
一种激光选区熔化增材制造钛合金部件的热处理方法.pdf

书生****aa


1/9

2/9
3/9

4/9
5/9
6/9
7/9
8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种激光选区熔化增材制造钛合金部件的热处理方法.pdf
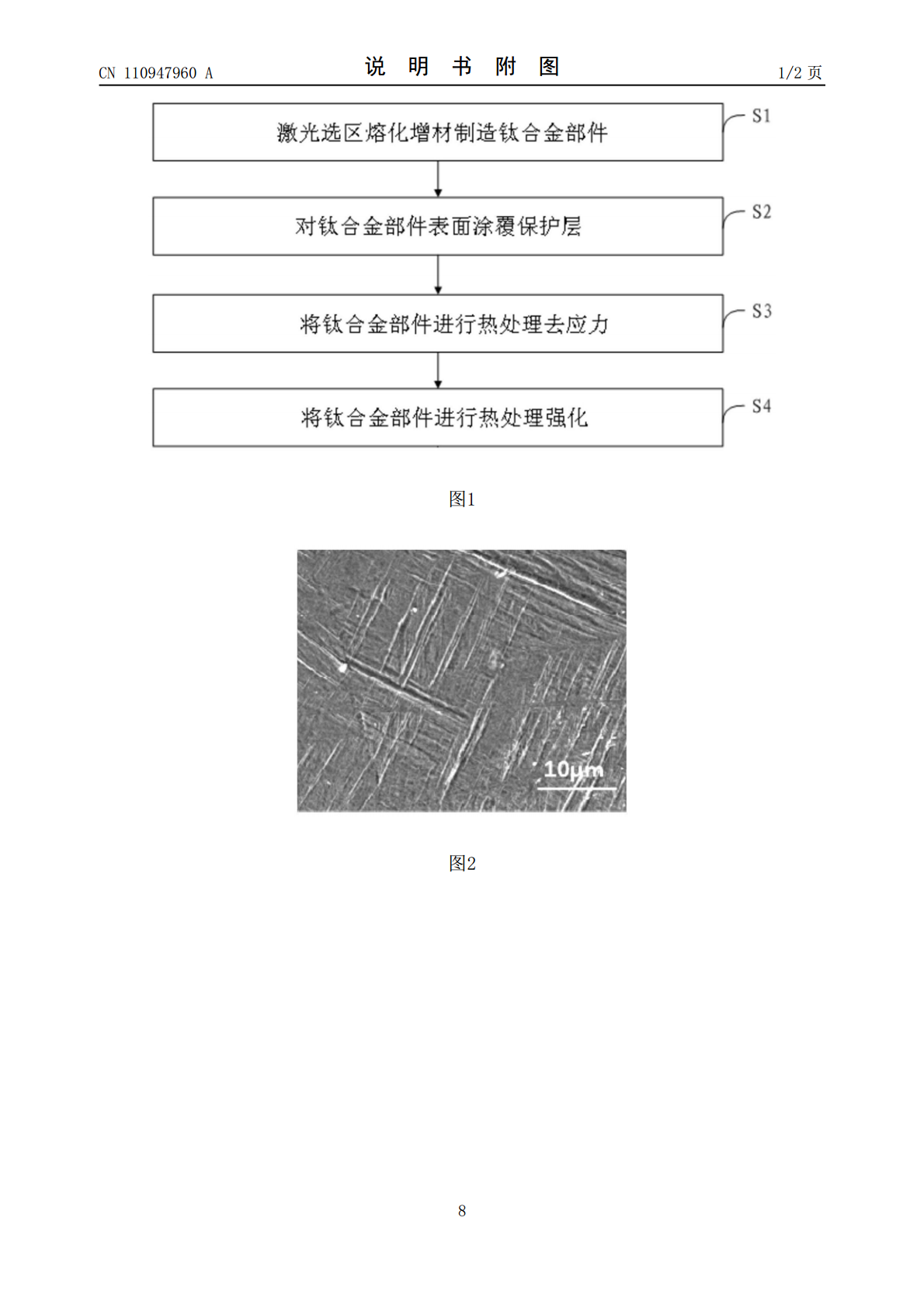
本发明公开了一种激光选区熔化增材制造钛合金部件的热处理方法,(1)激光选区熔化增材制造钛合金部件:选用钛合金基板,将钛合金粉末平整铺于基板上,并通过激光束扫描钛合金部件包络范围内的粉层;(2)对钛合金部件表面涂覆保护层:保护层材料为有机硅、环氧树脂和石墨粉的混合物;(3)将钛合金部件进行热处理去应力,针状马氏体组织变为颗粒状组织;(4)将钛合金部件进行热处理强化,颗粒状组织细化为直径为0.1‑0.5微米,断后延伸率为10%‑18%。本发明采用表面涂隔绝层的方式来保护钛合金表面,操作简单,可以在空气氛围下热

一种TC4钛合金激光选区熔化增材制造及热处理方法.pdf
TC4钛合金激光选区熔化增材制造及热处理方法。所述TC4钛合金激光选区熔化工艺参数为:激光功率300~325W,光斑直径0.12~0.14mm,扫描速度500~1200mm/s,铺粉层厚0.03~0.04mm。成形构件热处理采用双重退火工艺,先将TC4钛合金构件置于温度为780~820℃的真空热处理炉中,保温1.5~2h后空冷至室温;然后重新置于温度为530~550℃的真空热处理中,保温2~3h后再空冷至室温。经上述工艺处理后的TC4钛合金构件强度在超过1000MPa的同时延伸率达到不小于10%,可满足航
一种用于钛合金成型的激光选区熔化的增材制造方法及增材制造装置.pdf
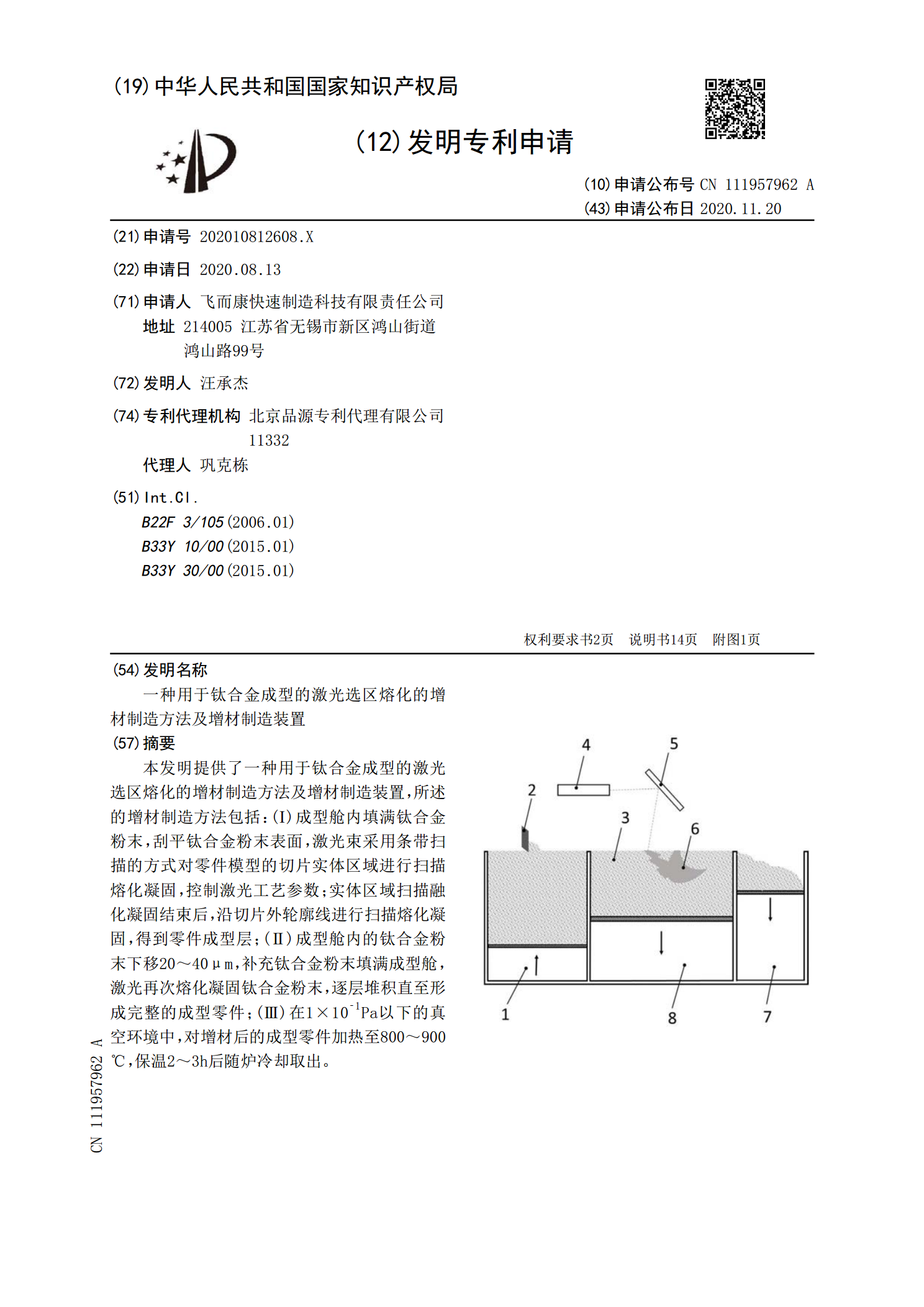
本发明提供了一种用于钛合金成型的激光选区熔化的增材制造方法及增材制造装置,所述的增材制造方法包括:(Ⅰ)成型舱内填满钛合金粉末,刮平钛合金粉末表面,激光束采用条带扫描的方式对零件模型的切片实体区域进行扫描熔化凝固,控制激光工艺参数;实体区域扫描融化凝固结束后,沿切片外轮廓线进行扫描熔化凝固,得到零件成型层;(Ⅱ)成型舱内的钛合金粉末下移20~40μm,补充钛合金粉末填满成型舱,激光再次熔化凝固钛合金粉末,逐层堆积直至形成完整的成型零件;(Ⅲ)在1×10
一种激光选区熔化与激光切割复合的增材制造方法.pdf
本发明涉及增材制造技术领域,尤其涉及一种激光选区熔化与激光切割复合的增材制造方法。方法包括以下步骤:1)采用碱性溶液清洗基板表面以去除油污,然后打磨去除基板表面的氧化膜并用丙酮擦拭干;2)首先发射加热模式的激光束对粉末床进行扫描预热,使粉末材料加热到微烧结温度,使之产生微烧结;3)接着发射选区熔化模式的激光束对预热好的粉末床进行扫描熔化,形成所需的工件截面层;4)最后发射激光切割模式的激光束对工件截面的内外轮廓进行一次或多次切割扫描,去除或切除轮廓上的粗糙边缘和熔接粉末,以获得精确平顺的零件截面内外轮廓;
一种双光束选区激光熔化增材制造方法.pdf
本发明公开了一种双光束选区激光熔化增材制造方法,通过双光束一前一后进行打印,第一个激光用以低功率精细熔化粉末外轮廓,第二个激光用以进行高功率大光斑的快速填充扫描,将两束激光共同作用,使得其进行选区激光熔化成型,既提高了粉末成形精度,也提高了成形的速率,可大幅度改善选区激光成形的效率。