
一种长时间较高温度回火性能稳定的X100超高钢级管线钢板及其制造方法.pdf

冷霜****魔王


1/8

2/8

3/8
4/8
5/8
6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种长时间较高温度回火性能稳定的X100超高钢级管线钢板及其制造方法.pdf
本发明涉及一种长时间较高温度回火性能稳定的X100超高钢级管线钢板,该钢板的化学成分按质量百分比计为C:≤0.12%、Mn:0.9~2.2%,Si:≤0.45%,S:≤0.0006%,P:≤0.010%,Nb:0.035~0.08%、Ti:≤0.012%、V:≤0.10%,Alt:≤0.06%,N:≤0.0040%:≤0.004%,Mo:≤0.40%,Pb≤0.0015%,Zn≤0.003%,Sb≤0.0015%,Sn≤0.0015%,Cu:≤0.50%、Ni:0.20‑1.5%,Cr:≤0.35%,Mo
超厚规格高韧性X100超高钢级管线钢板及其制备方法.pdf
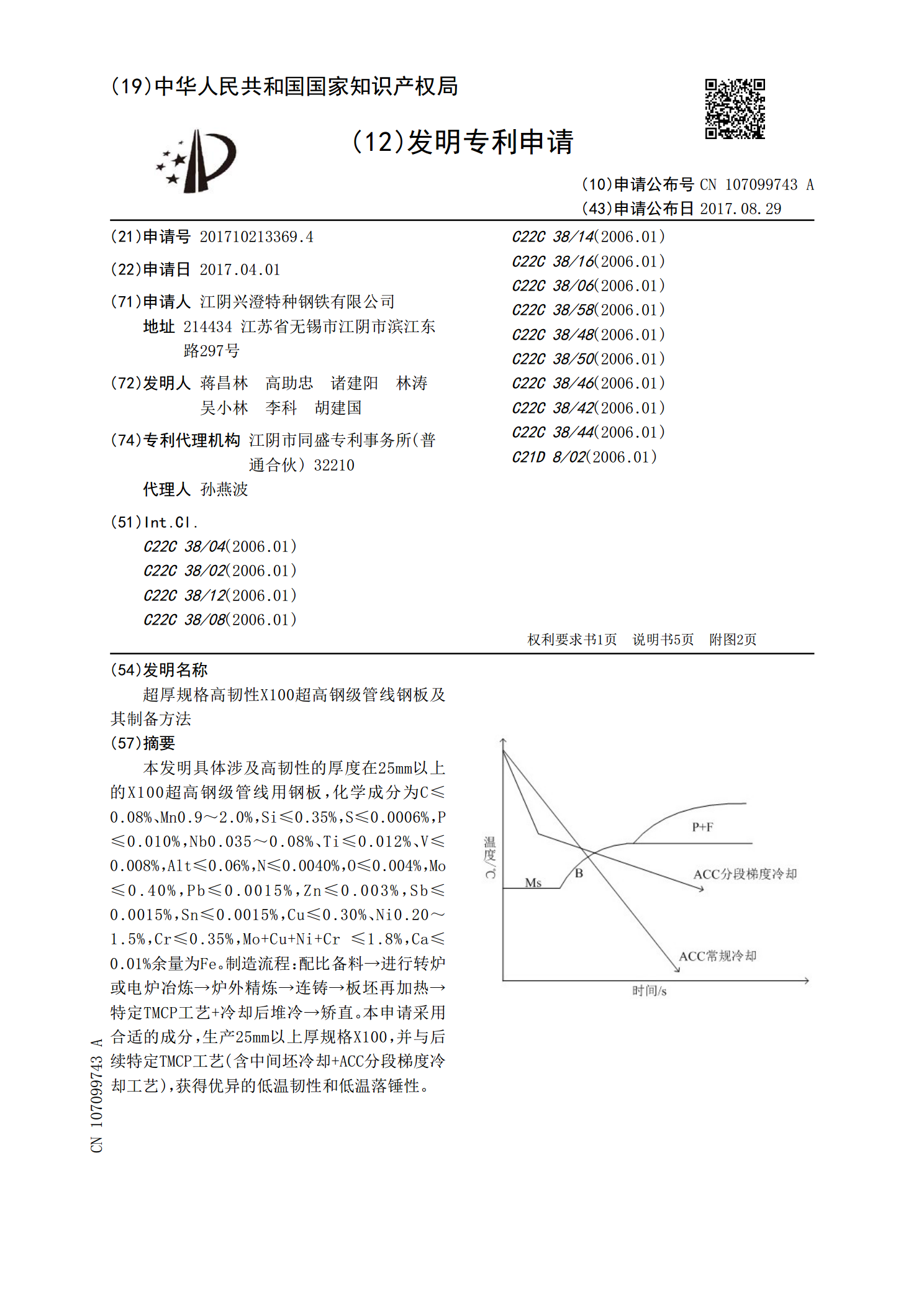
本发明具体涉及高韧性的厚度在25mm以上的X100超高钢级管线用钢板,化学成分为C≤0.08%、Mn0.9~2.0%,Si≤0.35%,S≤0.0006%,P≤0.010%,Nb0.035~0.08%、Ti≤0.012%、V≤0.008%,Alt≤0.06%,N≤0.0040%,O≤0.004%,Mo≤0.40%,Pb≤0.0015%,Zn≤0.003%,Sb≤0.0015%,Sn≤0.0015%,Cu≤0.30%、Ni0.20~1.5%,Cr≤0.35%,Mo+Cu+Ni+Cr≤1.8%,Ca≤0.0
一种低温韧性优良的X100管线钢板及其制备方法.pdf
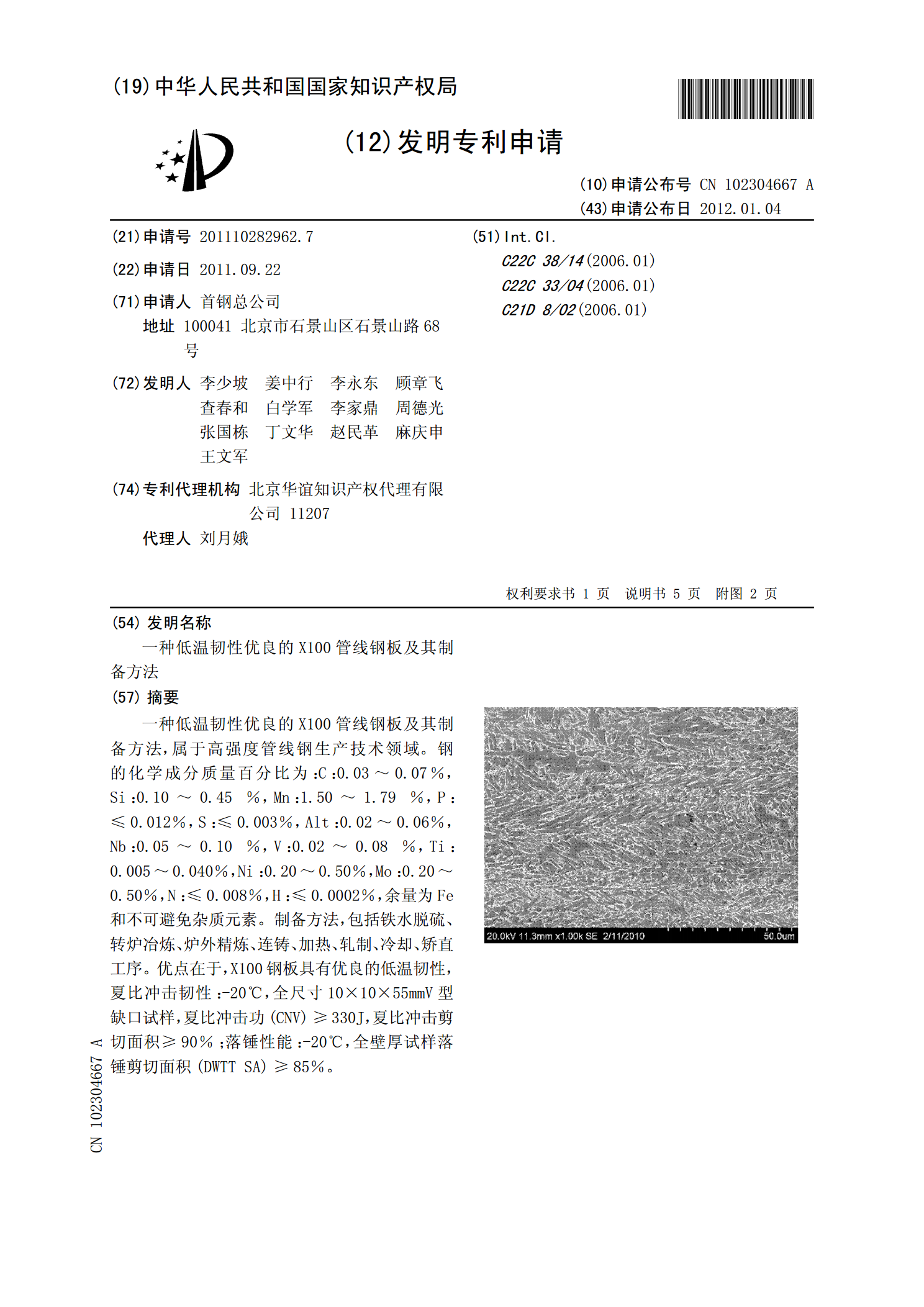
一种低温韧性优良的X100管线钢板及其制备方法,属于高强度管线钢生产技术领域。钢的化学成分质量百分比为:C:0.03~0.07%,Si:0.10~0.45%,Mn:1.50~1.79%,P:≤0.012%,S:≤0.003%,Alt:0.02~0.06%,Nb:0.05~0.10%,V:0.02~0.08%,Ti:0.005~0.040%,Ni:0.20~0.50%,Mo:0.20~0.50%,N:≤0.008%,H:≤0.0002%,余量为Fe和不可避免杂质元素。制备方法,包括铁水脱硫、转炉冶炼、炉外精
一种服役温度可达-60℃以下的X100管件用钢板及其制造方法.pdf
本发明涉及一种服役温度可达‑60℃以下的X100管件用钢板,元素成分为C:0.07~0.09%、Mn:1.9~2.1%,Si:≤0.45%,S:≤0.001%,P:≤0.008%,Nb:0.04~0.07%、Ti:≤0.015%、V:0.04~0.10%,Alt:≤0.06%,N:≤0.0040%,O:≤0.004%,Mo:0.5~0.7%,Cu:≤0.30%、Ni:0.65~1.0%,Cr:≤0.55%,余量为Fe及不可避免的杂质元素,碳当量Ceq:0.56~0.60,冷裂纹敏感指数:Pcm:0.23~

X100管线钢及其焊缝区组织与性能研究的开题报告.docx
X100管线钢及其焊缝区组织与性能研究的开题报告一、选题背景及意义X100管线钢是近年来应用广泛的高性能管线钢之一,其可以在高温高压、腐蚀环境下稳定运行,具有良好的抗拉性能、韧性和焊接性能,已被广泛应用于输气管道、油气勘探等领域。然而,随着管道输送能力需求的不断提高以及海洋、极地、高海拔等特殊地质环境中的应用,对管道钢材的性能和寿命要求越来越高。因此,对X100管线钢及其焊缝区组织与性能的研究,具有重要的理论和应用价值。二、研究内容与方案本研究将结合X100管线钢的成分设计、热处理工艺以及焊接工艺等方面,