
一种高强度紧固件热处理工艺.pdf

努力****爱敏


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种高强度紧固件热处理工艺.pdf
本发明公开了一种高强度紧固件热处理工艺,包括一下步骤将加工成型后的紧固件先通过80‑100℃的水进行水浴;将紧固件热风烘干;将烘干后的紧固件移入加热炉内加热至400‑450℃后保温15‑20分钟,然后继续升温550‑600℃,保温45‑50分钟;将紧固件移出加热炉在空气中自然冷却至120~140℃;紧固件加热至820‑860℃,保温25‑30min;在温度升至650℃时开始向加热炉内通入甲醇,通入量为25‑35ml/min;经过加热后的紧固件进行预冷降温至760~780℃,再进行水冷,水冷温度控制在70‑

一种高强度紧固件网带炉热处理生产工艺.pdf
本发明公开了一种高强度紧固件网带炉热处理生产工艺,包括以下步骤:步骤一、预热;步骤二、加热煅烧,在步骤一的基础上,升高温度,对预热后的紧固件进行高温煅烧处理;步骤三、保温静置,在步骤二的基础上,即煅烧之后的紧固件不用做任何处理,严格控制温度,让其保持在恒温的环境中进行保温;步骤四、降温,即再次进行静置保温处理;步骤五、回火,在步骤四的基础上,将经过两次保温静置后的紧固件进行回火处理;步骤六、冷却。该高强度紧固件网带炉热处理生产工艺,不仅节约一定的能耗,且降低了高强度紧固件表面和心部的温差,使得进入淬火池中
一种紧固件热处理工艺.pdf
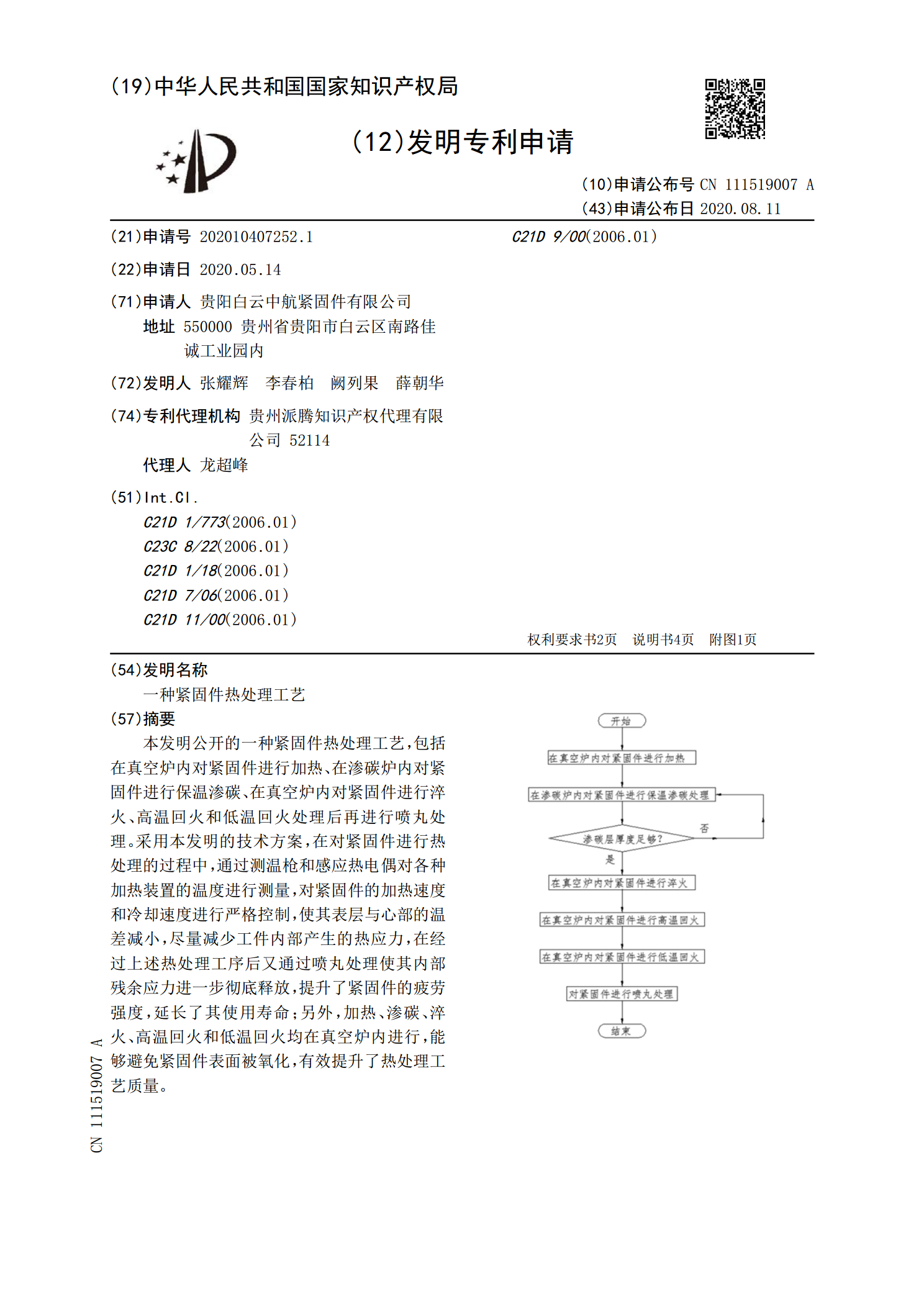
本发明公开的一种紧固件热处理工艺,包括在真空炉内对紧固件进行加热、在渗碳炉内对紧固件进行保温渗碳、在真空炉内对紧固件进行淬火、高温回火和低温回火处理后再进行喷丸处理。采用本发明的技术方案,在对紧固件进行热处理的过程中,通过测温枪和感应热电偶对各种加热装置的温度进行测量,对紧固件的加热速度和冷却速度进行严格控制,使其表层与心部的温差减小,尽量减少工件内部产生的热应力,在经过上述热处理工序后又通过喷丸处理使其内部残余应力进一步彻底释放,提升了紧固件的疲劳强度,延长了其使用寿命;另外,加热、渗碳、淬火、高温回火
一种高强度紧固件的制备工艺.pdf
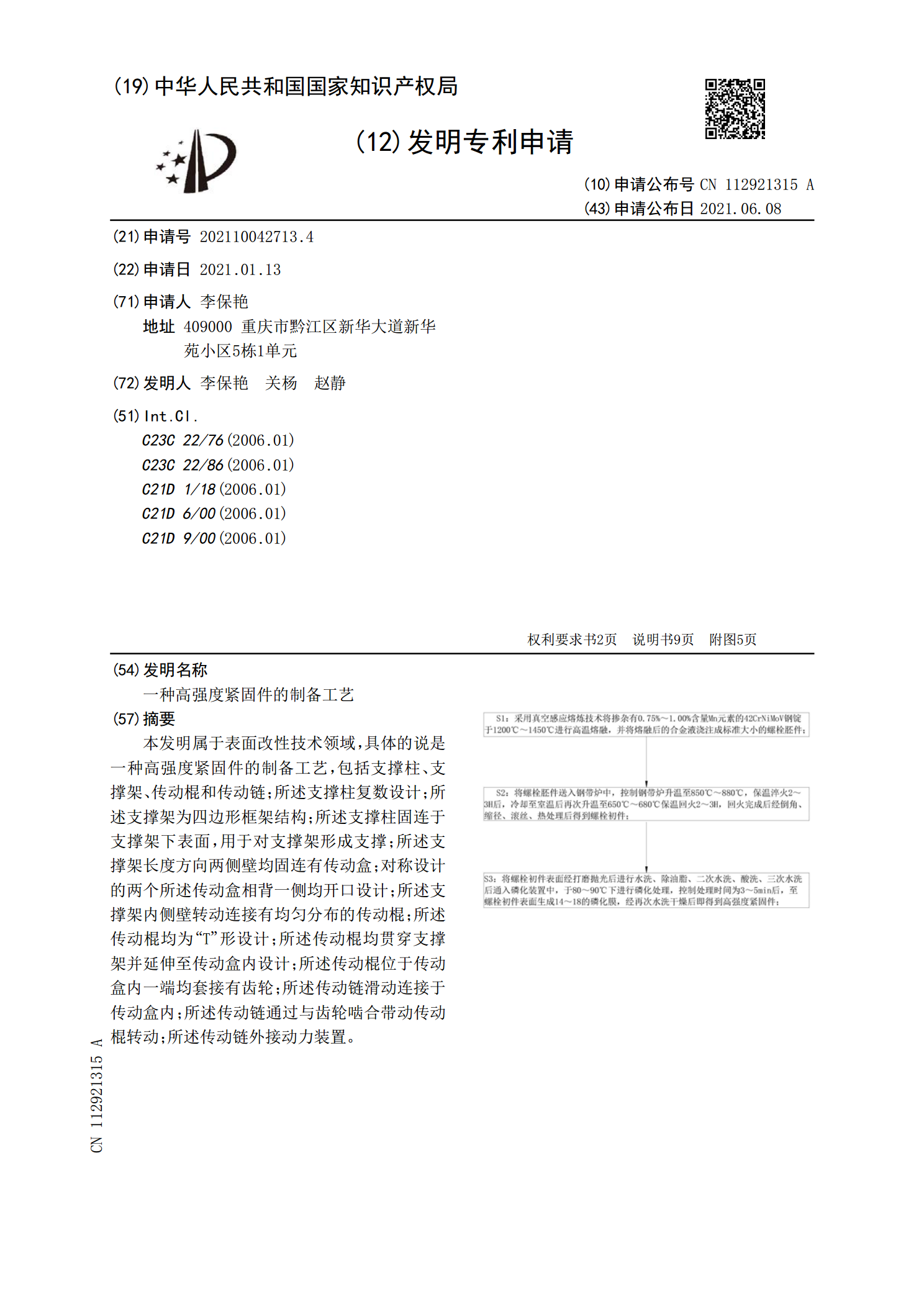
本发明属于表面改性技术领域,具体的说是一种高强度紧固件的制备工艺,包括支撑柱、支撑架、传动棍和传动链;所述支撑柱复数设计;所述支撑架为四边形框架结构;所述支撑柱固连于支撑架下表面,用于对支撑架形成支撑;所述支撑架长度方向两侧壁均固连有传动盒;对称设计的两个所述传动盒相背一侧均开口设计;所述支撑架内侧壁转动连接有均匀分布的传动棍;所述传动棍均为“T”形设计;所述传动棍均贯穿支撑架并延伸至传动盒内设计;所述传动棍位于传动盒内一端均套接有齿轮;所述传动链滑动连接于传动盒内;所述传动链通过与齿轮啮合带动传动棍转动
一种高强度紧固件淬火工艺.pdf
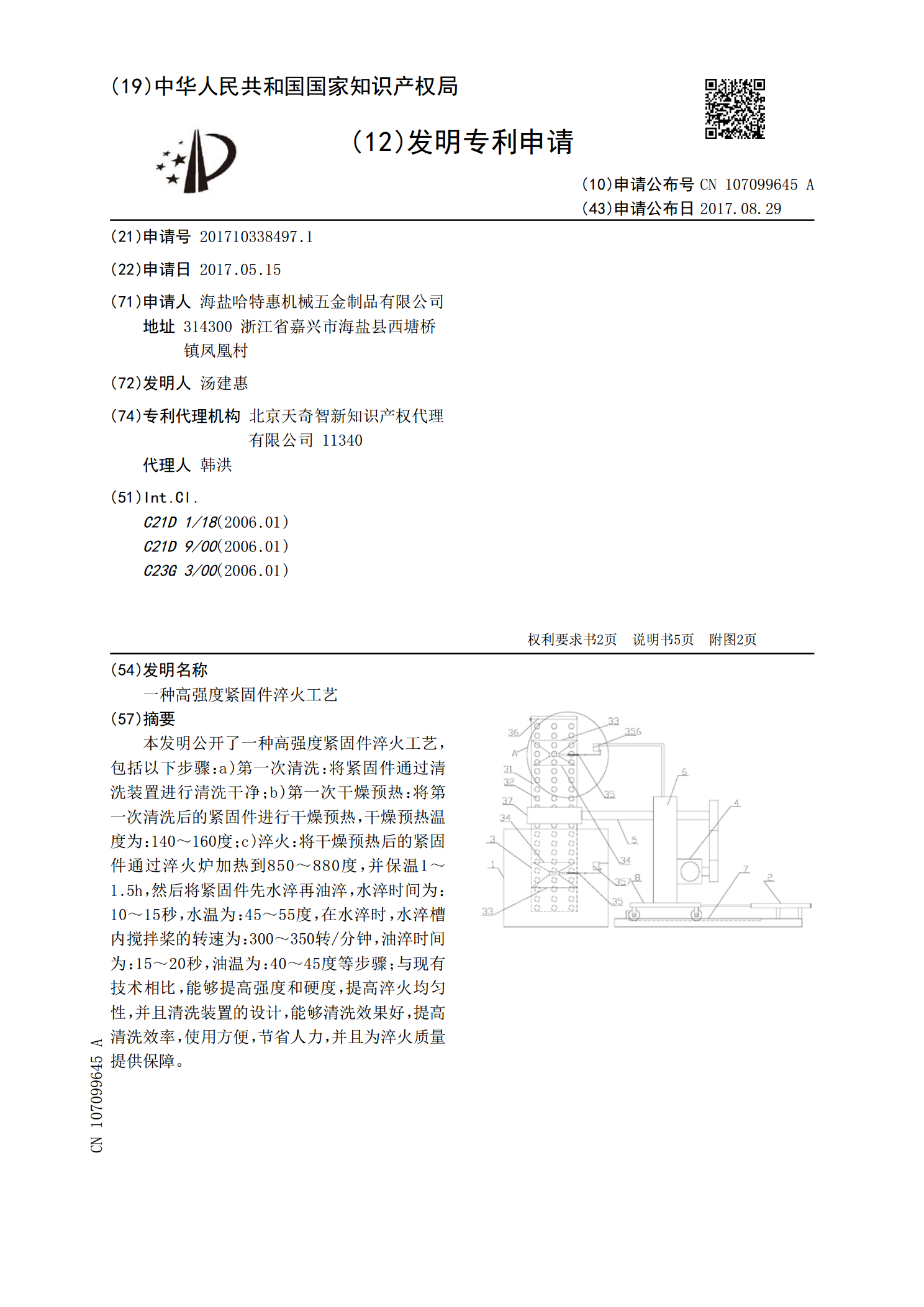
本发明公开了一种高强度紧固件淬火工艺,包括以下步骤:a)第一次清洗:将紧固件通过清洗装置进行清洗干净;b)第一次干燥预热:将第一次清洗后的紧固件进行干燥预热,干燥预热温度为:140~160度;c)淬火:将干燥预热后的紧固件通过淬火炉加热到850~880度,并保温1~1.5h,然后将紧固件先水淬再油淬,水淬时间为:10~15秒,水温为:45~55度,在水淬时,水淬槽内搅拌桨的转速为:300~350转/分钟,油淬时间为:15~20秒,油温为:40~45度等步骤;与现有技术相比,能够提高强度和硬度,提高淬火均匀