
一种冷轧板连续退火炉炉辊结瘤的清除工具.pdf

Ja****44

1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种冷轧板连续退火炉炉辊结瘤的清除工具.pdf
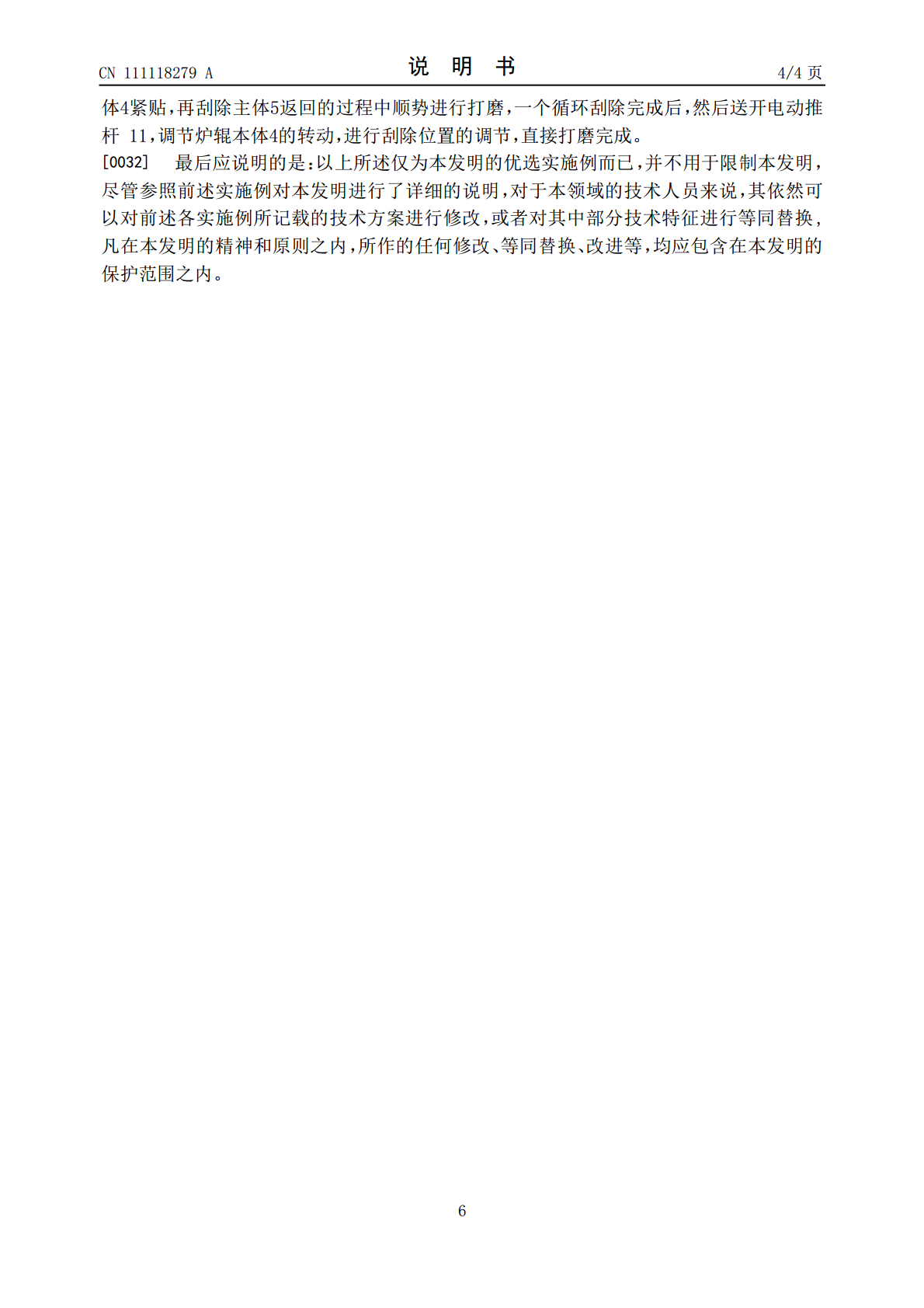
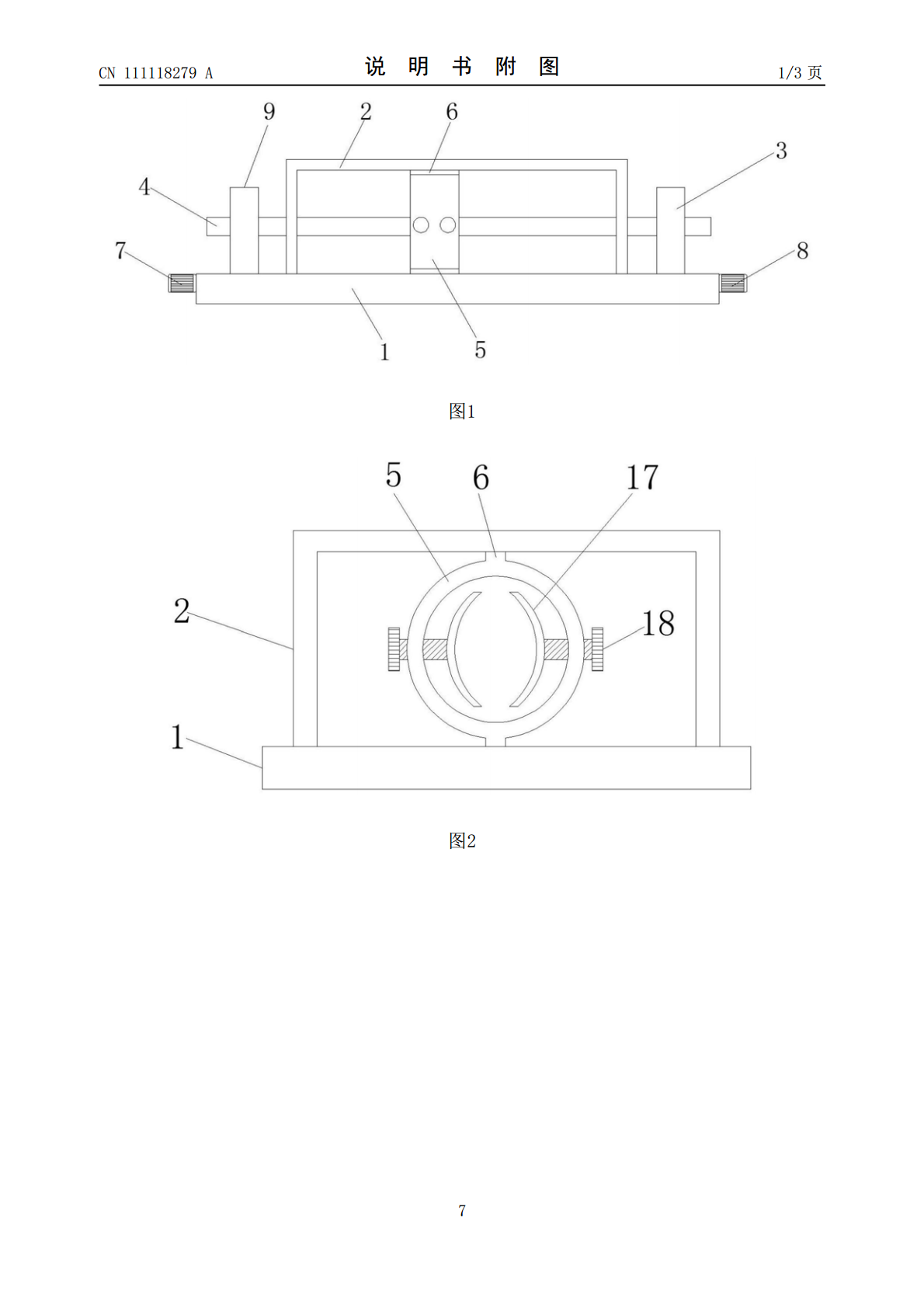
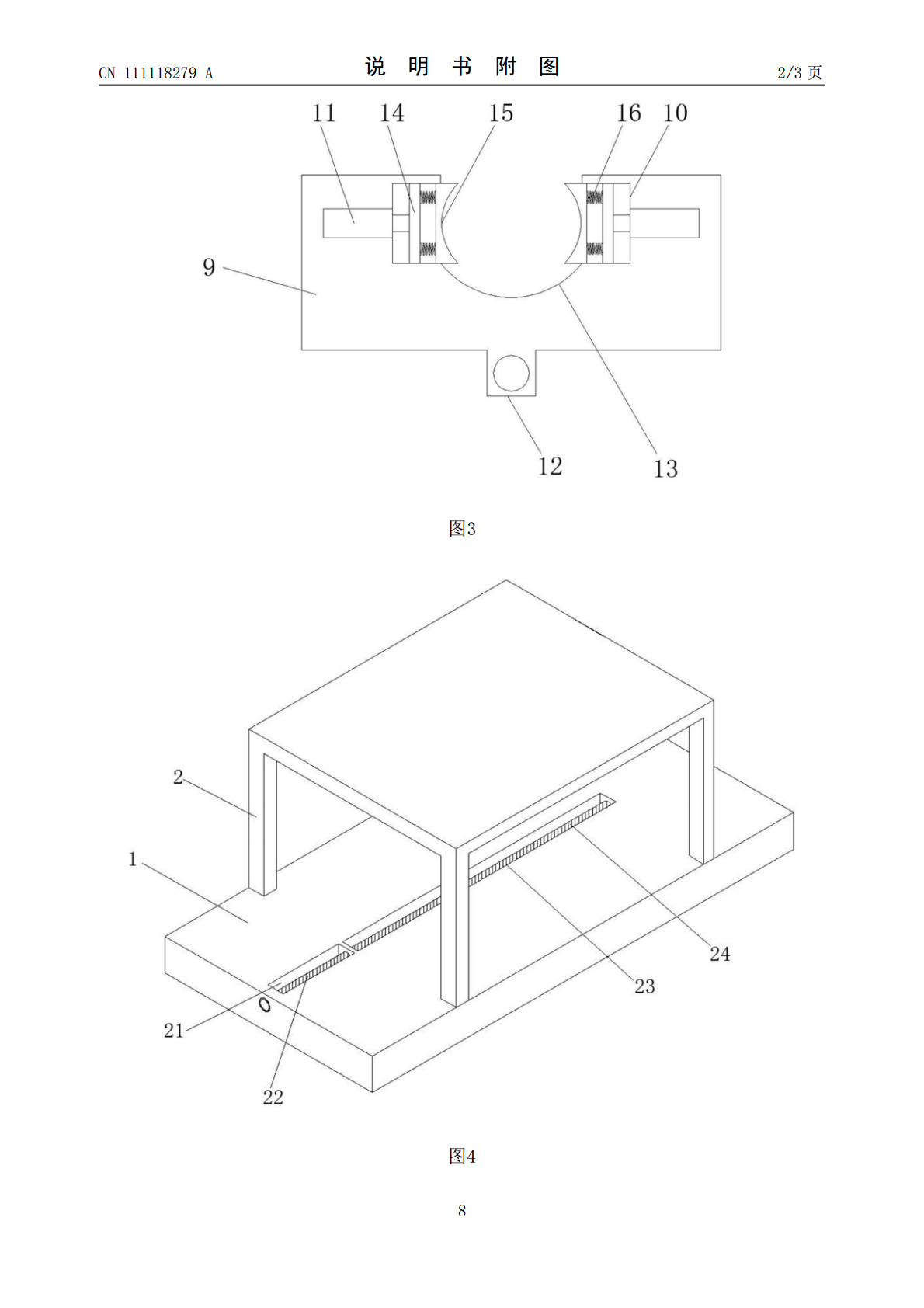
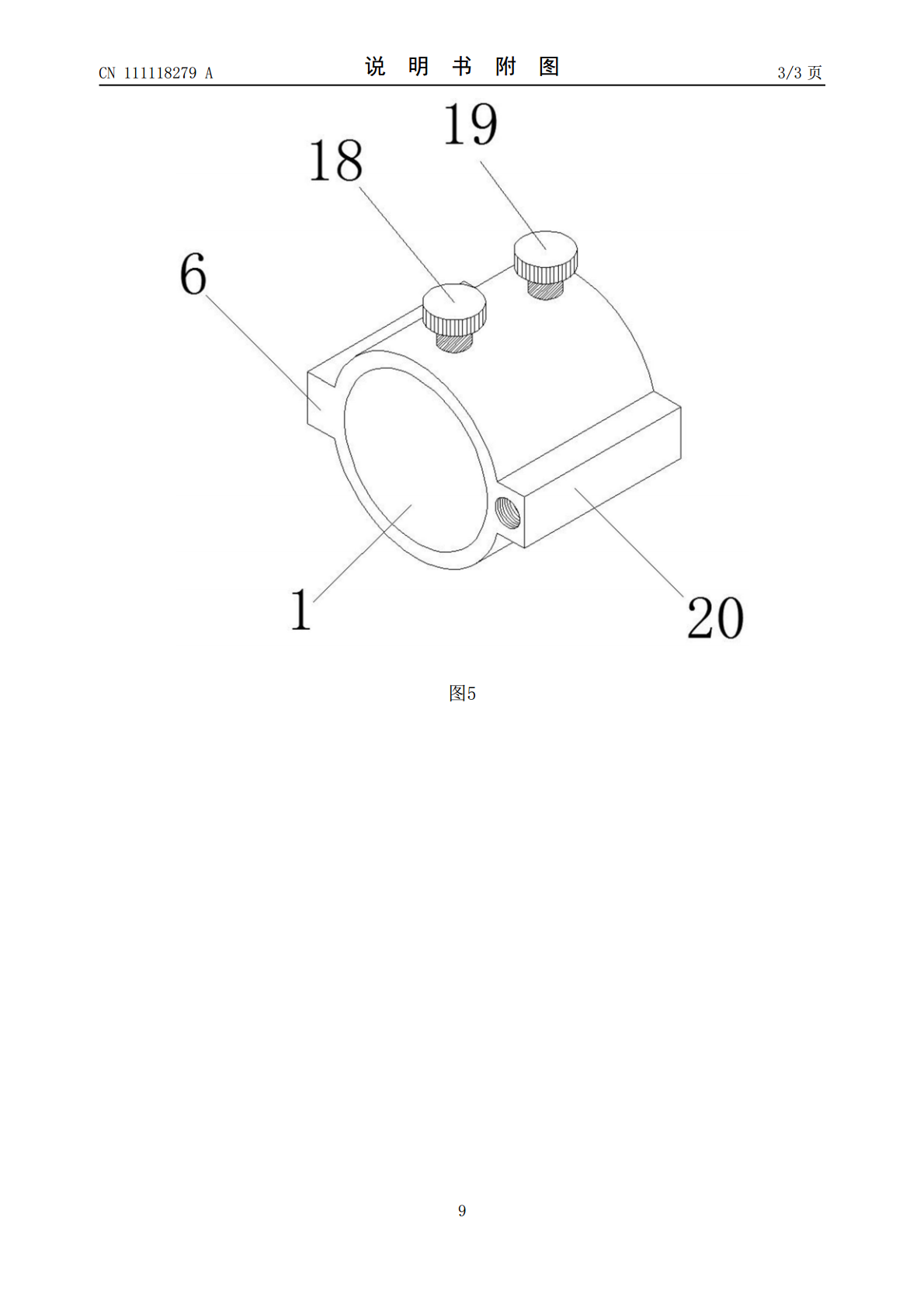
本发明公开了一种冷轧板连续退火炉炉辊结瘤的清除工具,包括底板、支撑顶框和固定炉辊本体的滑动夹座以及固定夹座,所述固定夹座和滑动夹座分别设置在底板的上端面两侧,其中固定夹座与底板固定连接,滑动夹座通过驱动组件在底板上滑动设置,所述支撑顶框为顶部密封的矩形框状结构,其固定在固定夹座和滑动夹座之间的底板上,且支撑顶框内安装有对炉辊本体表面刮除的刮除主体,所述刮除主体呈横向放置的中空管状结构,且刮除主体的顶端凸出设有与支撑顶框滑动设置的导向凸起。该冷轧板连续退火炉炉辊结瘤的清除工具,能够实现对炉辊本体上结瘤进行自
硅钢连续退火炉炉辊结瘤清除装置.pdf
本发明提供硅钢连续退火炉炉辊结瘤清除装置,包括设置在退火炉的炉辊一侧的毛刷辊和炉内的露点仪,所述毛刷辊的毛刷顶端与炉辊的转动表面之间为线接触;所述毛刷辊通过传动电机驱动,毛刷辊与炉辊的旋转方向相反;所述传动电机上连接电流显示表。本发明具有的优点和积极效果是:由于采用上述技术方案,炉辊结瘤频率从7天换辊一次延长到15天换辊一次,提高机组作业率10%。
抑制连续退火炉炉辊结瘤的方法.pdf
本发明公开了一种抑制连续退火炉炉辊结瘤的方法,其采用酸洗轧制联合机组和连续退火机组,所述方法工艺为:所述酸洗轧制联合机组中采用5机架连轧机组;所述连轧机组中至少F1~F3的工作辊进行镀Cr处理,镀Cr后轧辊硬度不低于900Hv;F1工作辊粗糙度控制在0.3~1.3微米,F2~F4工作辊的粗糙度控制在≤1.1微米,F5机架工作辊的粗糙度控制在2.0~5.0微米。本方法不涉及修改炉辊涂层成分,通过对两个工序过程各个参数的控制,从而抑制炉辊结瘤,达到了延长退火炉炉辊使用寿命的目的。采用本方法后可以达到抑制发生连
抑制连续退火炉炉辊结瘤的方法.pdf
本发明公开了一种抑制连续退火炉炉辊结瘤的方法,其采用酸洗轧制联合机组和连续退火机组,所述方法工艺为:所述酸洗轧制联合机组中采用5机架连轧机组;所述连轧机组中至少F1~F3的工作辊进行镀Cr处理,镀Cr后轧辊硬度不低于900Hv;F1工作辊粗糙度控制在0.3~1.3微米,F2~F4工作辊的粗糙度控制在≤1.1微米,F5机架工作辊的粗糙度控制在2.0~5.0微米。本方法不涉及修改炉辊涂层成分,通过对两个工序过程各个参数的控制,从而抑制炉辊结瘤,达到了延长退火炉炉辊使用寿命的目的。采用本方法后可以达到抑制发生连
一种清除炉辊结瘤的方法.pdf
本申请涉及一种清除炉辊结瘤的方法,所述方法包括:控制炉辊温度和/或结瘤体温度,以使所述炉辊温度与所述结瘤体温度间的温度差达到设定温差;控制所述炉辊在与带钢接触面上的炉辊线速度和/或所述炉辊上的所述带钢的带钢线速度,以使所述炉辊线速度与所述带钢线速度间的速度差达到设定速度差。该方法能够实现全炉段同时进行炉辊结瘤清除;避免了高温人工作业等安全隐患;能够在不停炉的状态下,进行炉辊结瘤的清除工作,将生产效率大幅提升,同时运行成本大幅降低。