
铜管穿孔针的热处理工艺.pdf

慧红****ad

1/4

2/4
3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
铜管穿孔针的热处理工艺.pdf
本发明涉及一种铜管穿孔针的热处理工艺,(1)将穿孔针在820~850℃的盐浴炉中进行第一阶段加热处理;再将穿孔针在1020~1050℃的盐浴炉中进行第二阶段加热处理;(2)将穿孔针在50~80℃的淬火油中进行冷却,穿孔针冷却至300~250℃出油,在空气中自然冷却至100~120℃;(3)回火处理:将经淬火冷却处理后的穿孔针在560~600℃进行回火处理,保温时间为8~12小时,再在空气中自然冷却至室温;(4)重复步骤(3)的操作2~3次,即完成穿孔针的热处理过程。本发明所述的铜管穿孔针的热处理工艺提高了

铜管穿孔针的热处理工艺.pdf
本发明涉及一种铜管穿孔针的热处理工艺,(1)将穿孔针在820~850℃的盐浴炉中进行第一阶段加热处理;再将穿孔针在1020~1050℃的盐浴炉中进行第二阶段加热处理;(2)将穿孔针在50~80℃的淬火油中进行冷却,穿孔针冷却至300~250℃出油,在空气中自然冷却至100~120℃;(3)回火处理:将经淬火冷却处理后的穿孔针在560~600℃进行回火处理,保温时间为8~12小时,再在空气中自然冷却至室温;(4)重复步骤(3)的操作2~3次,即完成穿孔针的热处理过程。本发明所述的铜管穿孔针的热处理工艺提高了
铜管穿孔针的热处理工艺.pdf
本发明涉及一种铜管穿孔针的热处理工艺,(1)将穿孔针在820~850℃的盐浴炉中进行第一阶段加热处理;再将穿孔针在1020~1050℃的盐浴炉中进行第二阶段加热处理;(2)将穿孔针在50~80℃的淬火油中进行冷却,穿孔针冷却至300~250℃出油,在空气中自然冷却至100~120℃;(3)回火处理:将经淬火冷却处理后的穿孔针在560~600℃进行回火处理,保温时间为8~12小时,再在空气中自然冷却至室温;(4)重复步骤(3)的操作2~3次,即完成穿孔针的热处理过程。本发明所述的铜管穿孔针的热处理工艺提高了
铜管穿孔针的热处理工艺.pdf
本发明涉及一种铜管穿孔针的热处理工艺,特征是,包括以下工艺步骤:(1)将穿孔针在820~850℃的盐浴炉中进行第一阶段加热处理;再将穿孔针在1020~1050℃的盐浴炉中进行第二阶段加热处理;(2)将穿孔针在50~80℃的淬火油中进行冷却,穿孔针冷却至300~250℃出油;在空气中自然冷却至100~120℃;(3)回火处理:将经淬火冷却处理后的穿孔针在560~600℃进行回火处理,保温时间为8~12小时,再在空气中自然冷却至室温;(4)重复步骤(3)的操作2~3次,即完成穿孔针的热处理过程。本发明所述的铜
一种铜管热处理加工工艺.pdf
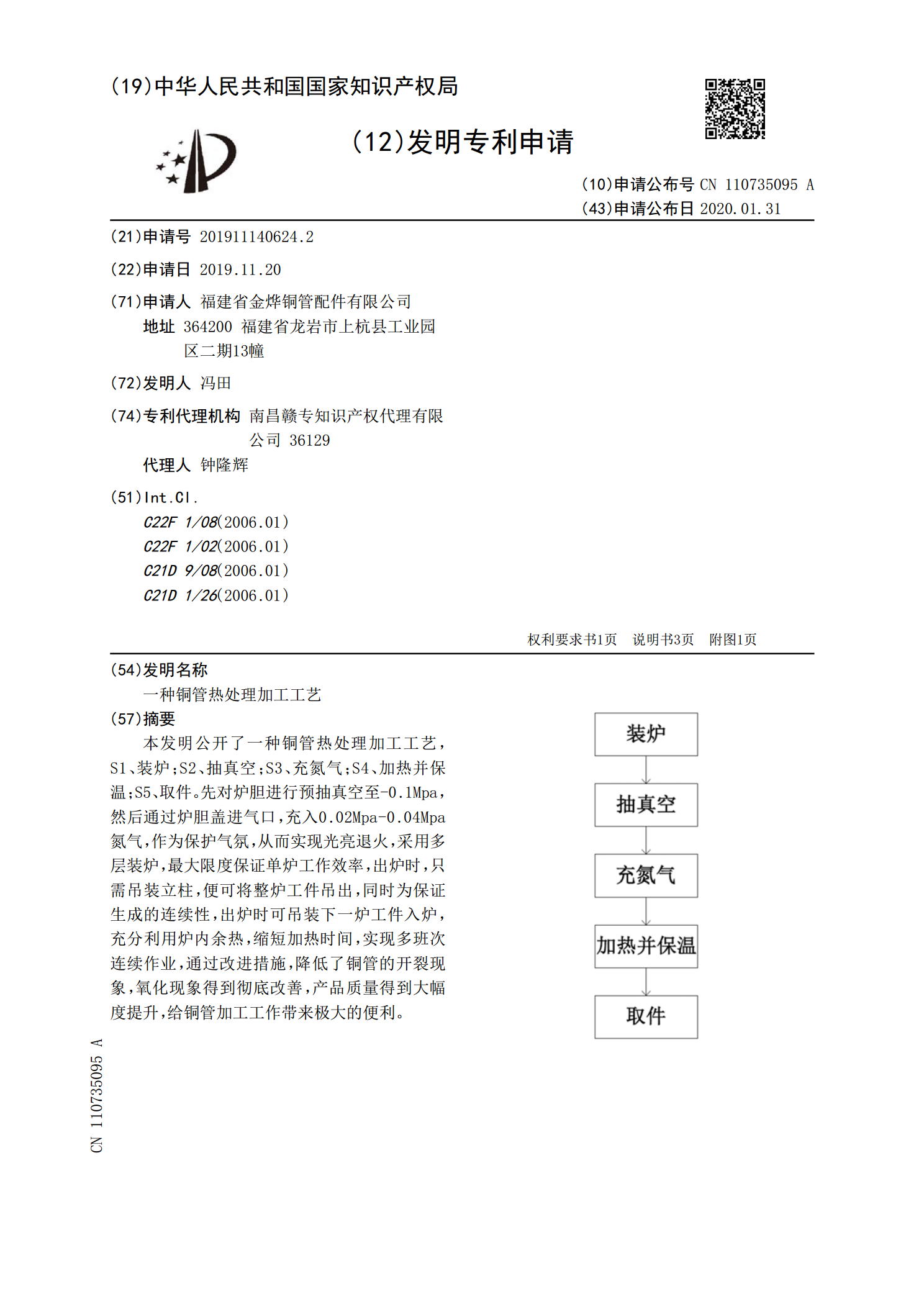
本发明公开了一种铜管热处理加工工艺,S1、装炉;S2、抽真空;S3、充氮气;S4、加热并保温;S5、取件。先对炉胆进行预抽真空至‑0.1Mpa,然后通过炉胆盖进气口,充入0.02Mpa‑0.04Mpa氮气,作为保护气氛,从而实现光亮退火,采用多层装炉,最大限度保证单炉工作效率,出炉时,只需吊装立柱,便可将整炉工件吊出,同时为保证生成的连续性,出炉时可吊装下一炉工件入炉,充分利用炉内余热,缩短加热时间,实现多班次连续作业,通过改进措施,降低了铜管的开裂现象,氧化现象得到彻底改善,产品质量得到大幅度提升,给铜