
一种风力发电用输出齿轮渗碳工艺及设备.pdf

Jo****31


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种风力发电用输出齿轮渗碳工艺及设备.pdf
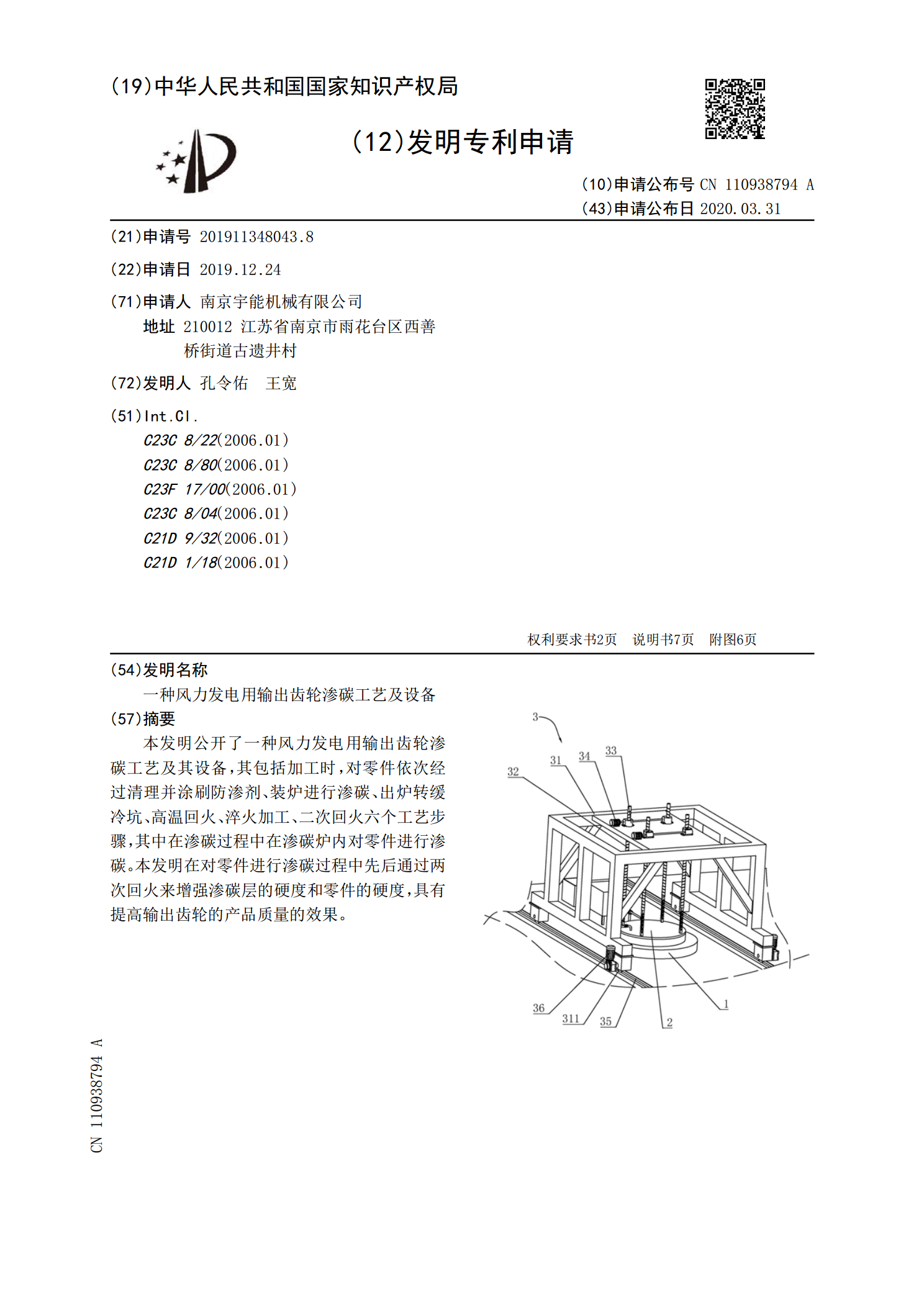
本发明公开了一种风力发电用输出齿轮渗碳工艺及其设备,其包括加工时,对零件依次经过清理并涂刷防渗剂、装炉进行渗碳、出炉转缓冷坑、高温回火、淬火加工、二次回火六个工艺步骤,其中在渗碳过程中在渗碳炉内对零件进行渗碳。本发明在对零件进行渗碳过程中先后通过两次回火来增强渗碳层的硬度和零件的硬度,具有提高输出齿轮的产品质量的效果。

一种用于风力发电的风电齿轮的渗碳方法.pdf
本发明提供一种用于风力发电的风电齿轮的渗碳方法,包括:将待处理的风电齿轮在碳势为0.8%~1.1%的气氛下进行第一次渗碳处理,然后进行第一次淬火处理,再升温至600℃~660℃进行第一次回火处理;然后在碳势为0.8%~1.0%的气氛下进行第二次渗碳处理,第二次渗碳处理后,进行第二次淬火处理;再将所述第二次淬火处理后的风电齿轮在150℃~200℃进行第二次回火处理。与现有技术相比,本发明先对风电齿轮在0.8%~1.1%的气氛下渗碳30~40小时,然后经第一次高温回火后,马氏体中过饱和的碳会均匀溶解并扩散,有
风力发电用齿轮箱的制造工艺.pdf
本发明涉及一种风力发电用齿轮箱的制造工艺,包括毛坯锻造—正火—粗车—UT探伤—热前立车—划线—钻孔—滚齿—倒角—渗碳淬火—喷丸强化—热后精车—数控立磨—磨齿—MT探伤—烧伤检测—插花键—清洗—安装(转入装配环节)。本发明提高工件的合格品率,大幅度降低零件返修或返工的额外生产成本,另外还可以有效避免零件打废或物流停滞而导致的直接和间接质量损失。另外,如果针对批量性产品,可以考虑设计和采用机床自动定位与装夹工装辅具,能够进一步减少工件装夹与找正的辅助时间,提高工件加工效率。
一种风力发电用大型旋转齿轮的制作工艺.pdf
本发明公开了一种风力发电用大型旋转齿轮的制作工艺,包括如下步骤:步骤1)料坯锻造:加热炉升温至不超过250℃,将料坯装入加热炉内,升温至1150℃,保温2‑3h,而后锻压成圆坯,对中冲孔,控制锻压结束终锻温度不低于950℃,之后对圆坯料进行扩孔,完成锻造,环锻结束终锻温度不低于850℃;步骤2)正火:将上述圆坯料加热到Acm以上30~50℃,保温3~4h,而后冷却至常温;步骤3)调质:先将坯料加热至Ac3以上30~50℃4~5h后进行淬火,冷却过程中控制水温在15℃~35℃间进行淬火;而后在550℃~65

一种齿轮渗碳工艺.pdf
本发明公开一种齿轮渗碳工艺,包括如下步骤:1)渗碳;2)预冷;3)一次淬火;4)清洗;5)高温回火;6)预热;7)二次淬火;8)低温回火。本发明的有益效果:本发明使齿轮表面残余奥氏体含量和非马氏体层厚度降低。