
铝型材挤压成型平面度整形方法及整形装置.pdf

书生****aa


1/9

2/9

3/9
4/9

5/9
6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
铝型材挤压成型平面度整形方法及整形装置.pdf
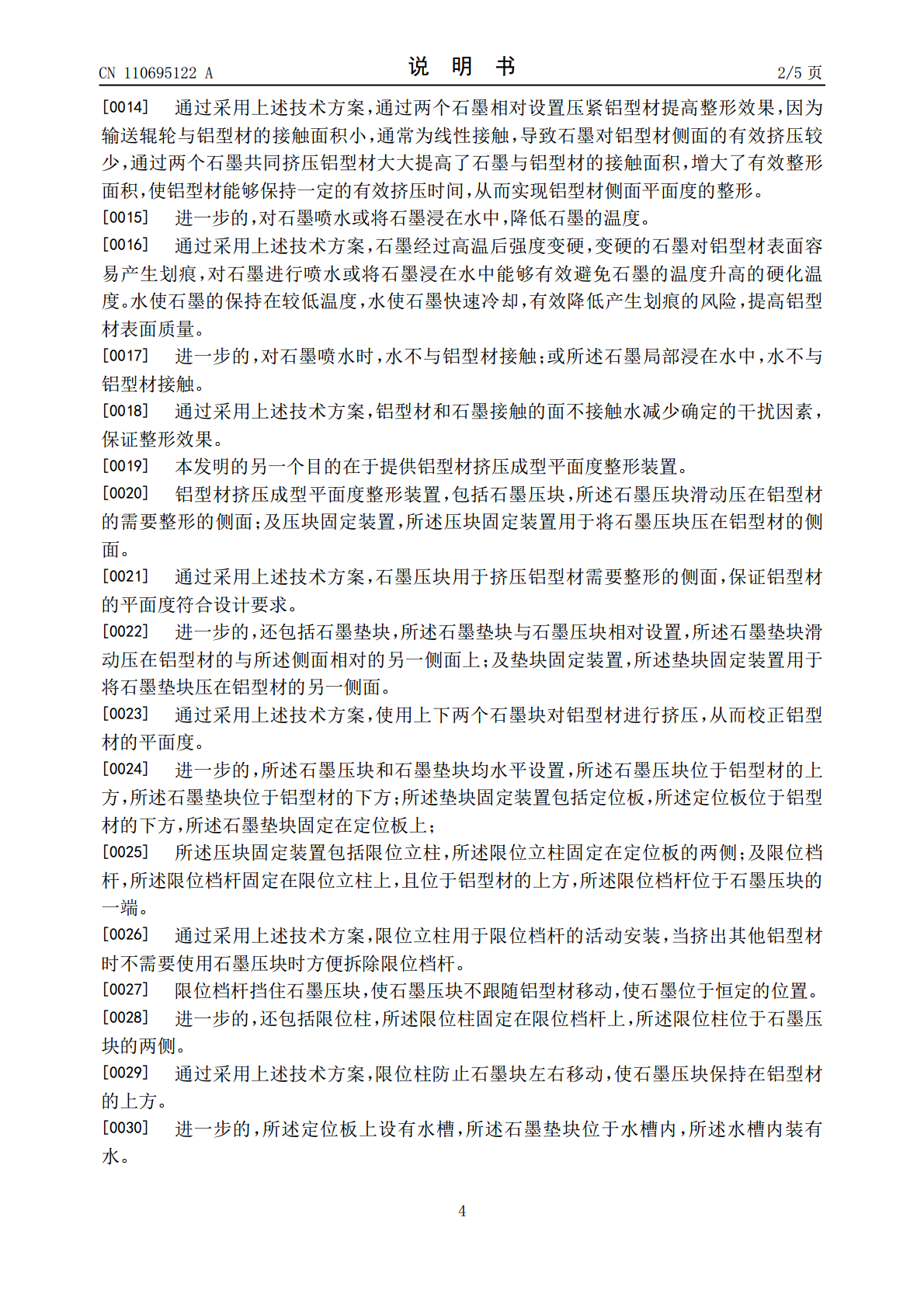
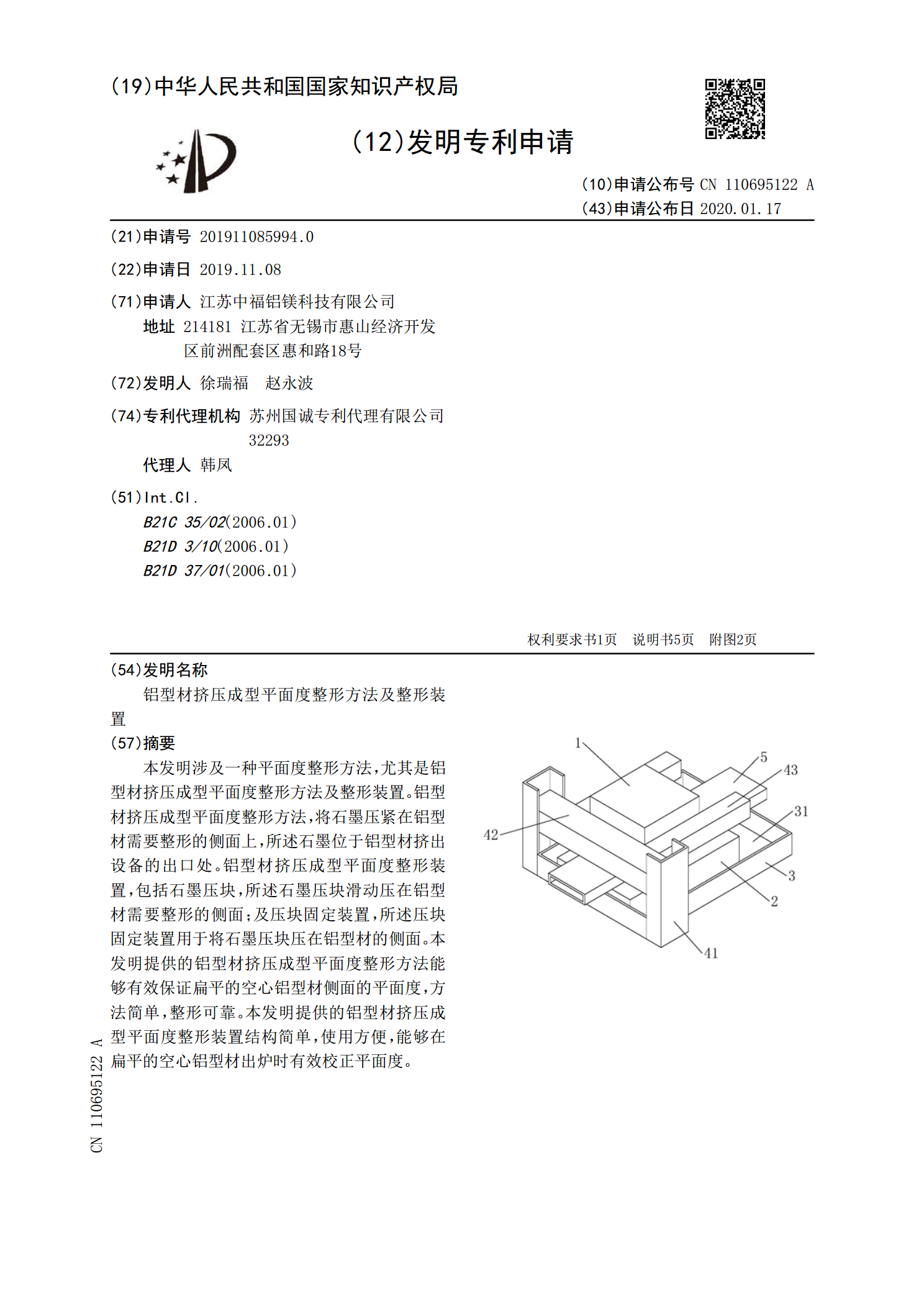
本发明涉及一种平面度整形方法,尤其是铝型材挤压成型平面度整形方法及整形装置。铝型材挤压成型平面度整形方法,将石墨压紧在铝型材需要整形的侧面上,所述石墨位于铝型材挤出设备的出口处。铝型材挤压成型平面度整形装置,包括石墨压块,所述石墨压块滑动压在铝型材需要整形的侧面;及压块固定装置,所述压块固定装置用于将石墨压块压在铝型材的侧面。本发明提供的铝型材挤压成型平面度整形方法能够有效保证扁平的空心铝型材侧面的平面度,方法简单,整形可靠。本发明提供的铝型材挤压成型平面度整形装置结构简单,使用方便,能够在扁平的空心铝型

一种铝型材在线整形装置及其整形方法.pdf
本发明涉及铝型材生产设备技术领域,尤其涉及一种铝型材在线整形装置,包括工件、用于滚压所述工件的滚轮组、与所述滚轮组相连接的传动履带、驱动所述传动履带运动的电机以及用于控制所述滚轮组滚压所述工件的压力大小的液压机构;所述滚轮组包括上滚轮以及与所述上滚轮数量、形状、大小及位置相匹配的下滚轮,所述工件位于所述上滚轮与所述下滚轮之间。相应的,本发明还提供基于该装置的整形方法。本发明提供的铝型材在线整形装置,通过滚轮组实现了对工件的稳定、滚压及矫直等功能,使得工件在水冷淬火过程中,变形量得到了有效的控制,且能够使得

铝型材挤压成型设备以及铝型材挤压成型方法.pdf
本发明公开了铝型材挤压成型设备以及铝型材挤压成型方法,包括防护箱、挤压模具和底箱,底箱的顶部安装有防护箱,防护箱的一侧安装有防护罩,防护箱的内部通过滑杆活动安装有加热软化器,防护箱的内部一侧安装有挤压模具,挤压模具内安装有对接盘,对接盘的正面安装有模具盘,模具盘的外侧安装有出料孔,防护箱的一侧安装有液压缸,液压缸的输出端安装有挤压盘。本发明同时通过出料孔可将低于中心流速的边缘铝材挤压出条状铝型材,实现装置对边缘铝材地进行一体化挤压加工,不仅提高了铝材的加工效率,同时也有效解决了边缘的金属被留在后面当作残余

一种纸箱挤压整形装置.pdf
本发明提供了一种纸箱挤压整形装置,包括对称设置的左挤压整形机构和右挤压整形机构,所述左挤压整形机构和所述右挤压整形机构结构相同,均包括机架、公共驱动组件、送纸组件、挤压整形组件和宽度调节组件,所述公共驱动组件安装在所述机架上,所述宽度调节组件的一端固定在所述机架上,另一端与所述挤压整形组件活动连接,所述送纸组件包括相对设置的传输导轮单元和压紧导轮单元,所述公共驱动组件分别与所述挤压整形组件和所述传输导轮单元传动连接。本发明对折叠后的纸箱进行纵向压紧整形使其平整,同时进行横向挤压整形使其齐整,避免了纸箱成型
一种整形机构、移送整形装置及移送整形方法.pdf
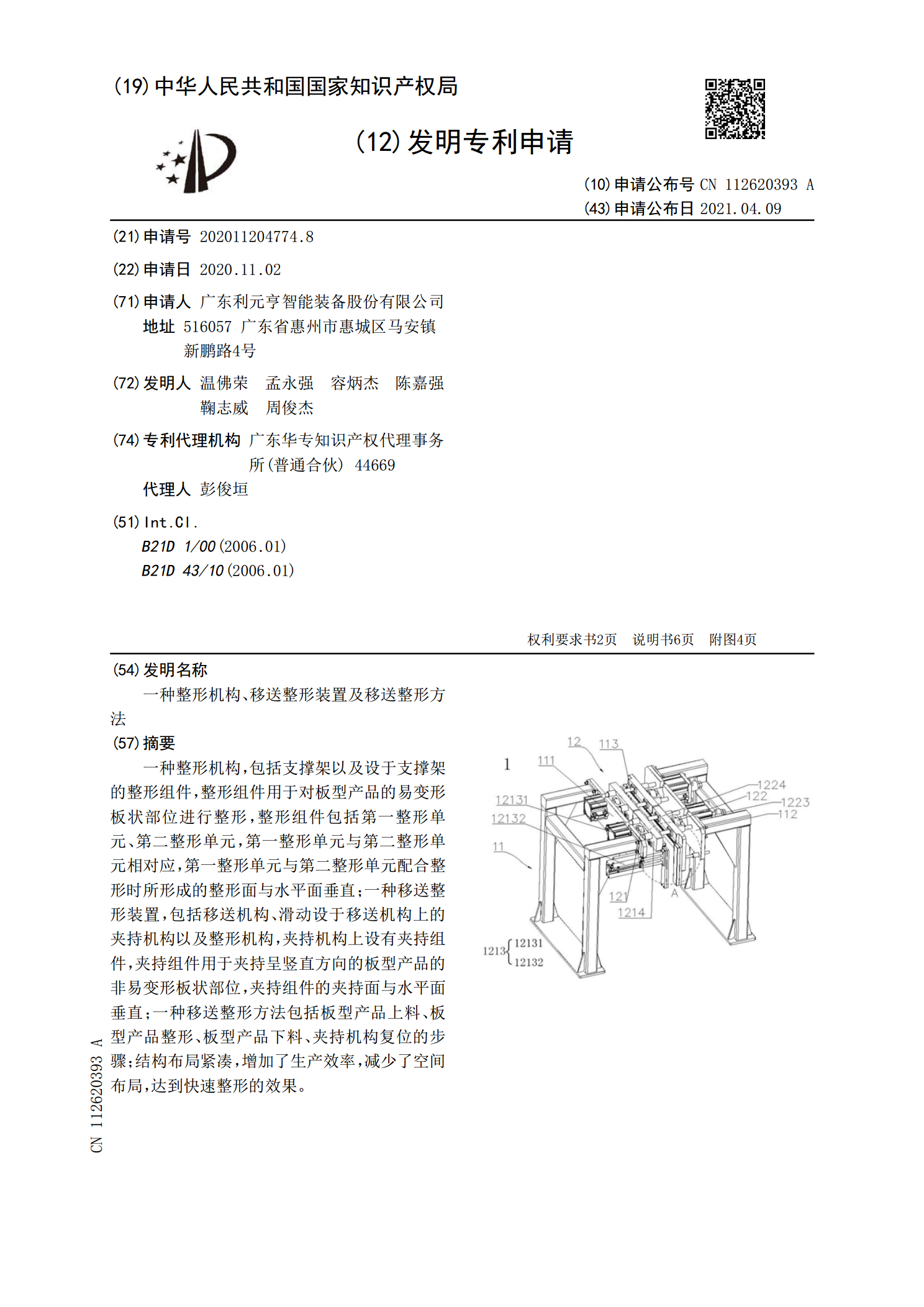
一种整形机构,包括支撑架以及设于支撑架的整形组件,整形组件用于对板型产品的易变形板状部位进行整形,整形组件包括第一整形单元、第二整形单元,第一整形单元与第二整形单元相对应,第一整形单元与第二整形单元配合整形时所形成的整形面与水平面垂直;一种移送整形装置,包括移送机构、滑动设于移送机构上的夹持机构以及整形机构,夹持机构上设有夹持组件,夹持组件用于夹持呈竖直方向的板型产品的非易变形板状部位,夹持组件的夹持面与水平面垂直;一种移送整形方法包括板型产品上料、板型产品整形、板型产品下料、夹持机构复位的步骤;结构布局