
一种S32750超级双相不锈钢卷板的制备工艺.pdf

猫巷****忠娟

1/8
2/8

3/8
4/8
5/8

6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种S32750超级双相不锈钢卷板的制备工艺.pdf
本发明涉及一种S32750超级双相不锈钢卷板的制备工艺,包括开坯轧制、二次加热、除鳞制度,粗轧、立辊大压下、炉卷轧机轧制、层流冷却等。通过开坯、二次加热轧制、立辊大压下、控制过程温降、缩短轧制节奏、低温卷取工艺等措施,从而解决卷板的边裂、板面起皮、头尾塑性差等问题。

热轧超级双相不锈钢管S32750的工艺实践.docx
热轧超级双相不锈钢管S32750的工艺实践热轧超级双相不锈钢管S32750的工艺实践摘要:随着工业的发展,对于不锈钢管材的需求逐渐增加。热轧超级双相不锈钢管S32750具有良好的耐腐蚀性和热处理性能,广泛应用于石油、化工、海洋等领域。本论文详细介绍了S32750不锈钢管的材料特性、工艺流程以及实践经验,为相关领域的研究提供参考。关键词:热轧超级双相不锈钢管S32750;工艺流程;耐腐蚀性;热处理性能1.引言热轧超级双相不锈钢管S32750是一种具有优良性能的不锈钢管材,其主要成分为Cr、Ni、Mo和N,具
一种S32750超级双相不锈钢焊管的焊接方法.pdf
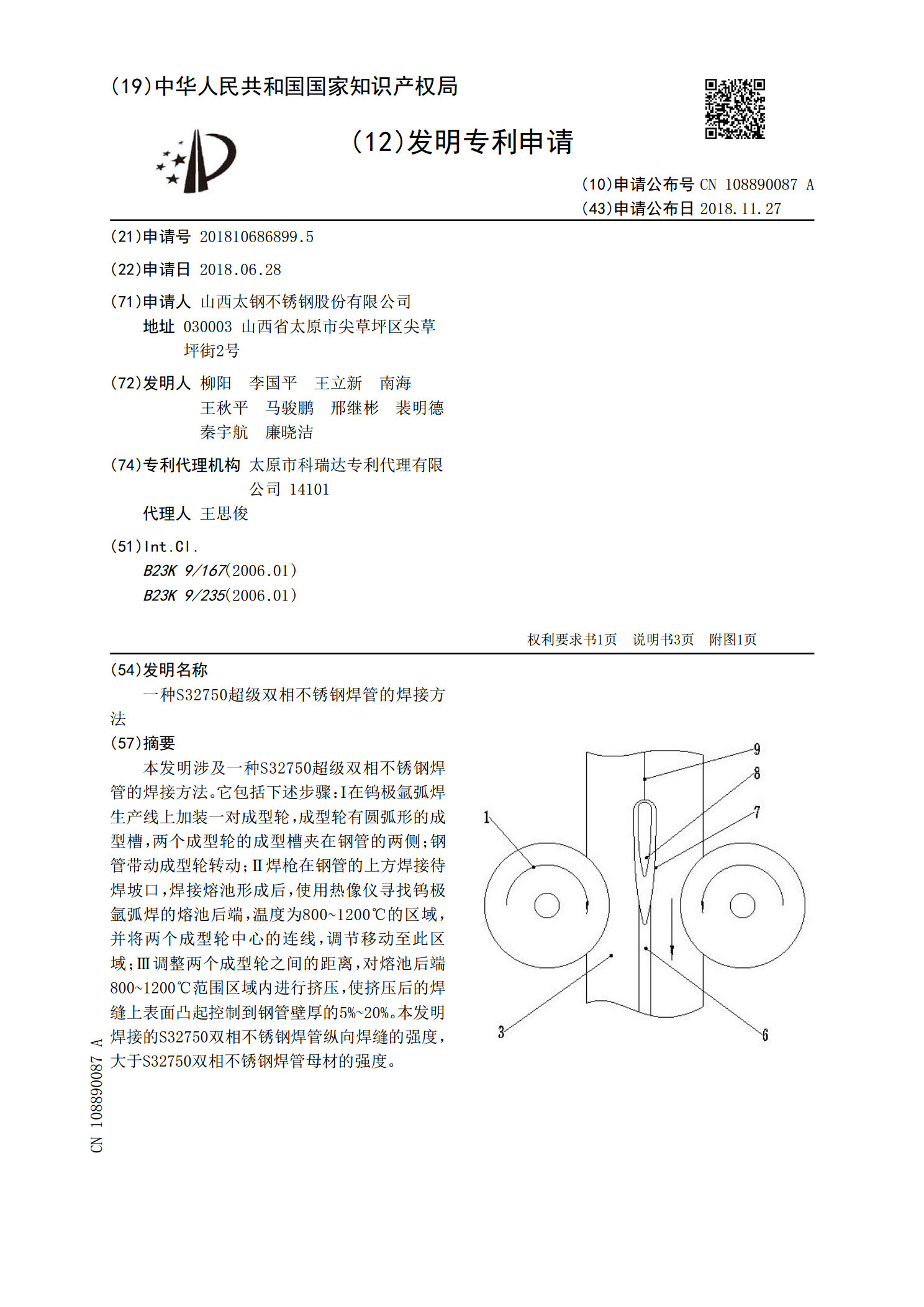
本发明涉及一种S32750超级双相不锈钢焊管的焊接方法。它包括下述步骤:Ⅰ在钨极氩弧焊生产线上加装一对成型轮,成型轮有圆弧形的成型槽,两个成型轮的成型槽夹在钢管的两侧;钢管带动成型轮转动;Ⅱ焊枪在钢管的上方焊接待焊坡口,焊接熔池形成后,使用热像仪寻找钨极氩弧焊的熔池后端,温度为800~1200℃的区域,并将两个成型轮中心的连线,调节移动至此区域;Ⅲ调整两个成型轮之间的距离,对熔池后端800~1200℃范围区域内进行挤压,使挤压后的焊缝上表面凸起控制到钢管壁厚的5%~20%。本发明焊接的S32750双相不锈

S32750超级双相不锈钢的热变形及组织分析.docx
S32750超级双相不锈钢的热变形及组织分析摘要本文对S32750超级双相不锈钢的热变形及组织分析进行了研究。通过不同变形温度和应变速率的热变形实验,对S32750超级双相不锈钢的热变形行为进行了分析,并对其组织进行了观察和分析。结果表明,S32750超级双相不锈钢在高温下具有良好的可变形性,且在较高应变速率下变形能力较强。在热变形过程中,晶粒逐渐细化,强化相粒子分布均匀。本文的研究结果对S32750超级双相不锈钢的应用具有重要的参考价值。关键词:S32750超级双相不锈钢;热变形;组织分析一、引言S32

一种S32750超级双相钢的等离子焊接工艺.pdf
本发明公开了一种S32750超级双相钢的等离子焊接工艺,其具体步骤为:步骤一、试板准备及坡口加工;步骤二、焊材选择;步骤三、气体准备;选用95%Ar+5%N2作为离子气,选用纯Ar作为焊缝背面托罩保护气、焊缝正面托罩保护气和枪气;步骤四、焊前准备;步骤五、组对;将两块试板组对,留0‑1mm间隙;步骤六、焊接;焊接层次为1层,为一次成型。本方案通过改变等离子焊接工艺参数,来保证焊接接头铁素体和奥氏体二相的平衡和其它性能,使铁素体含量在40%‑70%之间,让其可以满足此材料适用的所有环境;使用相对较快的速度,