
采用灰铸铁原料的铸件及其制造方法.pdf

Ja****23

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

采用灰铸铁原料的铸件及其制造方法.pdf
本发明提供了采用灰铸铁原料的铸件及其制造方法,分别在混合料形成后及浇包孕育后对混合料及样品的元素含量进行检测,再对最终形成的样品中各元素的含量进行有效控制,节省在这中间过程中加入的球化剂、覆盖剂、孕育剂的量,降低原料和添加料的消耗,减少元素调节的时间,提高球化和浇包孕育的效率;原料采用生铁、废钢、及回炉料的混合料,实现节能环保及能源的可再生利用;通过多条环形传送带的相互协调使用,保证在一条传送带在传送过程中冷却、停顿的同时,另一条传送带可以继续进行入模浇注,通过温度检测装置和传送带控制装置的协调使用,保证

采用灰铸铁原料的铸件及其制造方法.pdf
本发明提供了采用灰铸铁原料的铸件及其制造方法,分别在混合料形成后及浇包孕育后对混合料及样品的元素含量进行检测,再对最终形成的样品中各元素的含量进行有效控制,节省在这中间过程中加入的球化剂、覆盖剂、孕育剂的量,降低原料和添加料的消耗,减少元素调节的时间,提高球化和浇包孕育的效率;原料采用生铁、废钢、及回炉料的混合料,实现节能环保及能源的可再生利用;通过多条环形传送带的相互协调使用,保证在一条传送带在传送过程中冷却、停顿的同时,另一条传送带可以继续进行入模浇注,通过温度检测装置和传送带控制装置的协调使用,保证
采用球墨铸铁原料的铸件及其制造方法.pdf
本发明提供了采用球墨铸铁原料的铸件及其制造方法,分别在混合料形成后及浇包孕育后对混合料及样品的元素含量进行检测,再对最终形成的样品中各元素的含量进行有效控制,节省在这中间过程中加入的球化剂、覆盖剂、孕育剂的量,降低原料和添加料的消耗,减少元素调节的时间,提高球化和浇包孕育的效率;原料采用生铁、废钢、及回炉料的混合料,实现节能环保及能源的可再生利用;通过多条环形传送带的相互协调使用,保证在一条传送带在传送过程中冷却、停顿的同时,另一条传送带可以继续进行入模浇注,通过温度检测装置和传送带控制装置的协调使用,保
一种灰铸铁铸件熔炼材料及其铸造铸件的方法.pdf
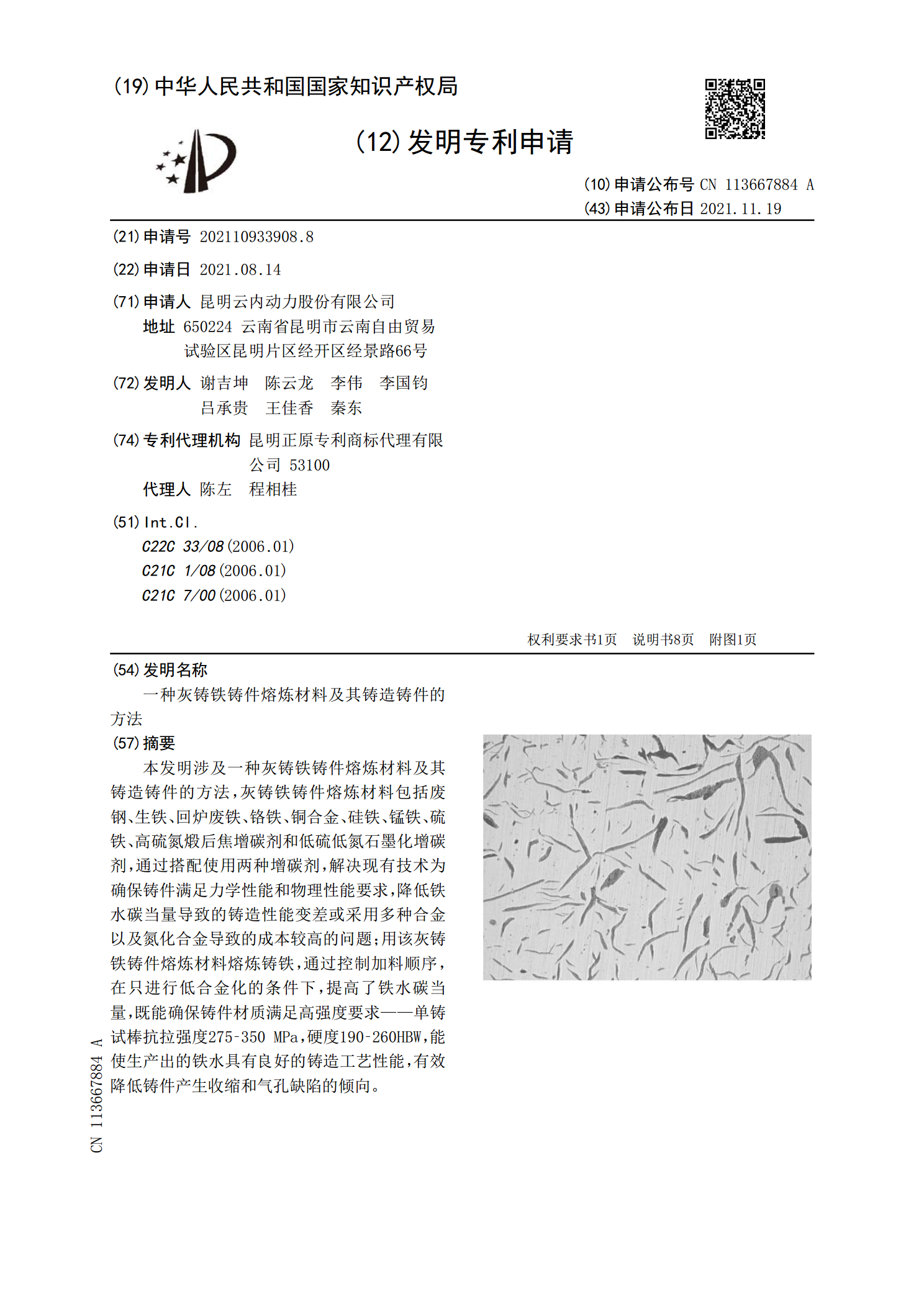
本发明涉及一种灰铸铁铸件熔炼材料及其铸造铸件的方法,灰铸铁铸件熔炼材料包括废钢、生铁、回炉废铁、铬铁、铜合金、硅铁、锰铁、硫铁、高硫氮煅后焦增碳剂和低硫低氮石墨化增碳剂,通过搭配使用两种增碳剂,解决现有技术为确保铸件满足力学性能和物理性能要求,降低铁水碳当量导致的铸造性能变差或采用多种合金以及氮化合金导致的成本较高的问题;用该灰铸铁铸件熔炼材料熔炼铸铁,通过控制加料顺序,在只进行低合金化的条件下,提高了铁水碳当量,既能确保铸件材质满足高强度要求——单铸试棒抗拉强度275‑350MPa,硬度190‑260
采用陶瓷薄膜制造的热敏电阻及其制造方法.pdf
本发明涉及陶瓷热敏电阻及其制造的方法,特别是一种微型的NTC热敏电阻及其制造方法。采用陶瓷薄膜制造的热敏电阻,是在两层陶瓷薄膜之间夹平行的金属丝引线,经“热等静压”工艺连接为一体,然后置入窑炉中经高温烧制而成,烧结温度为900~1200℃,烧结时间为3~5小时。所用的陶瓷薄膜是用陶瓷浆料经流延工艺制成,陶瓷浆料的配方由热敏电阻的种类决定。该热敏电阻的制造方法分为以下几步:陶瓷薄膜的裁制、陶瓷薄膜与金属引线热压复合、陶瓷薄膜(含引线)的分切、陶瓷元件的烧结、封装。