
一种铜管热处理加工工艺.pdf

小琛****82


1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种铜管热处理加工工艺.pdf
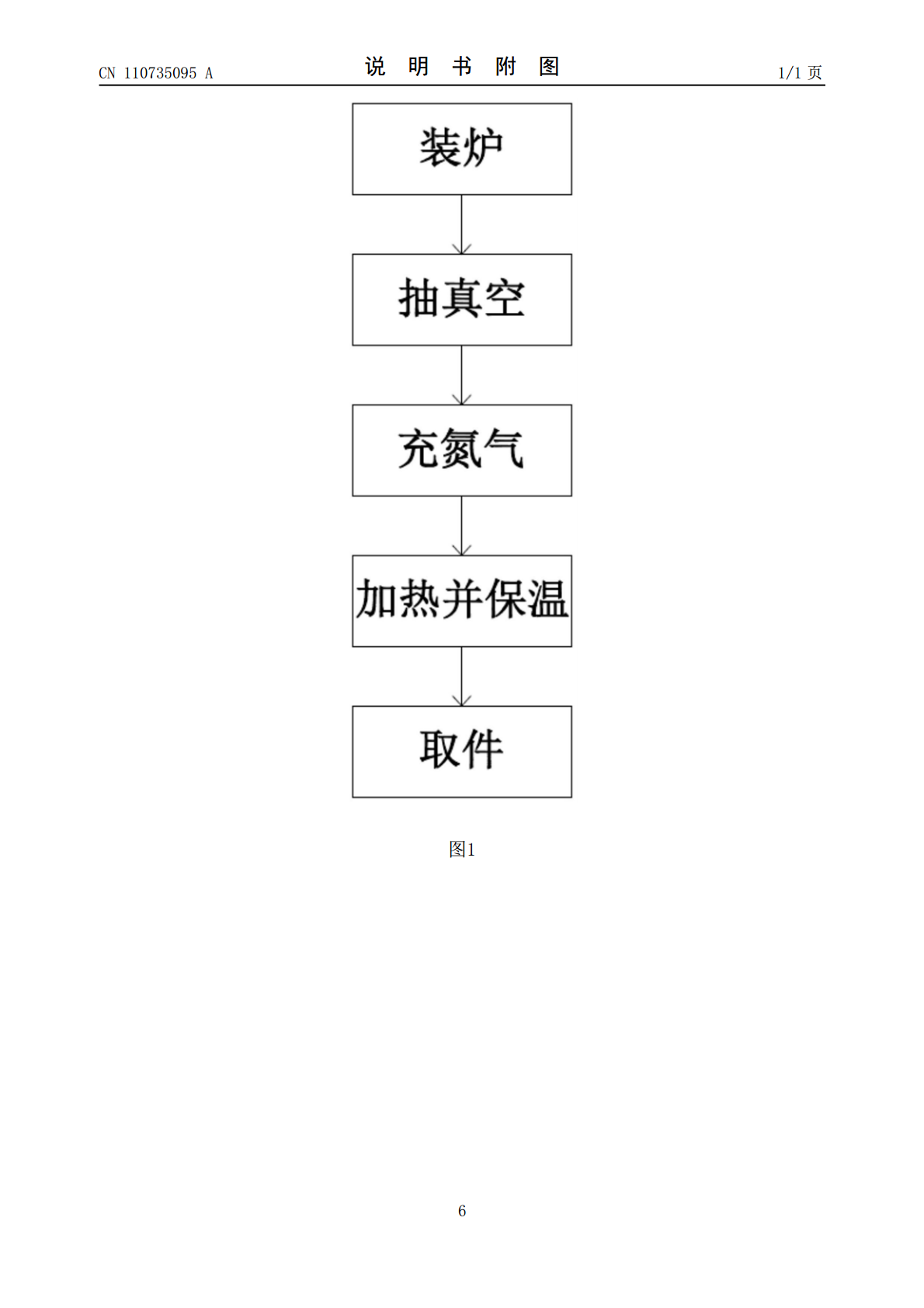
本发明公开了一种铜管热处理加工工艺,S1、装炉;S2、抽真空;S3、充氮气;S4、加热并保温;S5、取件。先对炉胆进行预抽真空至‑0.1Mpa,然后通过炉胆盖进气口,充入0.02Mpa‑0.04Mpa氮气,作为保护气氛,从而实现光亮退火,采用多层装炉,最大限度保证单炉工作效率,出炉时,只需吊装立柱,便可将整炉工件吊出,同时为保证生成的连续性,出炉时可吊装下一炉工件入炉,充分利用炉内余热,缩短加热时间,实现多班次连续作业,通过改进措施,降低了铜管的开裂现象,氧化现象得到彻底改善,产品质量得到大幅度提升,给铜
一种铜管材加工工艺.pdf
本发明公开了一种铜管材加工工艺,其包括如下步骤:选取串联拉伸后的铜管管坯;将铜管管坯放入盘拉机内,在铜管内壁注入润滑油,进行拉伸;拉伸完成后,铜管精整缠绕;退火;成品入库。本发明的加工工艺杜绝了清洗废液和废弃物的产生,提高了生产效率,实现了铜管材生产过程的高效、清洁、环保。
一种高效的紫铜管热处理工艺.pdf
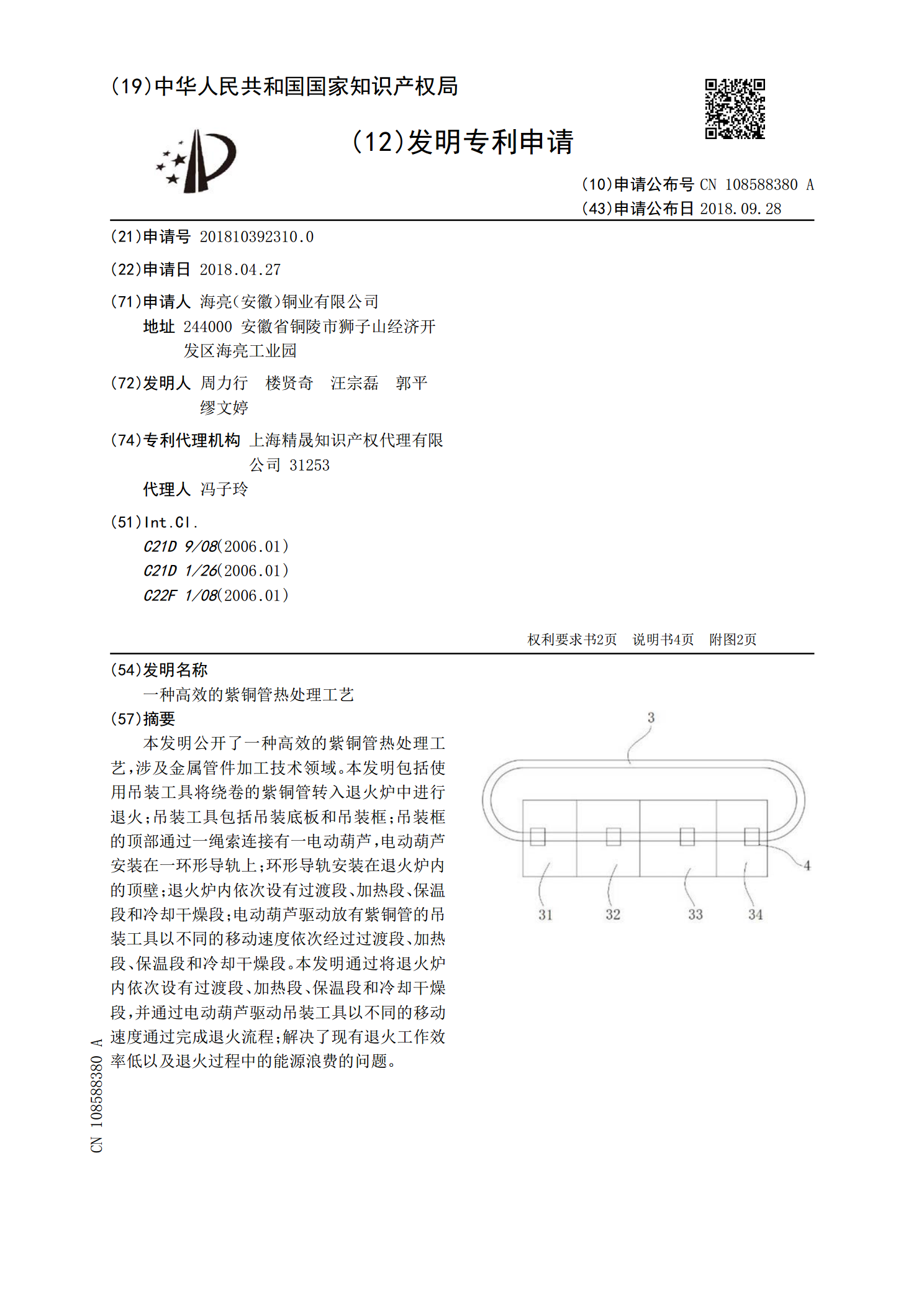
本发明公开了一种高效的紫铜管热处理工艺,涉及金属管件加工技术领域。本发明包括使用吊装工具将绕卷的紫铜管转入退火炉中进行退火;吊装工具包括吊装底板和吊装框;吊装框的顶部通过一绳索连接有一电动葫芦,电动葫芦安装在一环形导轨上;环形导轨安装在退火炉内的顶壁;退火炉内依次设有过渡段、加热段、保温段和冷却干燥段;电动葫芦驱动放有紫铜管的吊装工具以不同的移动速度依次经过过渡段、加热段、保温段和冷却干燥段。本发明通过将退火炉内依次设有过渡段、加热段、保温段和冷却干燥段,并通过电动葫芦驱动吊装工具以不同的移动速度通过完成
铜管穿孔针的热处理工艺.pdf
本发明涉及一种铜管穿孔针的热处理工艺,(1)将穿孔针在820~850℃的盐浴炉中进行第一阶段加热处理;再将穿孔针在1020~1050℃的盐浴炉中进行第二阶段加热处理;(2)将穿孔针在50~80℃的淬火油中进行冷却,穿孔针冷却至300~250℃出油,在空气中自然冷却至100~120℃;(3)回火处理:将经淬火冷却处理后的穿孔针在560~600℃进行回火处理,保温时间为8~12小时,再在空气中自然冷却至室温;(4)重复步骤(3)的操作2~3次,即完成穿孔针的热处理过程。本发明所述的铜管穿孔针的热处理工艺提高了

一种新型紫铜管加工工艺探究.docx
一种新型紫铜管加工工艺探究题目:新型紫铜管加工工艺探究摘要:本文围绕新型紫铜管加工工艺进行探究,介绍了紫铜管的特性和传统加工工艺的不足之处。随后,针对传统加工工艺的不足,提出了新型紫铜管加工工艺的改进方案,并对其优势进行了详细解析。最后,通过实验验证了新型紫铜管加工工艺的有效性,并对其应用前景进行了展望。1.引言紫铜是一种常用的材料,广泛应用于电子、化工、航空等领域。然而,传统的紫铜管加工工艺存在许多问题,如成本高、工期长、材料浪费等。因此,研发一种新型的紫铜管加工工艺十分必要。2.紫铜管的特性本节介绍了