
一种无锌花700g超厚锌层热镀锌板及生产方法.pdf

努力****亚捷

1/8

2/8
3/8

4/8
5/8

6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种无锌花700g超厚锌层热镀锌板及生产方法.pdf
本发明设计镀锌板技术领域,具体涉及一种无锌花700g超厚锌层热镀锌板及生产方法。包括无头带钢生产线全无头薄板坯连铸连轧工艺和酸镀连续产线,无头带钢生产线全无头薄板坯连铸连轧工艺生产热轧钢带熔炼成分:C≤0.12%,Si≤0.45%,Mn:≤0.55%,P:≤0.10%,S≤0.045%,Fe:余量;铸坯不经均热炉加热直接进行热轧,精轧出口温度820℃‑870℃,卷取温度635℃‑700℃;所述酸镀连续产线包括酸洗、平整、镀锌、光整、钝化、卷取成热镀锌卷。本发明产品表面质量良好、尺寸精度高、镀层结合力强、性

一种超厚锌层无锌花镀锌板的生产方法.pdf
本发明公开了一种超厚锌层无锌花镀锌板的生产方法,其包括加热、热浸镀、气刀吹扫和光整工序;所述加热工序:采用改良森吉米尔法或美钢联法;采用改良森吉米尔法时,直燃段带钢温度650~720℃、辐射管段带钢温度680~750℃、喷冷段带钢温度420~460℃;采用美钢联法时,加热段温度660~700℃、炉鼻温度420~450℃;所述热浸镀工序:锌液温度范围450~465℃;锌液成分要求:Fe≤0.03wt%、Al0.16~0.24wt%。本方法工艺合理,在加热炉的热工制度制定、热浸镀的温度及锌液成分、气刀参数调

一种无锌花0.9-2.5mm超厚锌层热镀锌板的生产工艺.pdf
本发明设计镀锌板技术领域,具体涉及一种无锌花0.9‑2.5mm超厚锌层热镀锌板的生产工艺。包括ESP工艺和PGL酸镀工艺,ESP工艺生产热轧钢带熔炼成分:C≤0.12%,Si≤0.50%,Mn:≤0.60%,P:≤0.10%,S≤0.045%,Fe:余量;铸坯不经均热炉加热直接进行热轧;PGL酸镀工艺包括酸洗、平整、镀锌、光整、钝化、卷取成热镀锌卷。本发明可实现0.9‑2.5mm规格无锌花660g/m
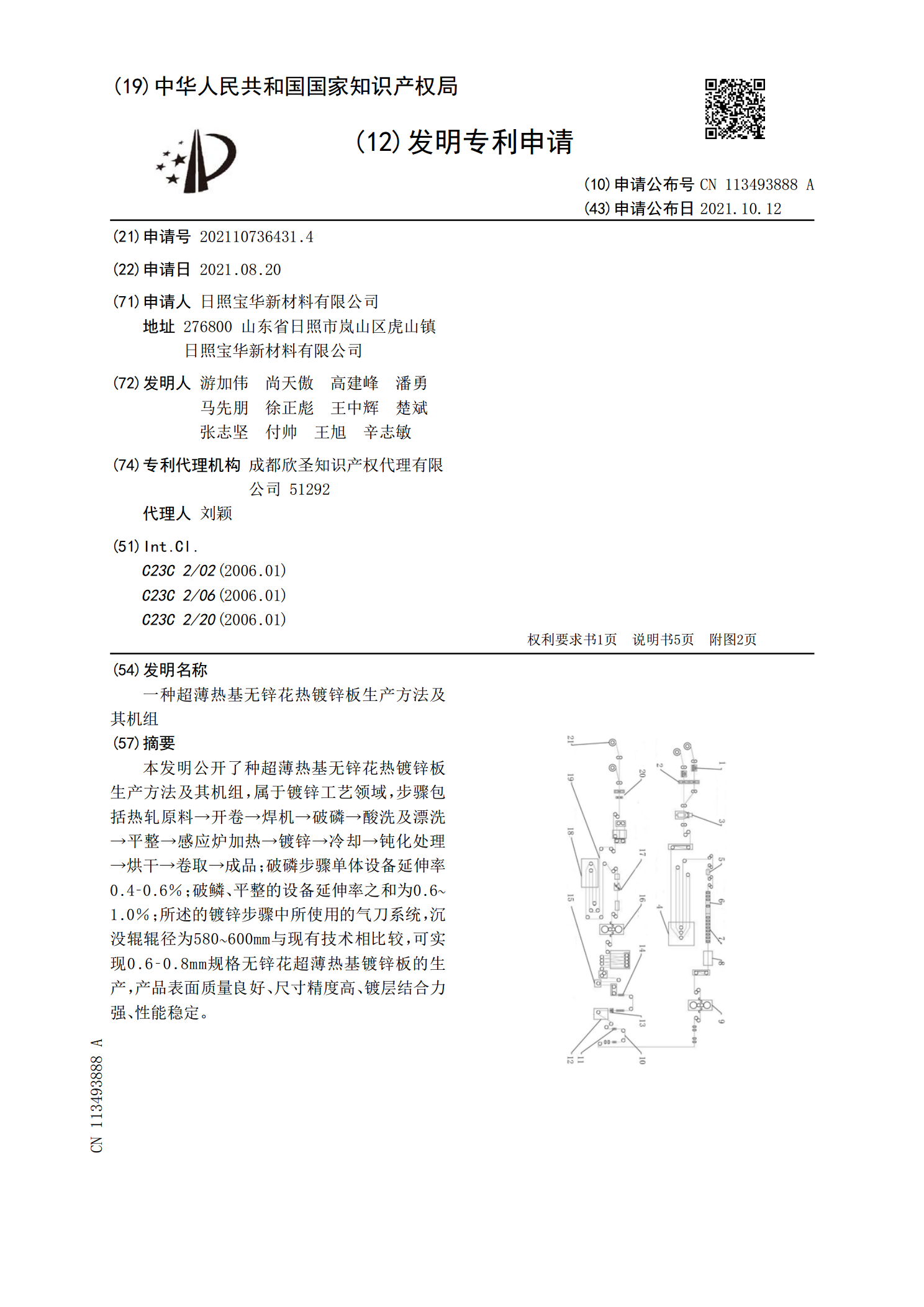
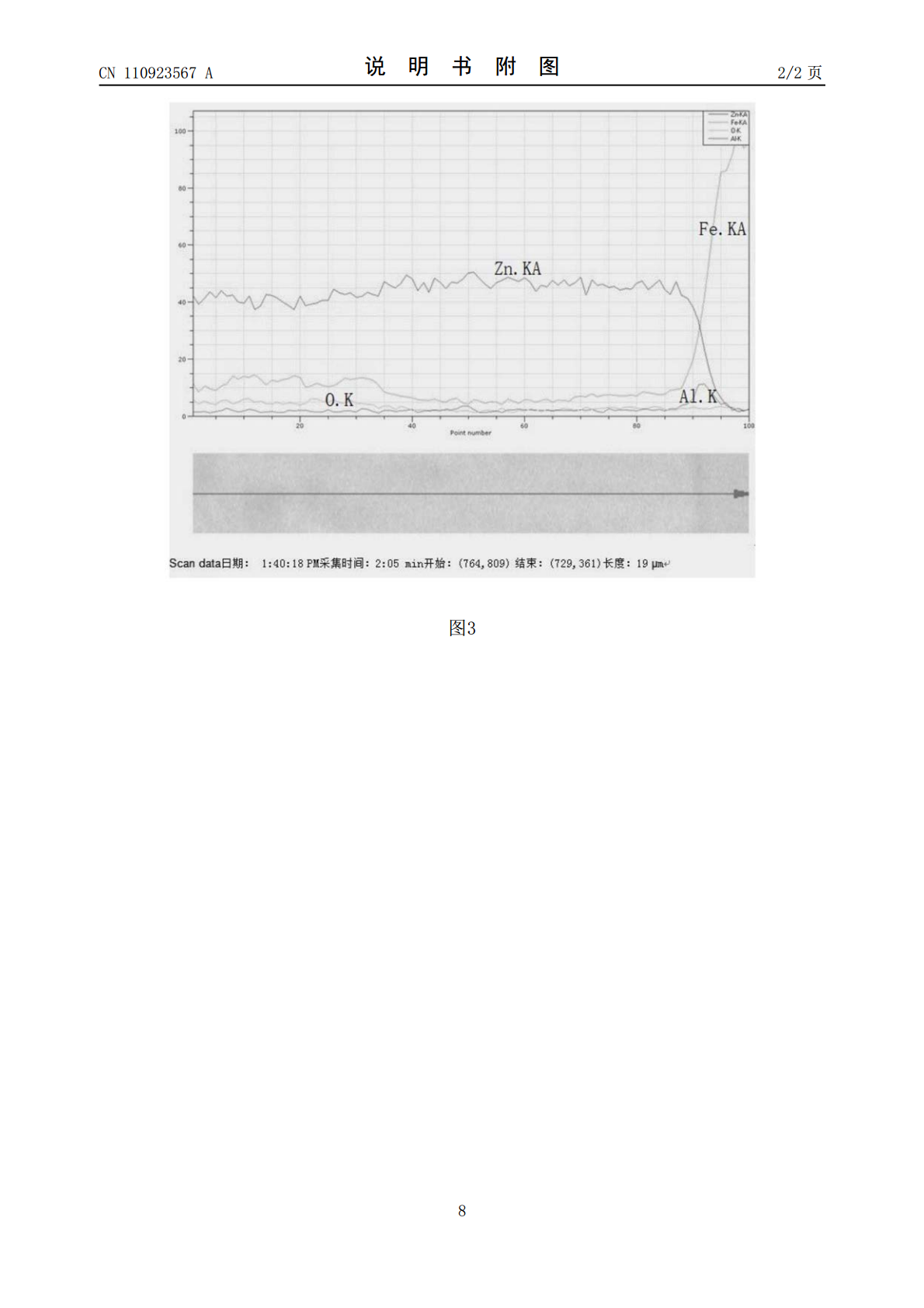
一种超薄热基无锌花热镀锌板生产方法及其机组.pdf
本发明公开了种超薄热基无锌花热镀锌板生产方法及其机组,属于镀锌工艺领域,步骤包括热轧原料→开卷→焊机→破磷→酸洗及漂洗→平整→感应炉加热→镀锌→冷却→钝化处理→烘干→卷取→成品;破磷步骤单体设备延伸率0.4‑0.6%;破鳞、平整的设备延伸率之和为0.6~1.0%;所述的镀锌步骤中所使用的气刀系统,沉没辊辊径为580~600mm与现有技术相比较,可实现0.6‑0.8mm规格无锌花超薄热基镀锌板的生产,产品表面质量良好、尺寸精度高、镀层结合力强、性能稳定。

彩涂用差厚锌层镀锌板锌层脱落原因浅析.docx
彩涂用差厚锌层镀锌板锌层脱落原因浅析标题:彩涂用差厚锌层镀锌板锌层脱落原因浅析摘要:彩涂用差厚锌层镀锌板在使用过程中出现锌层脱落的问题,严重影响了产品的使用寿命和稳定性。本文将对差厚锌层镀锌板锌层脱落的原因进行分析,并提出相应的解决方法,以提高产品质量和市场竞争力。关键词:差厚锌层镀锌板、锌层脱落、原因、解决方法一、引言差厚锌层镀锌板是一种具有镀锌层的金属材料,其锌层的好坏直接影响产品的质量和使用寿命。然而,在实际应用中,使用差厚锌层镀锌板的产品往往会出现锌层脱落的现象,给产品的稳定性和可靠性带来了严重的