
一种大球面玻璃成型工艺.pdf

a是****澜吖


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种大球面玻璃成型工艺.pdf
本发明公开了一种大球面玻璃成型工艺,包含以下步骤:①玻璃切割送料:将玻璃按照设定参数切割后,放在陶瓷辊上传输定位到BT炉内加热;②玻璃加热:通过BT炉内加热辊道上下加热丝对玻璃表面进行加热;③玻璃热弯成型:将加热完全软化的玻璃传输到辊道成型机上,成型机内设置有自适应变径辊成型组件和上下风栅,玻璃经过上下风栅风嘴预弯,并通过自适应变径辊成型组件热弯成型;④玻璃钢化:热弯成型后,打开上下风栅对玻璃进行吹风;该工艺能够适应大型面的玻璃成型;成型过程中玻璃型面突变的情况下可以自适应调节,提高产品质量;可调节风栅利

一种球面玻璃的钢化成型方法.pdf
本发明涉及一种球面玻璃的钢化成型方法,该方法中,对渐变段出口侧的多个软轴辊道进行纵向预制成弧,对成型钢化段软轴辊道进行不同形式的预制成弧,然后通过渐变段的旋转和成型钢化段的升降,实现两者辊道面之间的顺利对接,然后玻璃再出炉依次通过,这样就使得玻璃进入成型钢化段后,无需对设备进行复杂的成弧动作就能够使得玻璃成型钢化,有利于大直径球面玻璃的钢化成型。
一种球面玻璃加工工艺.pdf
本发明公开了一种球面玻璃加工工艺,包括玻璃装载、玻璃加热、玻璃热弯成型和玻璃卸载,其特征在于,所述玻璃加热是通过加热炉内设置于加热辊道组上、下方的上、下加热丝对玻璃同时进行加热,所述玻璃上方加热温度高于所述玻璃下方加热温度,所述玻璃上方进行分区加热,所述玻璃上方加热温度由外缘到中间逐渐递减;所述玻璃热弯成型是将加热后的所述玻璃移出加热炉并运送至成型辊道,使充分软化后的玻璃在自身重力作用下随成型辊道逐渐成型,同时在上、下风栅的强制通风下降温钢化,本发明可以高效的生产球面玻璃,而且在生产的过程中可以有效的控制
一种玻璃再次成型工艺.pdf
本发明属于玻璃加工技术领域,具体涉及一种玻璃再次成型工艺。本发明所述的玻璃再次成型工艺包括以下步骤:1)使用涂料对玻璃坯料表面进行包被;2)将包被后的玻璃坯料置于瓷盒上,经传送装置输送入软化炉内的加热区,进行分区域阶段式加热,使玻璃坯料软化;3)将软化后的玻璃坯料置于成型模具中压模成型;4)玻璃压模成型冷却脱模后除去表面上的涂料层,即得玻璃预成型体。本发明使用耐热保温涂料对玻璃坯料进行包被,避免玻璃再次成型过程中发生受热不均匀、热胀冷缩等因素引起玻璃体不均匀和产生收缩纹等现象,此外,本发明采用分区域阶段式
光学精密非球面玻璃模压成型设备.pdf
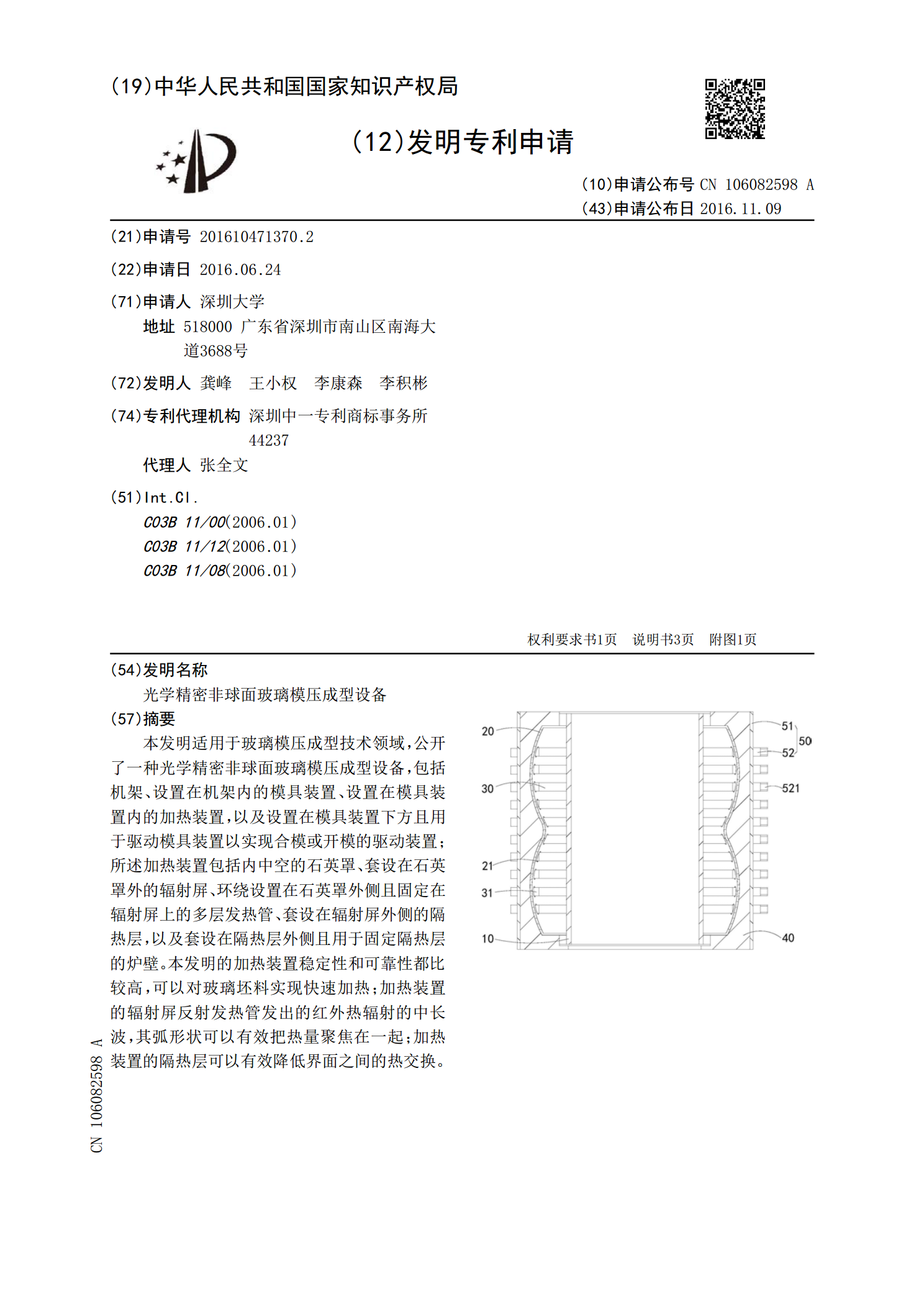
本发明适用于玻璃模压成型技术领域,公开了一种光学精密非球面玻璃模压成型设备,包括机架、设置在机架内的模具装置、设置在模具装置内的加热装置,以及设置在模具装置下方且用于驱动模具装置以实现合模或开模的驱动装置;所述加热装置包括内中空的石英罩、套设在石英罩外的辐射屏、环绕设置在石英罩外侧且固定在辐射屏上的多层发热管、套设在辐射屏外侧的隔热层,以及套设在隔热层外侧且用于固定隔热层的炉壁。本发明的加热装置稳定性和可靠性都比较高,可以对玻璃坯料实现快速加热;加热装置的辐射屏反射发热管发出的红外热辐射的中长波,其弧形状