
一种反重力真空吸铸耐热铸钢铸造工艺及装置.pdf

书生****35


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种反重力真空吸铸耐热铸钢铸造工艺及装置.pdf
本发明公开了一种反重力真空吸铸耐热铸钢铸造工艺及装置。主要通过在砂型型腔设置真空后,是对型腔与大气建立压差,使得钢液进入砂型完成铸件充型的过程;然后对钢水要快速截流并释放真空,使得直浇道剩余钢液通过重力作用回炉,达到节省节约金属液的作用。通过使用真空吸铸的方法改变铸件充型的时间,可以减小铸件过冷现象,制作薄壁铸件;可以降低充型的温度减小能耗,充型温度低同时减小铸件的缩松倾向;充型时砂型形成真空对于铸件产生气孔可以避免;通过工艺装置在实现铸件充型完成后,加快平浇道凝固后释放直浇道金属液的方法提高铸件出品率,

一种反重力铸造装置.pdf
本申请属于反重力铸造技术领域,提供一种反重力铸造装置,包括保温炉、蓄压保温容器、连接通道以及泵体,所述保温炉用于装载铸造用的金属液;所述蓄压保温容器上设有模具,且所述蓄压保温容器的输出端与所述模具连通,所述蓄压保温容器的内部设有加热器;所述连接通道横向连接于所述保温炉与所述蓄压保温容器之间;所述泵体设置于所述连接通道,所述泵体驱使金属液流往所述蓄压保温容器并向所述模具浇注。本申请以解决现有技术的反重力铸造设备中,升液管中的金属液容易受从模具回流的金属液影响而降温,并为此补充加热导致升液管的管身及其内部存在

铁路铸钢车轮V法石墨激冷反重力铸造工艺.pdf
本发明公开了一种铁路铸钢车轮V法石墨激冷反重力铸造工艺,是融合了V法铸造技术、石墨激冷工艺以及反重力浇注技术,准备好装配有成型的上石墨环的上砂箱和装配有成型的下石墨环及浇注管的下砂箱,采用V法造型工艺利用上砂箱和下砂箱分别制成所需的上型和下型,并在上型安放用树脂砂制成的隔离芯、塞头和塞杆的总成,将上型和下型合箱后放置在准备好的压力罐罐盖顶部,装配在压力罐罐盖上的升液管与浇注管连通,压力罐罐体内放置有钢水包,升液管插入钢水包中,向压力罐内压入空气或惰性气体,进行车轮浇注。解决传统铁路铸钢车轮生产工艺中水玻璃
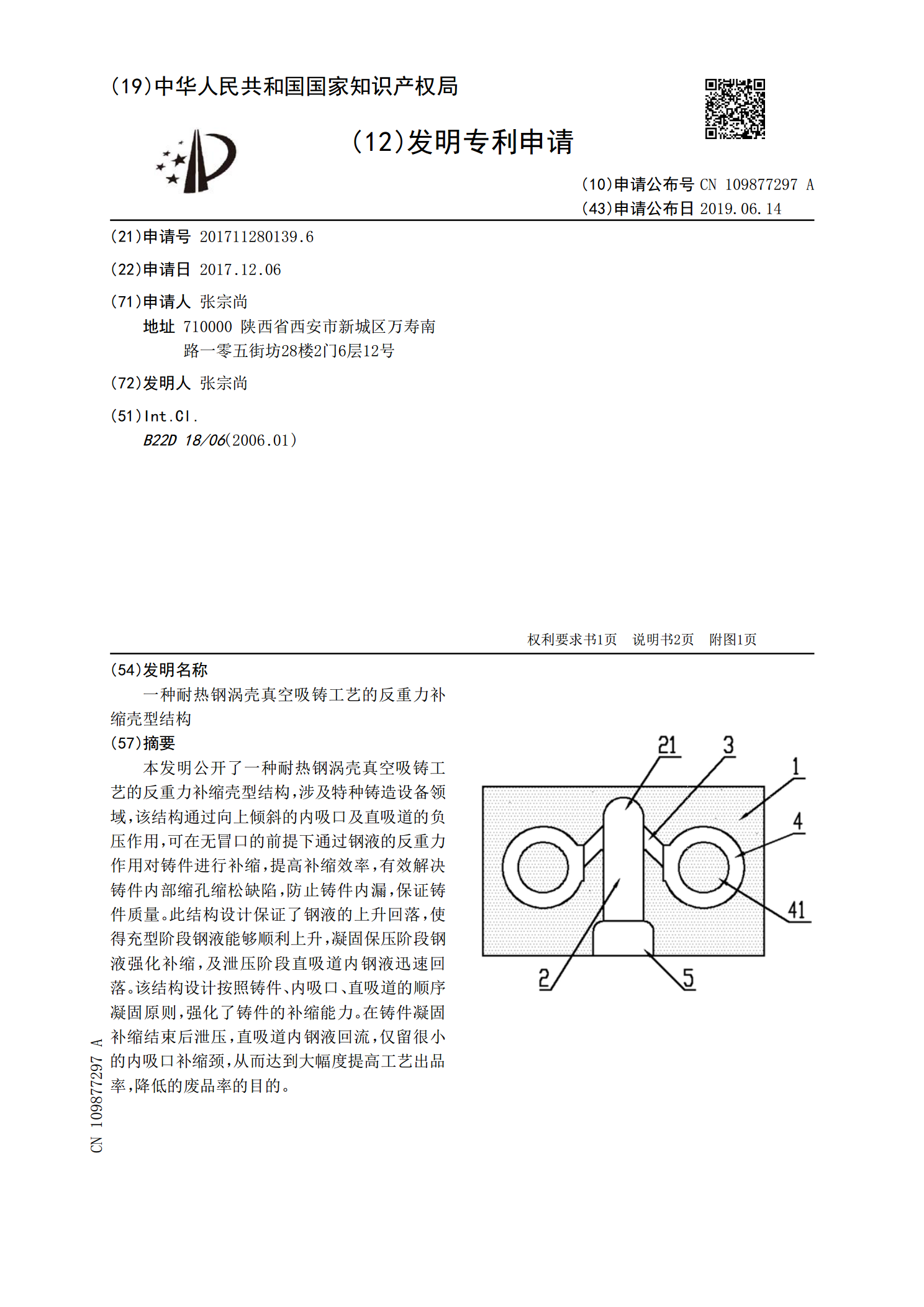
一种耐热钢涡壳真空吸铸工艺的反重力补缩壳型结构.pdf
本发明公开了一种耐热钢涡壳真空吸铸工艺的反重力补缩壳型结构,涉及特种铸造设备领域,该结构通过向上倾斜的内吸口及直吸道的负压作用,可在无冒口的前提下通过钢液的反重力作用对铸件进行补缩,提高补缩效率,有效解决铸件内部缩孔缩松缺陷,防止铸件内漏,保证铸件质量。此结构设计保证了钢液的上升回落,使得充型阶段钢液能够顺利上升,凝固保压阶段钢液强化补缩,及泄压阶段直吸道内钢液迅速回落。该结构设计按照铸件、内吸口、直吸道的顺序凝固原则,强化了铸件的补缩能力。在铸件凝固补缩结束后泄压,直吸道内钢液回流,仅留很小的内吸口补缩
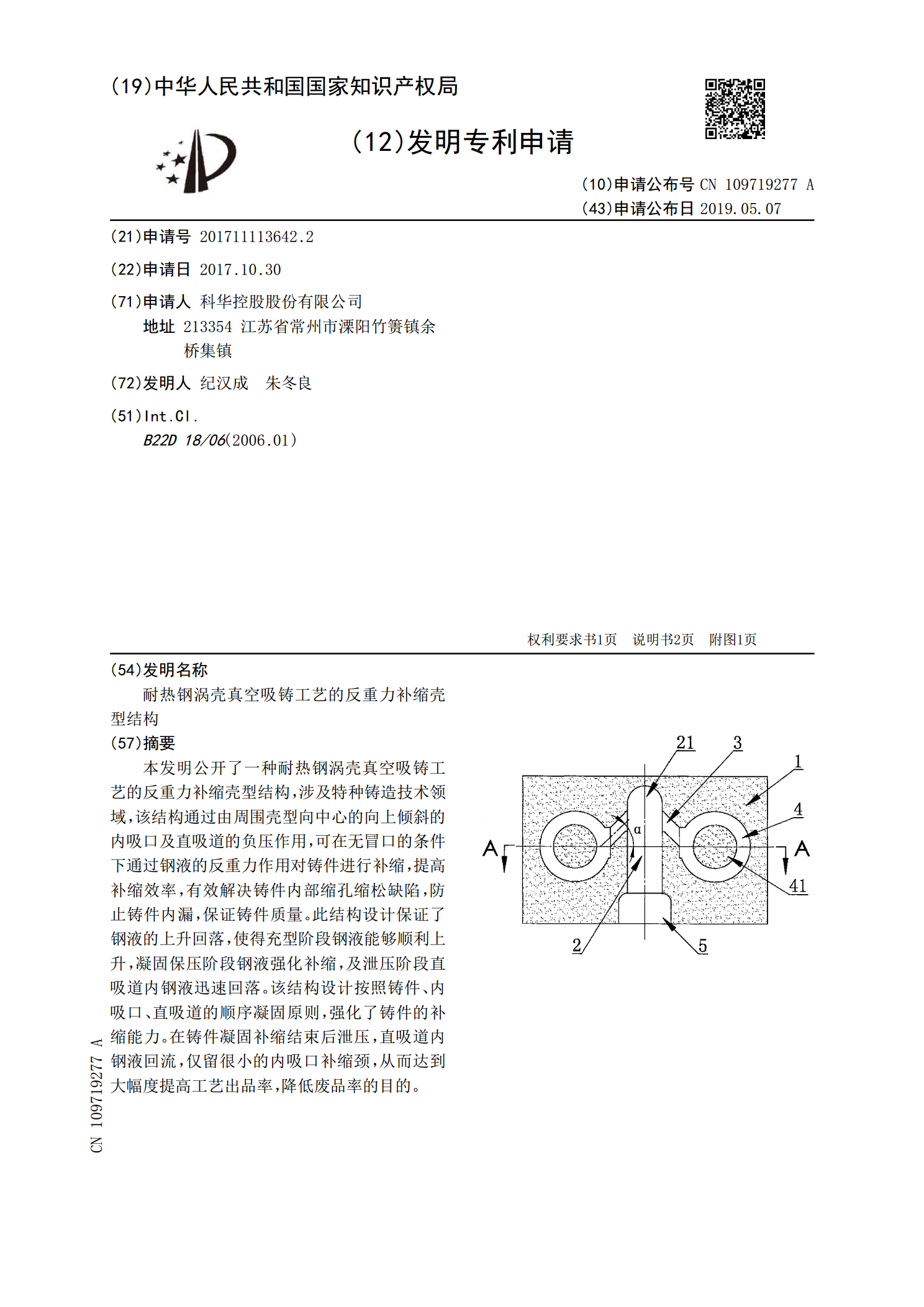
耐热钢涡壳真空吸铸工艺的反重力补缩壳型结构.pdf
本发明公开了一种耐热钢涡壳真空吸铸工艺的反重力补缩壳型结构,涉及特种铸造技术领域,该结构通过由周围壳型向中心的向上倾斜的内吸口及直吸道的负压作用,可在无冒口的条件下通过钢液的反重力作用对铸件进行补缩,提高补缩效率,有效解决铸件内部缩孔缩松缺陷,防止铸件内漏,保证铸件质量。此结构设计保证了钢液的上升回落,使得充型阶段钢液能够顺利上升,凝固保压阶段钢液强化补缩,及泄压阶段直吸道内钢液迅速回落。该结构设计按照铸件、内吸口、直吸道的顺序凝固原则,强化了铸件的补缩能力。在铸件凝固补缩结束后泄压,直吸道内钢液回流,仅