
一种风力发电用大型旋转齿轮的制作工艺.pdf

邻家****ng


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种风力发电用大型旋转齿轮的制作工艺.pdf
本发明公开了一种风力发电用大型旋转齿轮的制作工艺,包括如下步骤:步骤1)料坯锻造:加热炉升温至不超过250℃,将料坯装入加热炉内,升温至1150℃,保温2‑3h,而后锻压成圆坯,对中冲孔,控制锻压结束终锻温度不低于950℃,之后对圆坯料进行扩孔,完成锻造,环锻结束终锻温度不低于850℃;步骤2)正火:将上述圆坯料加热到Acm以上30~50℃,保温3~4h,而后冷却至常温;步骤3)调质:先将坯料加热至Ac3以上30~50℃4~5h后进行淬火,冷却过程中控制水温在15℃~35℃间进行淬火;而后在550℃~65
一种风力发电用输出齿轮渗碳工艺及设备.pdf
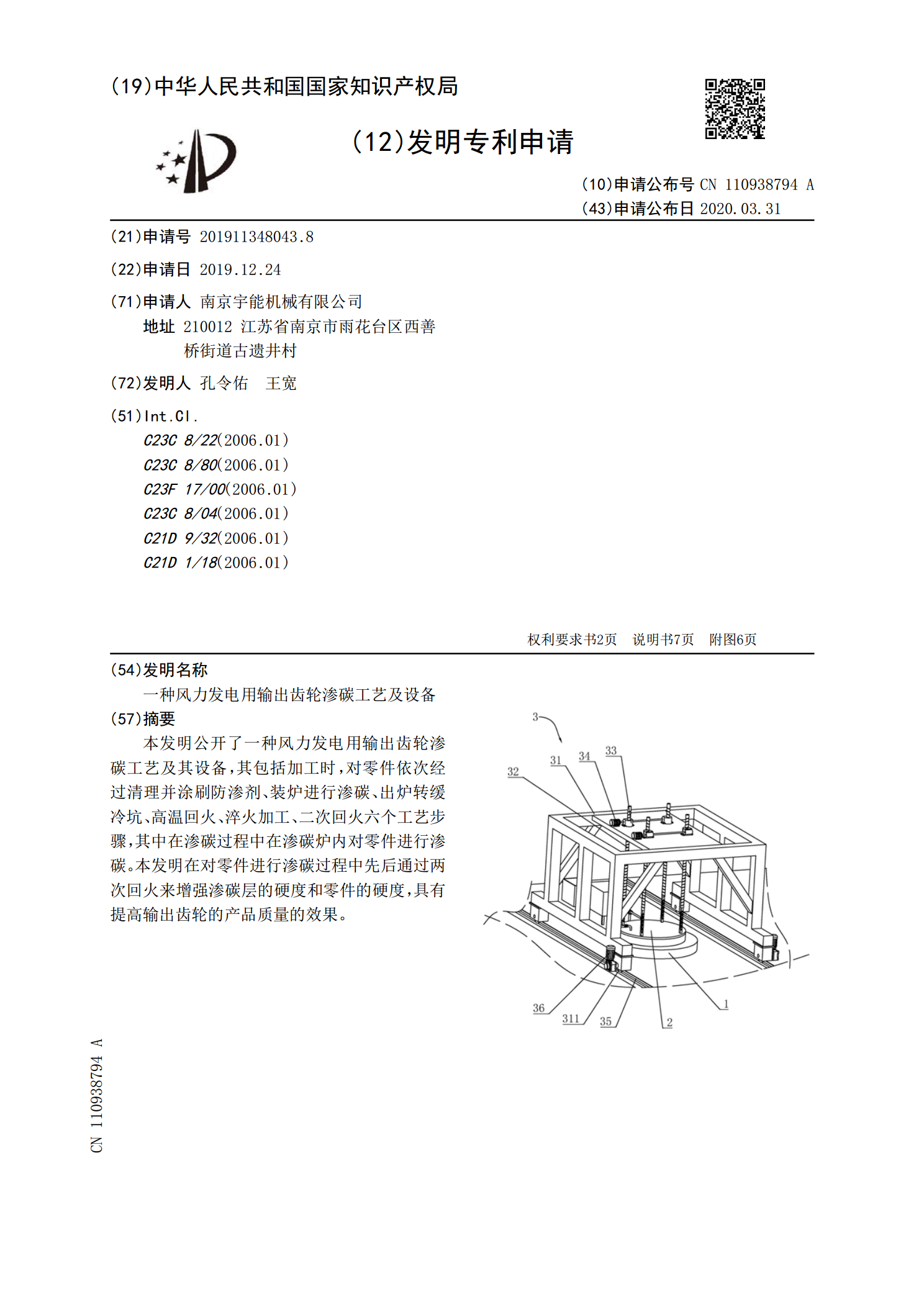
本发明公开了一种风力发电用输出齿轮渗碳工艺及其设备,其包括加工时,对零件依次经过清理并涂刷防渗剂、装炉进行渗碳、出炉转缓冷坑、高温回火、淬火加工、二次回火六个工艺步骤,其中在渗碳过程中在渗碳炉内对零件进行渗碳。本发明在对零件进行渗碳过程中先后通过两次回火来增强渗碳层的硬度和零件的硬度,具有提高输出齿轮的产品质量的效果。
风力发电用齿轮箱的制造工艺.pdf
本发明涉及一种风力发电用齿轮箱的制造工艺,包括毛坯锻造—正火—粗车—UT探伤—热前立车—划线—钻孔—滚齿—倒角—渗碳淬火—喷丸强化—热后精车—数控立磨—磨齿—MT探伤—烧伤检测—插花键—清洗—安装(转入装配环节)。本发明提高工件的合格品率,大幅度降低零件返修或返工的额外生产成本,另外还可以有效避免零件打废或物流停滞而导致的直接和间接质量损失。另外,如果针对批量性产品,可以考虑设计和采用机床自动定位与装夹工装辅具,能够进一步减少工件装夹与找正的辅助时间,提高工件加工效率。
一种大型风力发电机齿轮用棒材及其制备方法.pdf
本发明涉及齿轮钢的制备方法,是大型风力发电机齿轮用棒材及其制备方法,组分:C:0.37~0.42%,Si:0.15~0.40%,Cr:0.80~1.25%,Mn:0.50~0.90%,Mo:0.15~0.30%,S≤0.015%,Al:0.02~0.04%,O≤0.0015%,H≤0.00020%,P≤0.012%,余量为Fe和不可避免的杂质。工艺:采用EAF+LF精炼+VD真空处理冶炼,控制电炉终点碳、终点磷及出钢温度,出钢过程钢包内加入合成渣、硅锰合金、复合中铝进行预脱氧;精炼过程全程吹氩搅拌,充分进

一种大型风力发电机偏航齿轮控冷淬火回火处理工艺.pdf
本发明公开了一种大型风力发电机偏航齿轮控冷淬火回火处理工艺。本发明采用一种水基无机淬火液作为偏航齿轮的淬火介质,有效避免了淬火过程中可能发生的起火、燃烧等安全事故和烟雾排放等环境污染事件。同时,在淬火过程中采用控冷措施,在确保偏航齿轮淬透性和淬硬性的基础上,降低淬火过程中的组织应力和热应力,确保42CrMo偏航齿轮淬火时不发生开裂,淬火回火后的性能满足其使用要求,使偏航齿轮获得高强度、高韧性。