
高强度热轧钢板的加热方法.pdf

文阁****23

1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

高强度热轧钢板的加热方法.pdf
本发明涉及一种高强度热轧钢板的加热方法,属于热连轧板带生产技术领域。本发明在连铸生产热轧钢板时,连铸坯预热段温度≤1100℃,加热段温度1050℃~1290℃,均热段温度1220℃~1260℃,均热段时间≥40min,总在炉时间170min~320min;待轧保温≥60min时,预热段温度≤950℃,加热段温度1050℃~1150℃,均热段温度1130℃~1240℃。本发明通过热轧加热过程的控制,控制微合金元素的回溶以及原始奥氏体晶粒的尺寸,从而控制强度的稳定性,特别是在用于生产屈服强度600MPa级以上

高强度热轧钢板及其制造方法.pdf
本发明提供了一种高强度热轧钢板及其制造方法。所述高强度热轧钢板的化学成分按重量百分比计为:大于0且小于或等于0.10%的C、0.04~0.15%的Si、大于0且小于或等于1.50%的Mn、≤0.020%的P、≤0.015%的S、0.02~0.04%的Nb、0.010~0.035%的Ti、0.015~0.065%的Als、0.0010~0.0025%的Ca,余量为铁及不可避免的杂质,所述高强度热轧钢板由铁素体组织和珠光体组织组成,并且所述铁素体组织和珠光体组织的晶粒度在11~13级的范围内。本发明的高强度热

高强度热轧钢板及其制造方法.pdf
本发明提供一种冲裁加工性和韧性优异的高强度热轧钢板及其制造方法。所述高强度热轧钢板的成分组成为:C:0.060%以上且0.140%以下、Si:1.00%以下、Mn:1.30%以上且2.50%以下、P:0.030%以下、S:0.0050%以下、Al:0.070%以下、N:0.010%以下、Ti:0.060%以上且0.140%以下、Cr:0.10%以上且0.50%以下、B:0.0002%以上且0.0020%以下、5.0≤18C+Mn+1.3Cr+1500B≤6.0,余量由Fe及不可避免的杂质构成。所述高强度热

高强度热轧镀覆钢板及其制造方法.pdf
根据本发明的一个实施例的高强度热轧镀覆钢板,以重量%计,所述钢板包含C:0.05~0.5%、Mn:0.1~3.0%、Si:0.5%以下(0%除外)、P:0.05%以下(0%除外)、S:0.03%以下(0%除外)、Nb:0.01%以下(0%除外)、B:0.0005~0.005%、Ti:0.005~0.2%、余量的Fe和不可避免的杂质,以体积分数计,微细组织包含90%以上的回火马氏体、5%以下的贝氏体、铁素体、珠光体或残留奥氏体中的任何一种以上结晶相,拉伸强度为650MPa以上,屈服强度为550MPa以上,所
热轧高强度双相钢板及其制造方法.pdf
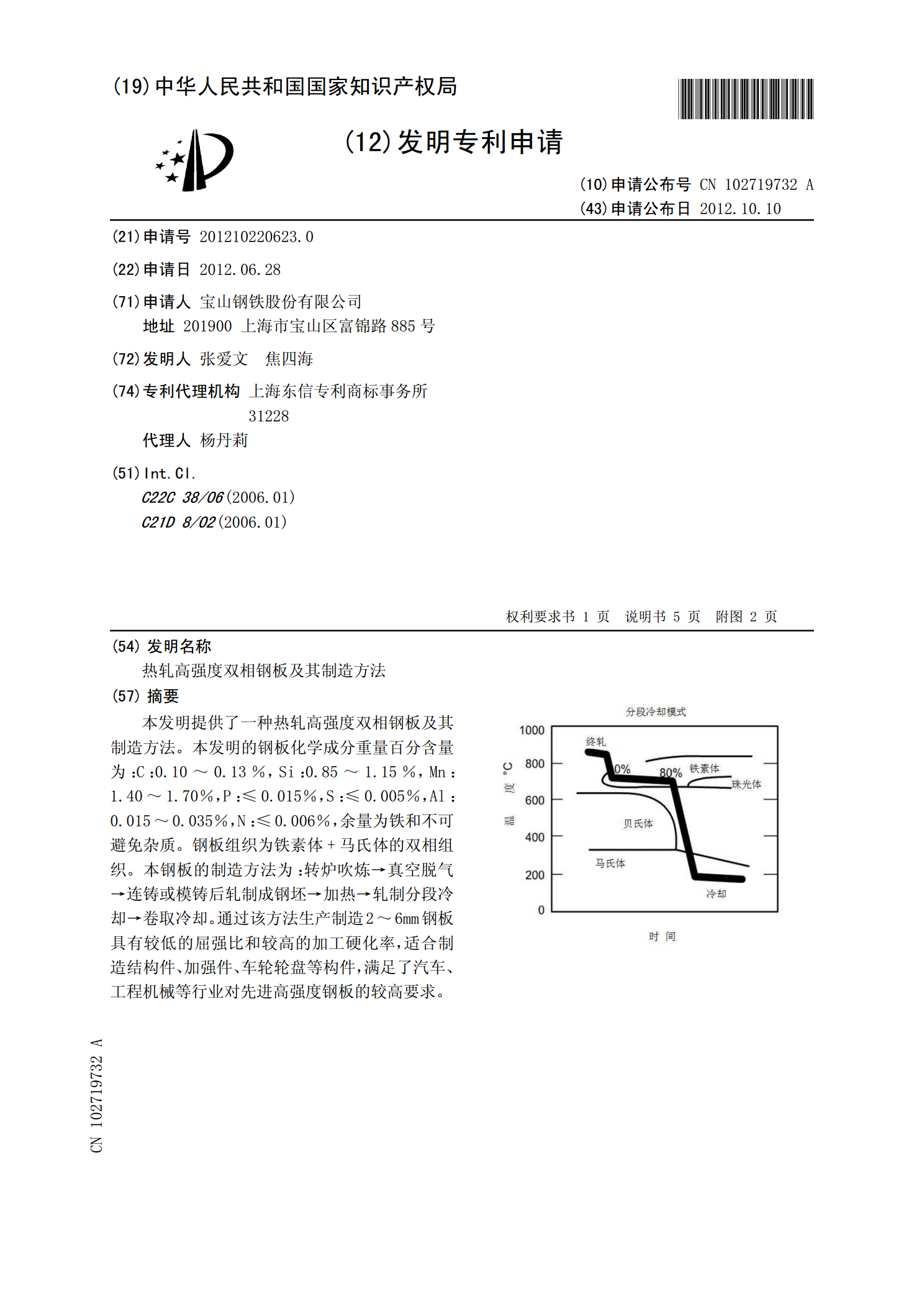
本发明提供了一种热轧高强度双相钢板及其制造方法。本发明的钢板化学成分重量百分含量为:C:0.10~0.13%,Si:0.85~1.15%,Mn:1.40~1.70%,P:≤0.015%,S:≤0.005%,Al:0.015~0.035%,N:≤0.006%,余量为铁和不可避免杂质。钢板组织为铁素体+马氏体的双相组织。本钢板的制造方法为:转炉吹炼→真空脱气→连铸或模铸后轧制成钢坯→加热→轧制分段冷却→卷取冷却。通过该方法生产制造2~6mm钢板具有较低的屈强比和较高的加工硬化率,适合制造结构件、加强件、车轮轮