磨性能,操作方便,成型性好,便于大规模的生产。与此同时,合理设计了陶瓷预制块的形状以及在砂型中的分布,有效保证了金属液与陶瓷块的结合。将内浇口设置在上端,既避免了