
采用灰铸铁原料的铸件及其制造方法.pdf

邻家****ng

1/10
2/10
3/10

4/10

5/10
6/10

7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

采用灰铸铁原料的铸件及其制造方法.pdf
本发明提供了采用灰铸铁原料的铸件及其制造方法,分别在混合料形成后及浇包孕育后对混合料及样品的元素含量进行检测,再对最终形成的样品中各元素的含量进行有效控制,节省在这中间过程中加入的球化剂、覆盖剂、孕育剂的量,降低原料和添加料的消耗,减少元素调节的时间,提高球化和浇包孕育的效率;原料采用生铁、废钢、及回炉料的混合料,实现节能环保及能源的可再生利用;通过多条环形传送带的相互协调使用,保证在一条传送带在传送过程中冷却、停顿的同时,另一条传送带可以继续进行入模浇注,通过温度检测装置和传送带控制装置的协调使用,保证

采用灰铸铁原料的铸件及其制造方法.pdf
本发明提供了采用灰铸铁原料的铸件及其制造方法,分别在混合料形成后及浇包孕育后对混合料及样品的元素含量进行检测,再对最终形成的样品中各元素的含量进行有效控制,节省在这中间过程中加入的球化剂、覆盖剂、孕育剂的量,降低原料和添加料的消耗,减少元素调节的时间,提高球化和浇包孕育的效率;原料采用生铁、废钢、及回炉料的混合料,实现节能环保及能源的可再生利用;通过多条环形传送带的相互协调使用,保证在一条传送带在传送过程中冷却、停顿的同时,另一条传送带可以继续进行入模浇注,通过温度检测装置和传送带控制装置的协调使用,保证
采用球墨铸铁原料的铸件及其制造方法.pdf
本发明提供了采用球墨铸铁原料的铸件及其制造方法,分别在混合料形成后及浇包孕育后对混合料及样品的元素含量进行检测,再对最终形成的样品中各元素的含量进行有效控制,节省在这中间过程中加入的球化剂、覆盖剂、孕育剂的量,降低原料和添加料的消耗,减少元素调节的时间,提高球化和浇包孕育的效率;原料采用生铁、废钢、及回炉料的混合料,实现节能环保及能源的可再生利用;通过多条环形传送带的相互协调使用,保证在一条传送带在传送过程中冷却、停顿的同时,另一条传送带可以继续进行入模浇注,通过温度检测装置和传送带控制装置的协调使用,保
一种灰铸铁铸件熔炼材料及其铸造铸件的方法.pdf
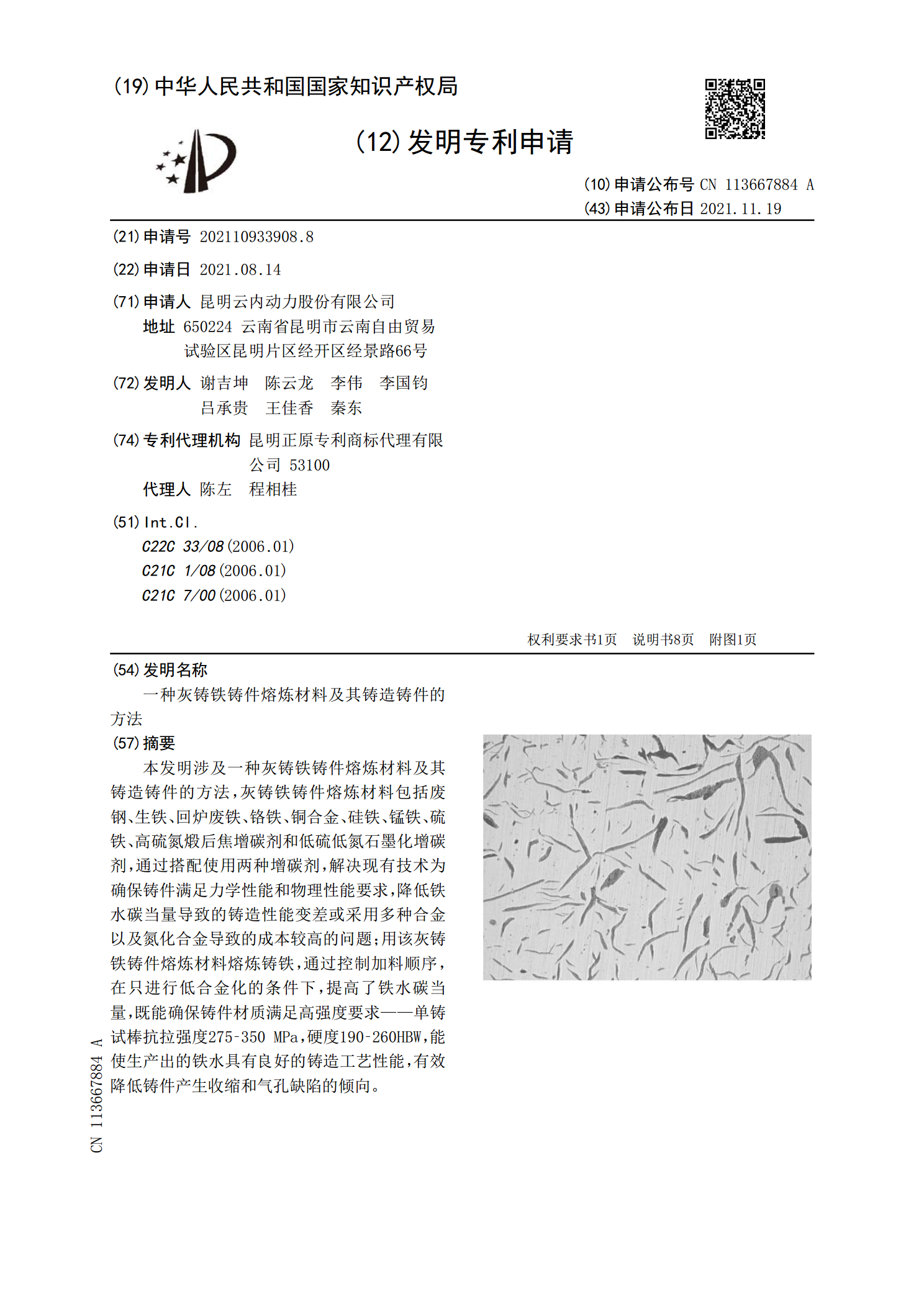
本发明涉及一种灰铸铁铸件熔炼材料及其铸造铸件的方法,灰铸铁铸件熔炼材料包括废钢、生铁、回炉废铁、铬铁、铜合金、硅铁、锰铁、硫铁、高硫氮煅后焦增碳剂和低硫低氮石墨化增碳剂,通过搭配使用两种增碳剂,解决现有技术为确保铸件满足力学性能和物理性能要求,降低铁水碳当量导致的铸造性能变差或采用多种合金以及氮化合金导致的成本较高的问题;用该灰铸铁铸件熔炼材料熔炼铸铁,通过控制加料顺序,在只进行低合金化的条件下,提高了铁水碳当量,既能确保铸件材质满足高强度要求——单铸试棒抗拉强度275‑350MPa,硬度190‑260

DISA线上生产灰铸铁轮毂类铸件的浇冒口系统及其设计方法.pdf
DISA线上生产灰铸铁轮毂类铸件的浇冒口系统及其设计方法,包括冒口和浇注系统,所述浇注系统包括直浇道、内浇道和横浇道,横浇道中垂线的两侧对称设有两个直浇道,每型八个铸件,每个铸件通过相应的内浇道与直浇道相联通,其特征在于八个铸件按照上、中、下分三层布置,且以横浇道中垂线为轴分为左右两侧,左侧上层和中层各布置一个铸件,下层布置两个铸件,右侧上层布置两个铸件,中层和下层各布置一个铸件,每个直浇道均为折线形状,在直浇道的末端设置缓冲区域,内浇道截面形状为矩形,每层直浇道的截面积是位于该层及该层以下内浇道总截面积