
一种高温钢坯经过加热炉的均温方法.pdf

Do****76


1/6

2/6

3/6
4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种高温钢坯经过加热炉的均温方法.pdf
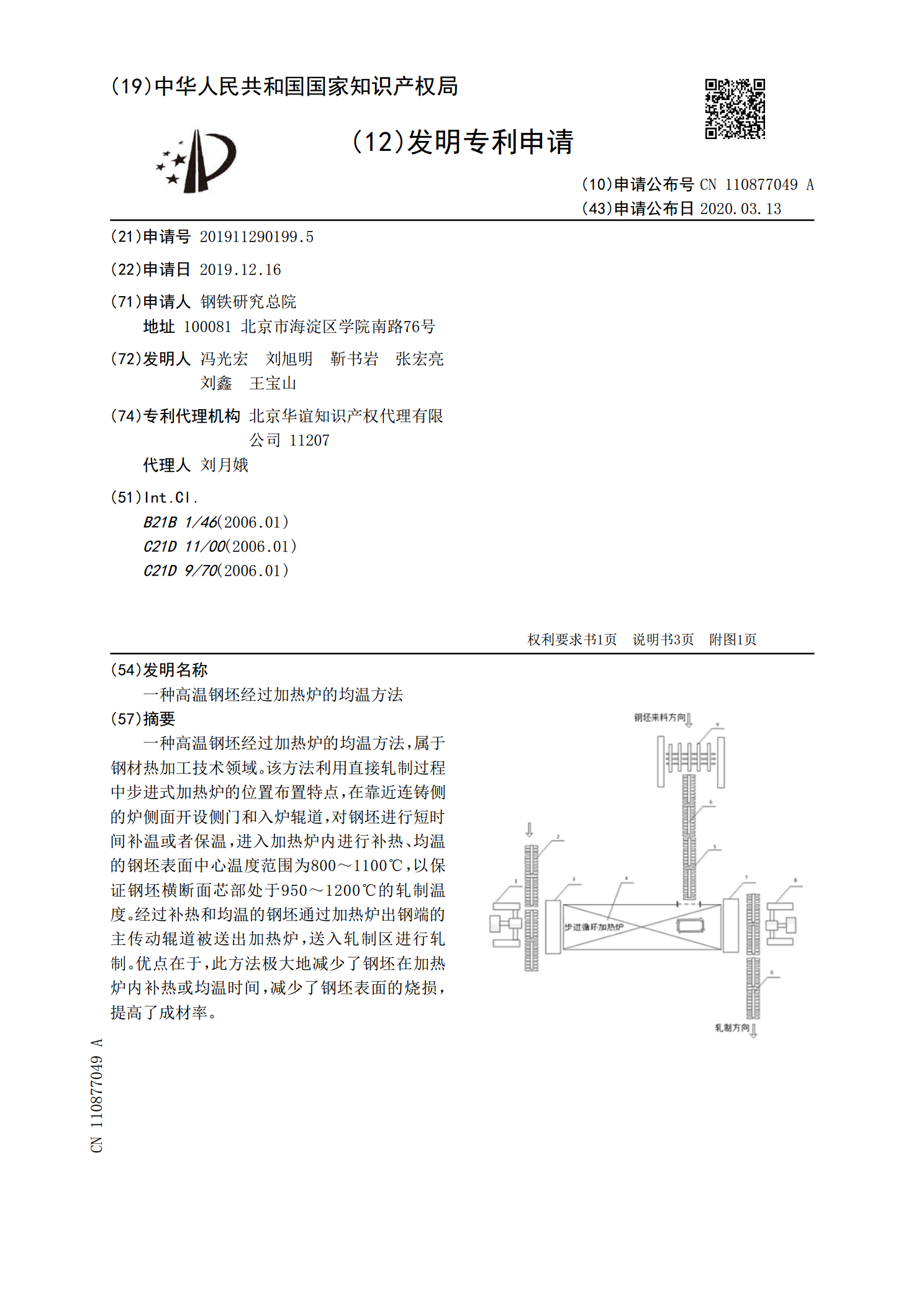
一种高温钢坯经过加热炉的均温方法,属于钢材热加工技术领域。该方法利用直接轧制过程中步进式加热炉的位置布置特点,在靠近连铸侧的炉侧面开设侧门和入炉辊道,对钢坯进行短时间补温或者保温,进入加热炉内进行补热、均温的钢坯表面中心温度范围为800~1100℃,以保证钢坯横断面芯部处于950~1200℃的轧制温度。经过补热和均温的钢坯通过加热炉出钢端的主传动辊道被送出加热炉,送入轧制区进行轧制。优点在于,此方法极大地减少了钢坯在加热炉内补热或均温时间,减少了钢坯表面的烧损,提高了成材率。
一种均温加热炉.pdf
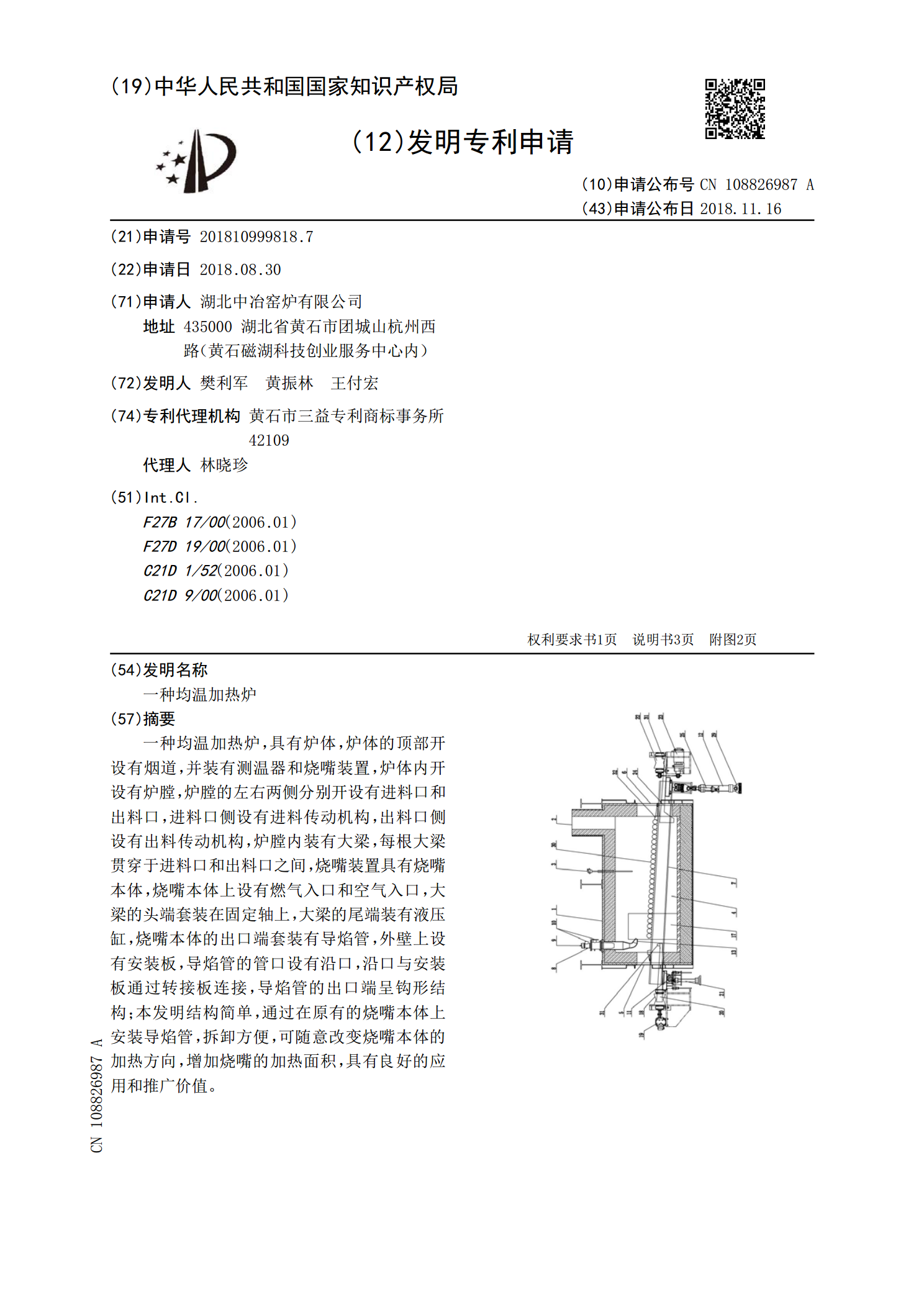
一种均温加热炉,具有炉体,炉体的顶部开设有烟道,并装有测温器和烧嘴装置,炉体内开设有炉膛,炉膛的左右两侧分别开设有进料口和出料口,进料口侧设有进料传动机构,出料口侧设有出料传动机构,炉膛内装有大梁,每根大梁贯穿于进料口和出料口之间,烧嘴装置具有烧嘴本体,烧嘴本体上设有燃气入口和空气入口,大梁的头端套装在固定轴上,大梁的尾端装有液压缸,烧嘴本体的出口端套装有导焰管,外壁上设有安装板,导焰管的管口设有沿口,沿口与安装板通过转接板连接,导焰管的出口端呈钩形结构;本发明结构简单,通过在原有的烧嘴本体上安装导焰管,
超高温均温石墨管式加热炉.pdf
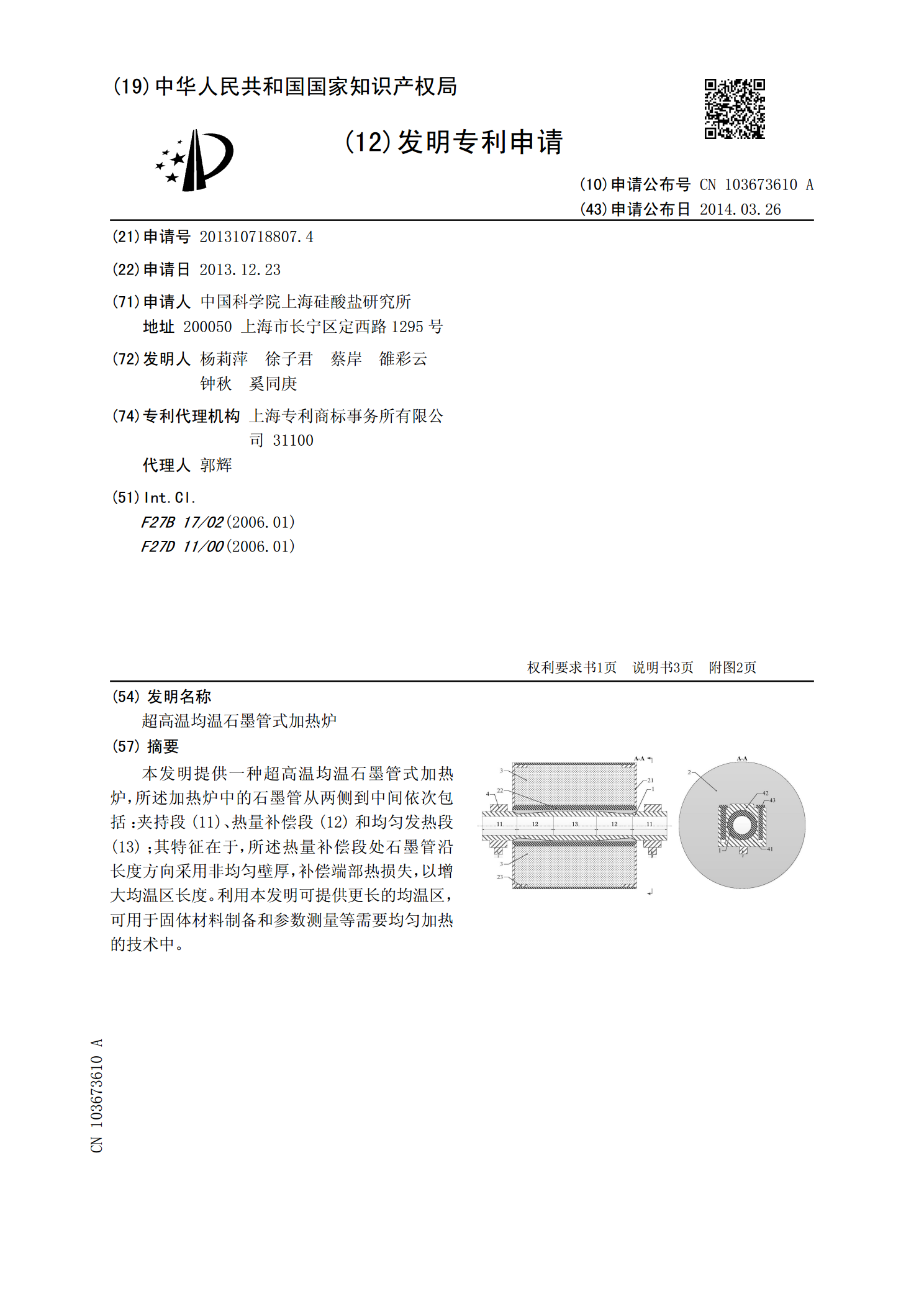
本发明提供一种超高温均温石墨管式加热炉,所述加热炉中的石墨管从两侧到中间依次包括:夹持段(11)、热量补偿段(12)和均匀发热段(13);其特征在于,所述热量补偿段处石墨管沿长度方向采用非均匀壁厚,补偿端部热损失,以增大均温区长度。利用本发明可提供更长的均温区,可用于固体材料制备和参数测量等需要均匀加热的技术中。
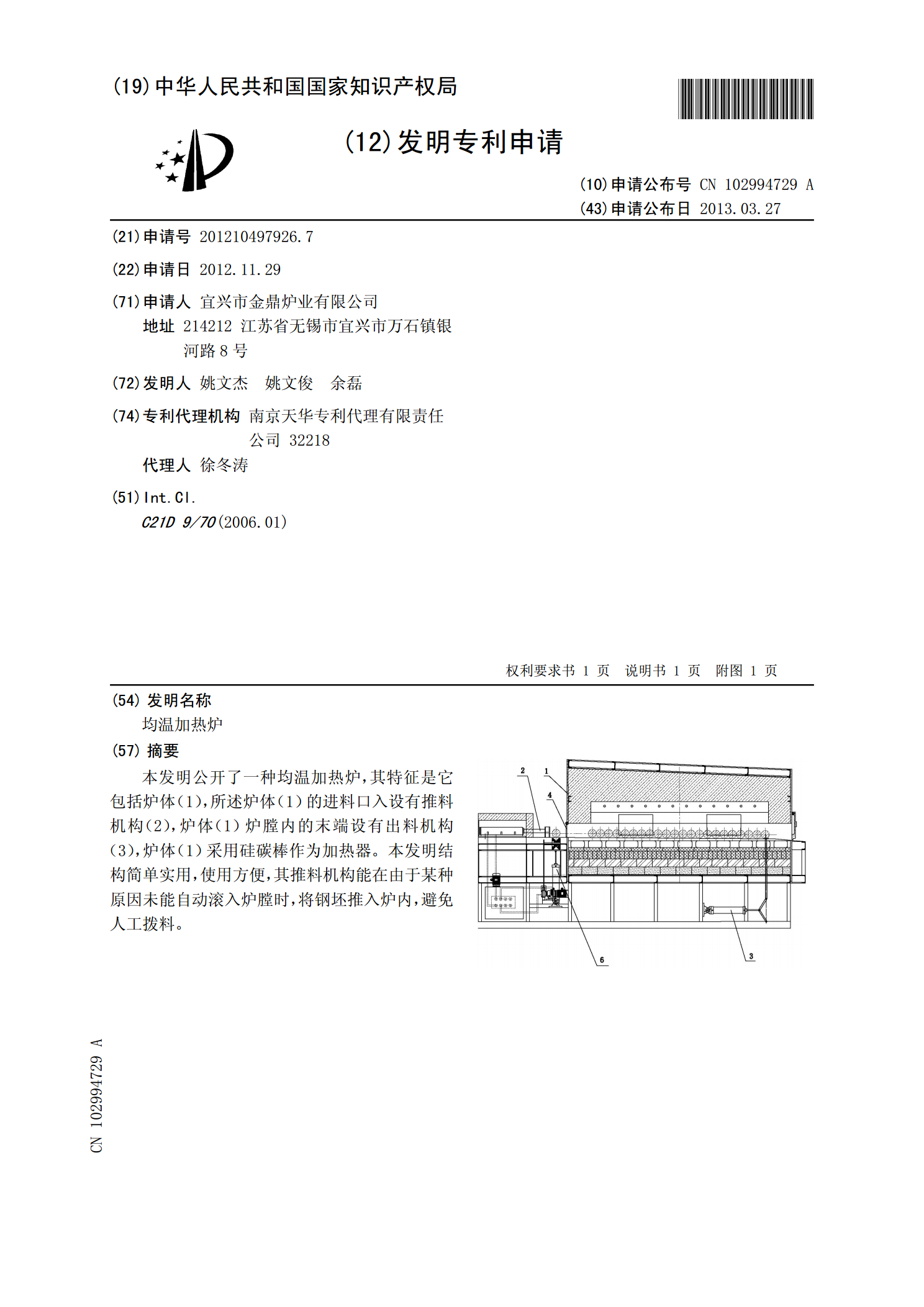
均温加热炉.pdf
本发明公开了一种均温加热炉,其特征是它包括炉体(1),所述炉体(1)的进料口入设有推料机构(2),炉体(1)炉膛内的末端设有出料机构(3),炉体(1)采用硅碳棒作为加热器。本发明结构简单实用,使用方便,其推料机构能在由于某种原因未能自动滚入炉膛时,将钢坯推入炉内,避免人工拨料。
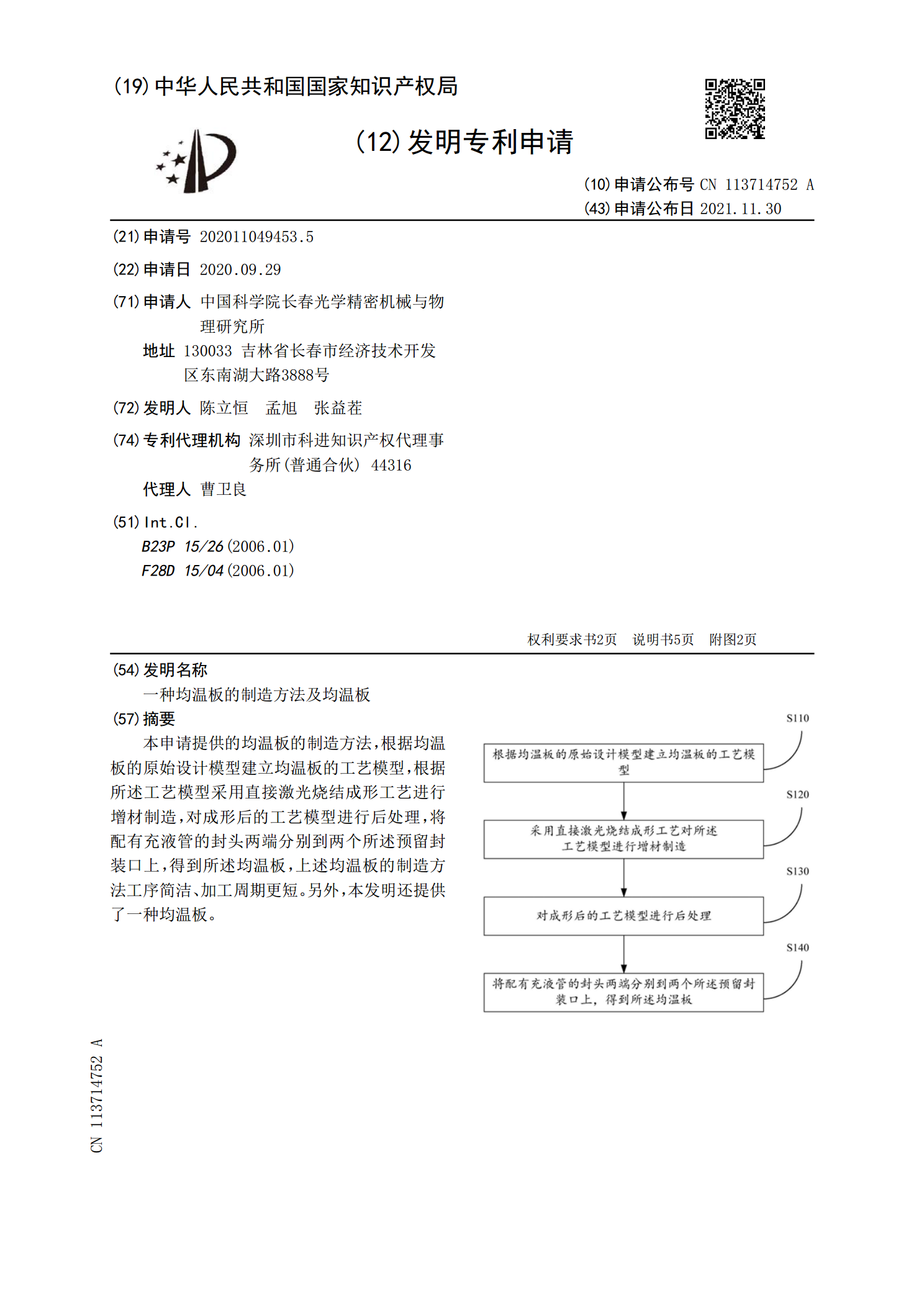
一种均温板的制造方法及均温板.pdf
本申请提供的均温板的制造方法,根据均温板的原始设计模型建立均温板的工艺模型,根据所述工艺模型采用直接激光烧结成形工艺进行增材制造,对成形后的工艺模型进行后处理,将配有充液管的封头两端分别到两个所述预留封装口上,得到所述均温板,上述均温板的制造方法工序简洁、加工周期更短。另外,本发明还提供了一种均温板。