
一种钛板轧制方法.pdf

星菱****23

1/6
2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种钛板轧制方法.pdf
本发明涉及金属材料领域,尤其涉及一种钛板轧制方法,其轧制步骤如下:步骤一,对坯料进行加热处理,将其放入加热炉内先预热,再放入加热段,使其快速升温,最后在均热段保温;步骤二,高压水除磷后进行粗轧,将除磷后的坯料放入粗轧机中粗轧,得到钛板坯体;步骤三,精轧,将钛板坯体放入精轧机中进行精轧,并在轧制过程中向工作辊喷洒润滑液,得到钛板;步骤四,将精轧后的钛板冷却至室温后进行两次退火处理,第一次退火温度为650~750℃,冷却至室温后进行第二次退火,温度为600~700℃;步骤五,后续处理,对退火后的钛板进行酸洗。
一种钛板的加热轧制生产方法.pdf
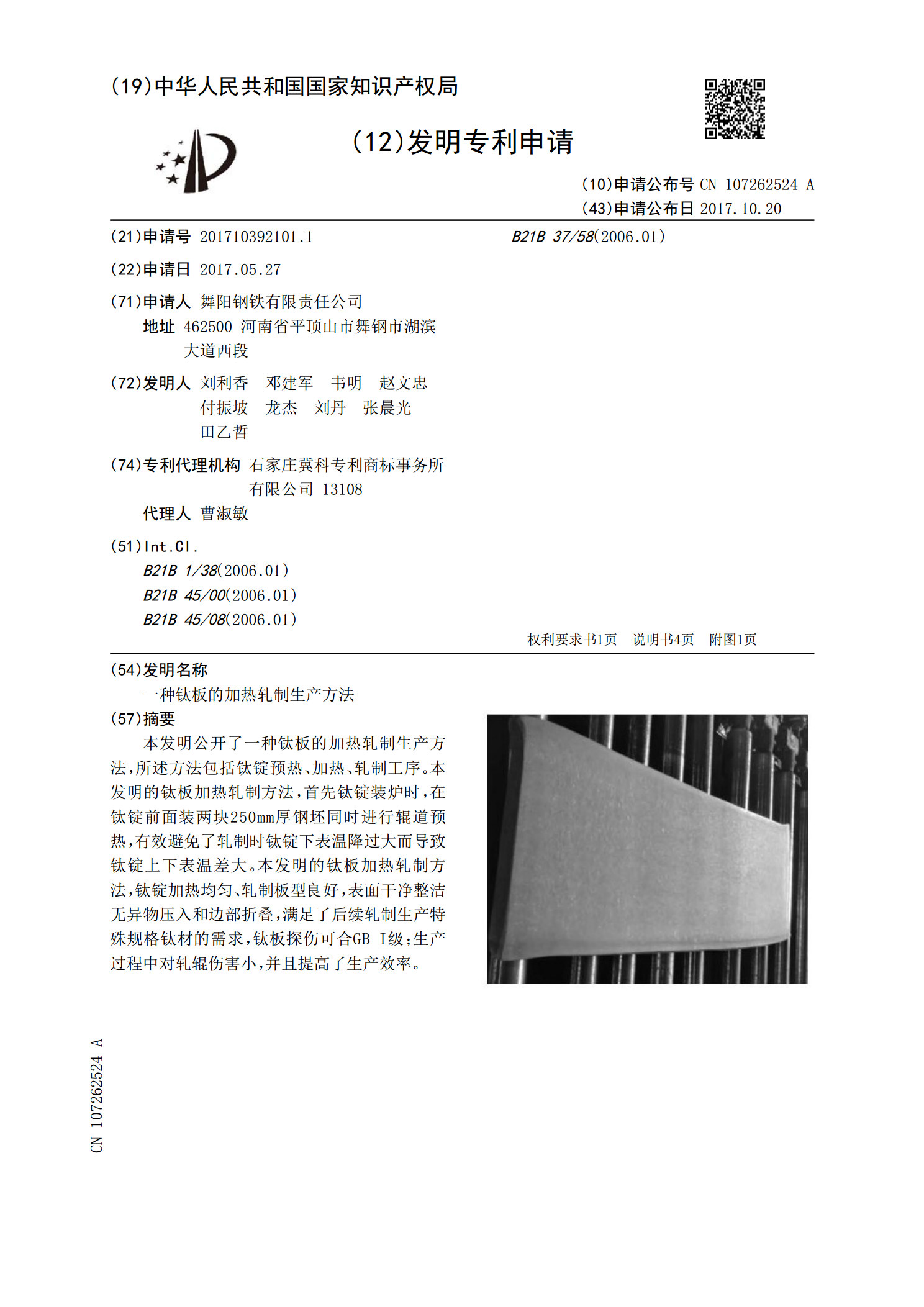
本发明公开了一种钛板的加热轧制生产方法,所述方法包括钛锭预热、加热、轧制工序。本发明的钛板加热轧制方法,首先钛锭装炉时,在钛锭前面装两块250mm厚钢坯同时进行辊道预热,有效避免了轧制时钛锭下表温降过大而导致钛锭上下表温差大。本发明的钛板加热轧制方法,钛锭加热均匀、轧制板型良好,表面干净整洁无异物压入和边部折叠,满足了后续轧制生产特殊规格钛材的需求,钛板探伤可合GBI级;生产过程中对轧辊伤害小,并且提高了生产效率。

一种钛板材轧制方法.pdf
本发明涉及金属材料加工领域,特别是涉及一种钛板材轧制方法,包括:在第一加热炉与第二加热炉检修前,并关闭第一加热炉的预热段与加热一段;向第二加热炉内装入钢坯;向第一加热炉内先后装入冷钢坯和钛坯,并进行加热;在第二加热炉内的钢坯轧制完成后,关闭第二加热炉的预热段与加热一段;在第一加热炉装完钛坯后,并进行加热;将第二加热炉内的冷钢坯回炉并轧制钛坯;在第一加热炉与第二加热炉均装完钛坯后,向第一加热炉与第二加热炉内继续装入检修后待轧制的钢坯。本方案减少了煤气的浪费和对生产流程的影响,提高轧制效率。第一加热炉与第二加
一种小批量轧制纯钛卷板的工艺方法.pdf
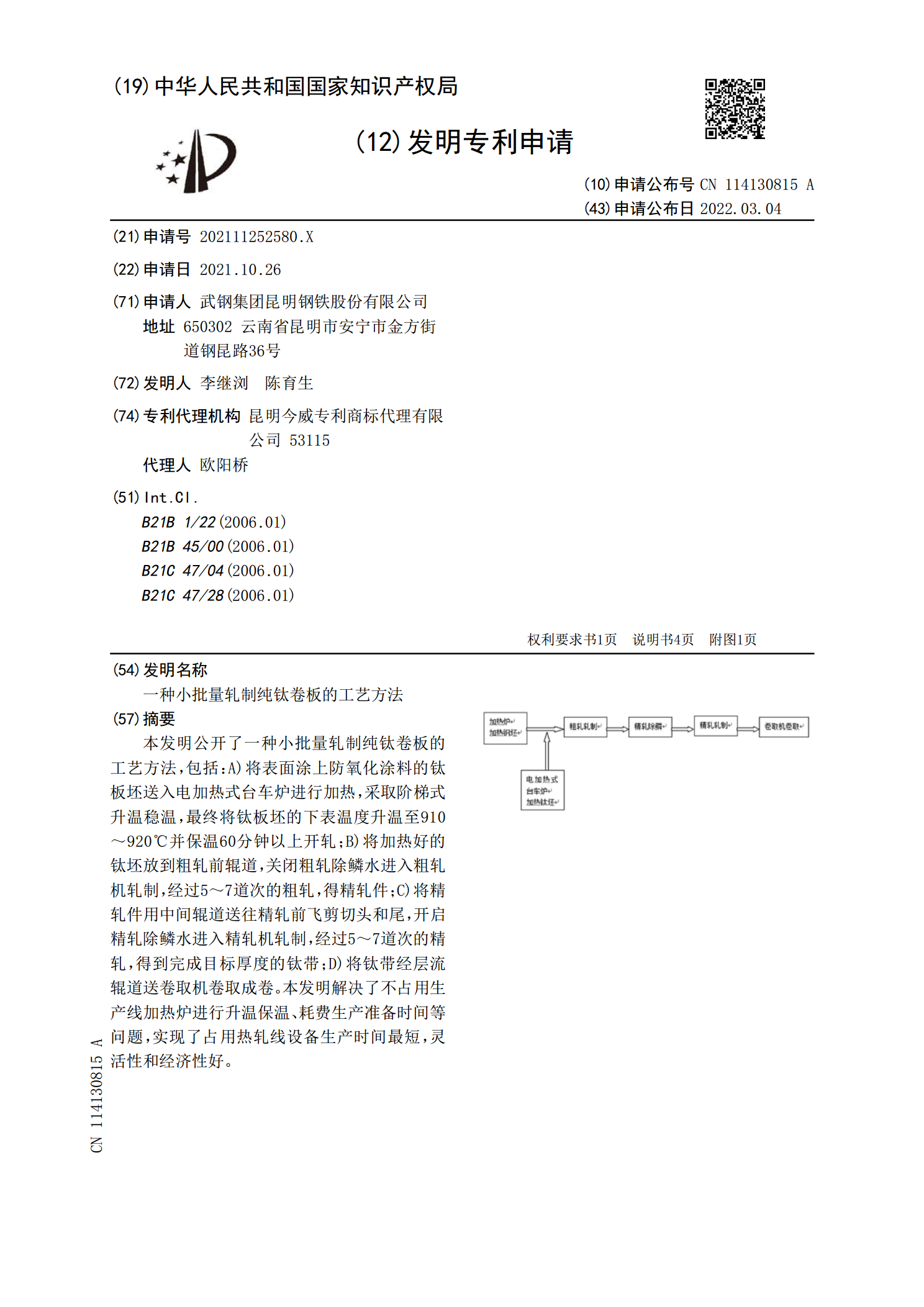
本发明公开了一种小批量轧制纯钛卷板的工艺方法,包括:A)将表面涂上防氧化涂料的钛板坯送入电加热式台车炉进行加热,采取阶梯式升温稳温,最终将钛板坯的下表温度升温至910~920℃并保温60分钟以上开轧;B)将加热好的钛坯放到粗轧前辊道,关闭粗轧除鳞水进入粗轧机轧制,经过5~7道次的粗轧,得精轧件;C)将精轧件用中间辊道送往精轧前飞剪切头和尾,开启精轧除鳞水进入精轧机轧制,经过5~7道次的精轧,得到完成目标厚度的钛带;D)将钛带经层流辊道送卷取机卷取成卷。本发明解决了不占用生产线加热炉进行升温保温、耗费生产准

一种钛板材加热轧制方法.pdf
本发明涉及金属材料加工领域,特别是涉及一种钛板材加热轧制方法,用于在具有两座加热炉的板材轧制产线上轧制钛板材,在第一加热炉与第二加热炉检修前,停止向第一加热炉内装入待轧制的钢坯,并关闭第一加热炉的预热段与加热一段;向第二加热炉内装入待轧制的钢坯;向第一加热炉内先后装入冷钢坯和钛坯;在第二加热炉内待轧制的钢坯轧制完成后,将第一加热炉内的冷钢坯回炉,再轧制第一加热炉内的钛坯。本方案创新的装炉方式,合理利用了第一加热炉与第二加热炉检修前的升降温时间对坯料进行加热,减少了煤气的浪费和对生产流程的影响,从而提高轧制