
一种S32750超级双相钢的等离子焊接工艺.pdf

一吃****仕龙


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种S32750超级双相钢的等离子焊接工艺.pdf
本发明公开了一种S32750超级双相钢的等离子焊接工艺,其具体步骤为:步骤一、试板准备及坡口加工;步骤二、焊材选择;步骤三、气体准备;选用95%Ar+5%N2作为离子气,选用纯Ar作为焊缝背面托罩保护气、焊缝正面托罩保护气和枪气;步骤四、焊前准备;步骤五、组对;将两块试板组对,留0‑1mm间隙;步骤六、焊接;焊接层次为1层,为一次成型。本方案通过改变等离子焊接工艺参数,来保证焊接接头铁素体和奥氏体二相的平衡和其它性能,使铁素体含量在40%‑70%之间,让其可以满足此材料适用的所有环境;使用相对较快的速度,
一种S32750超级双相不锈钢焊管的焊接方法.pdf
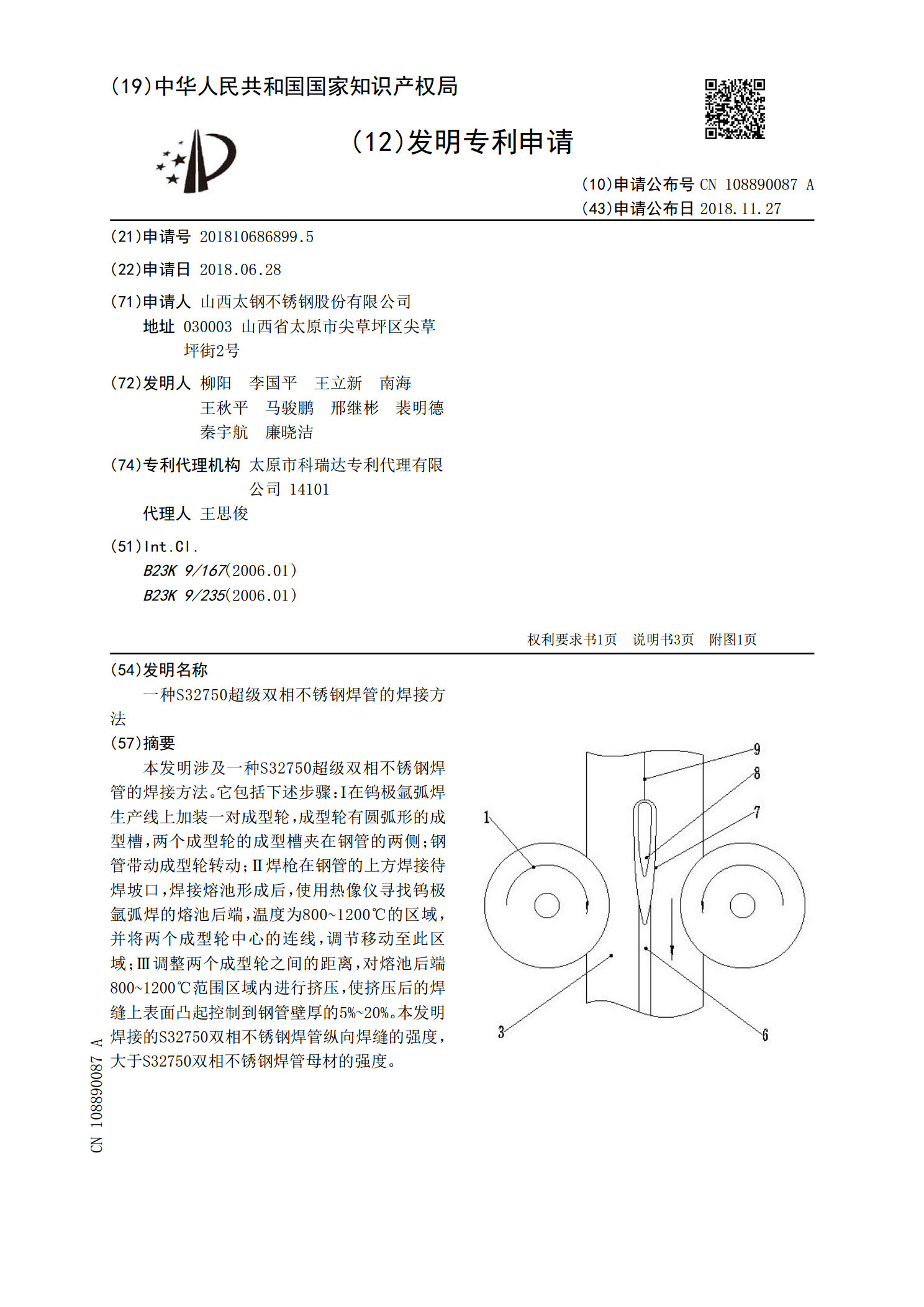
本发明涉及一种S32750超级双相不锈钢焊管的焊接方法。它包括下述步骤:Ⅰ在钨极氩弧焊生产线上加装一对成型轮,成型轮有圆弧形的成型槽,两个成型轮的成型槽夹在钢管的两侧;钢管带动成型轮转动;Ⅱ焊枪在钢管的上方焊接待焊坡口,焊接熔池形成后,使用热像仪寻找钨极氩弧焊的熔池后端,温度为800~1200℃的区域,并将两个成型轮中心的连线,调节移动至此区域;Ⅲ调整两个成型轮之间的距离,对熔池后端800~1200℃范围区域内进行挤压,使挤压后的焊缝上表面凸起控制到钢管壁厚的5%~20%。本发明焊接的S32750双相不锈
一种S32750超级双相不锈钢卷板的制备工艺.pdf
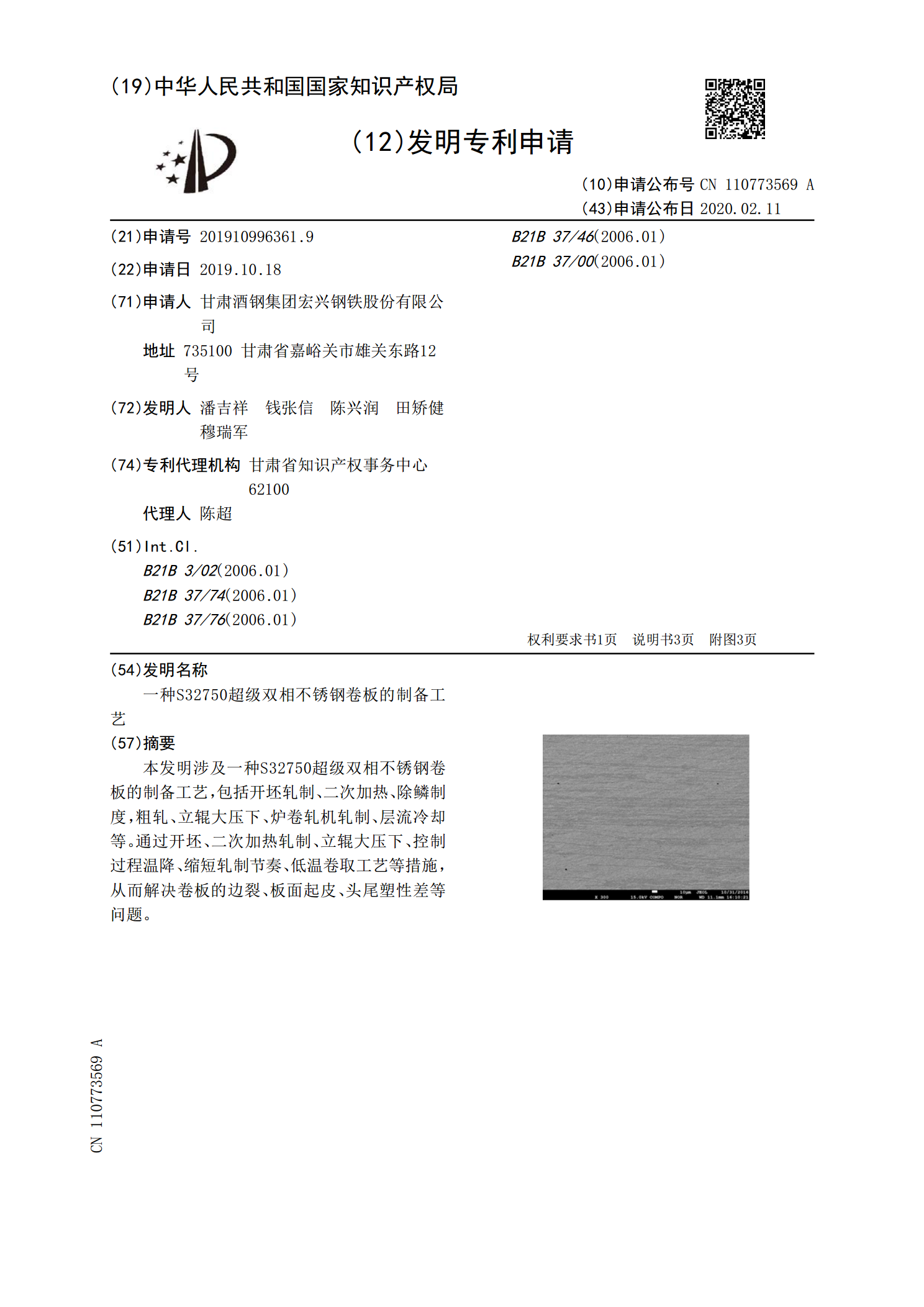
本发明涉及一种S32750超级双相不锈钢卷板的制备工艺,包括开坯轧制、二次加热、除鳞制度,粗轧、立辊大压下、炉卷轧机轧制、层流冷却等。通过开坯、二次加热轧制、立辊大压下、控制过程温降、缩短轧制节奏、低温卷取工艺等措施,从而解决卷板的边裂、板面起皮、头尾塑性差等问题。
超级双相不锈钢2507及其焊接工艺.pdf
万方数据超缀蒸籀幂锈钢|翌鞠7及藁挥接工雹第43卷第3期。耄焊俄徐玉强,杨尚玉,许可望,马洪伟,王培永(海洋石油工程股份有限公司,天津300452)摘要:超级双相不锈钢2507具有优良的抗腐蚀性能、较高的强度和相对低廉的价格,广泛应用于石油天然气开发开采等富含氯离子、cO:和H:s的恶劣腐蚀环境中。介绍了超级双相不锈钢2507的主要睦能,关键词:2507超级双相不锈钢;相比例;点蚀;应力腐蚀中图分类号:TG457.11文献标识码:B文章编号:1001—2303(2013)03_0006一07M∽h妇讨论了
一种超级双相钢生产工艺.pdf
本发明公开了一种超级双相钢生产工艺,包括以下操作步骤:S1:将钢锭置于AOD炉中,以30~50℃/min的速度将炉内温度升至1780~1980℃,对钢锭进行熔炼;S2:热轧,将吹炼后的钢液经粗轧、精轧后,加热至700~800℃反复热轧5~8次,得合金钢板,备用;S3:热处理,将轧制后的合金钢板以5~10℃/秒的升温速度加热至820~840℃,保温处理300~500秒后,以3~5℃/秒的冷却速度冷却至620~680℃,保温处理100~120秒,之后采用风机强冷,冷却速度30~50℃/秒,直至冷却至380~4