
一种清除炉辊结瘤的方法.pdf

一条****涛k

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种清除炉辊结瘤的方法.pdf
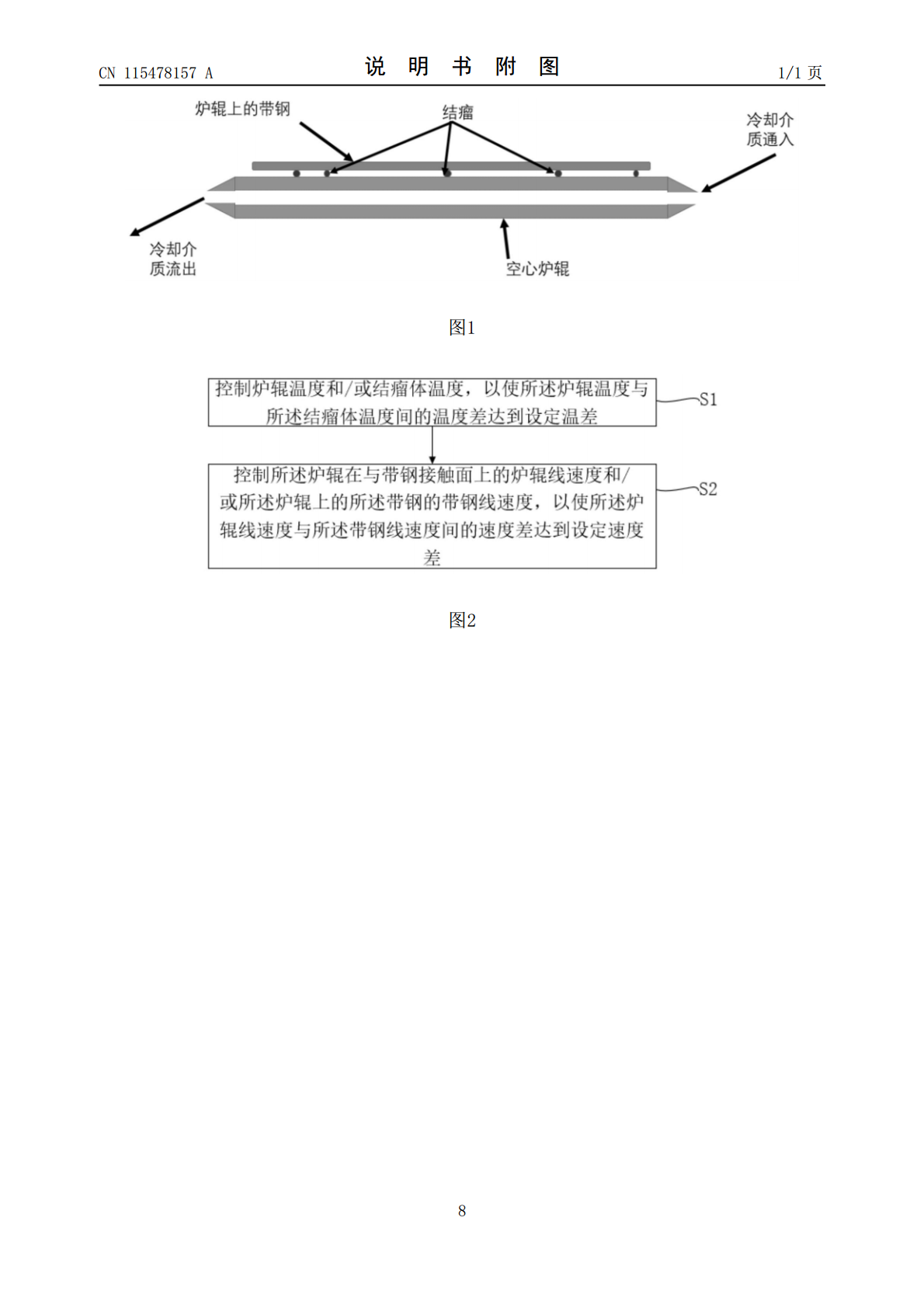
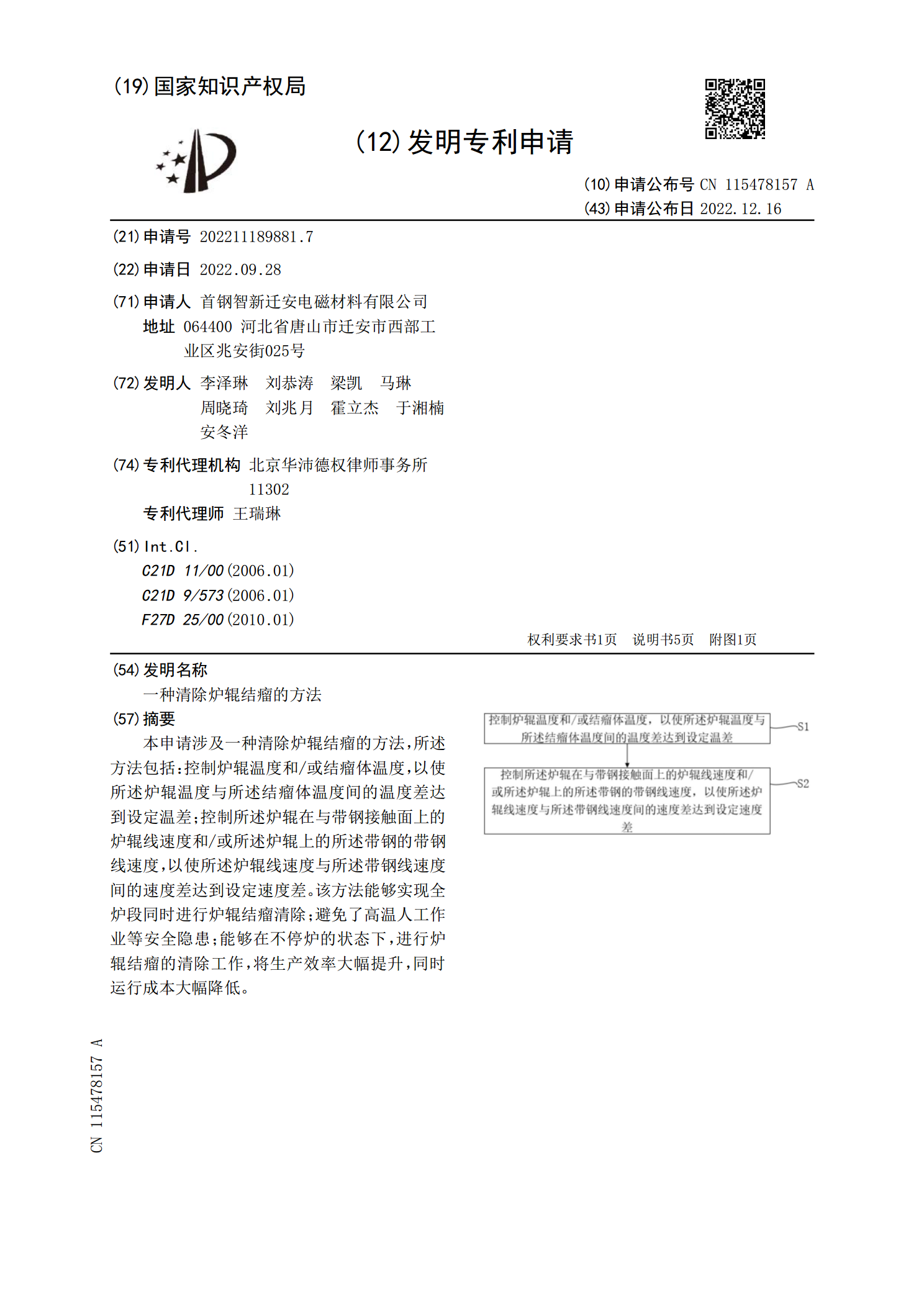
本申请涉及一种清除炉辊结瘤的方法,所述方法包括:控制炉辊温度和/或结瘤体温度,以使所述炉辊温度与所述结瘤体温度间的温度差达到设定温差;控制所述炉辊在与带钢接触面上的炉辊线速度和/或所述炉辊上的所述带钢的带钢线速度,以使所述炉辊线速度与所述带钢线速度间的速度差达到设定速度差。该方法能够实现全炉段同时进行炉辊结瘤清除;避免了高温人工作业等安全隐患;能够在不停炉的状态下,进行炉辊结瘤的清除工作,将生产效率大幅提升,同时运行成本大幅降低。
一种在线清除热处理炉炉底辊结瘤的装置及方法.pdf
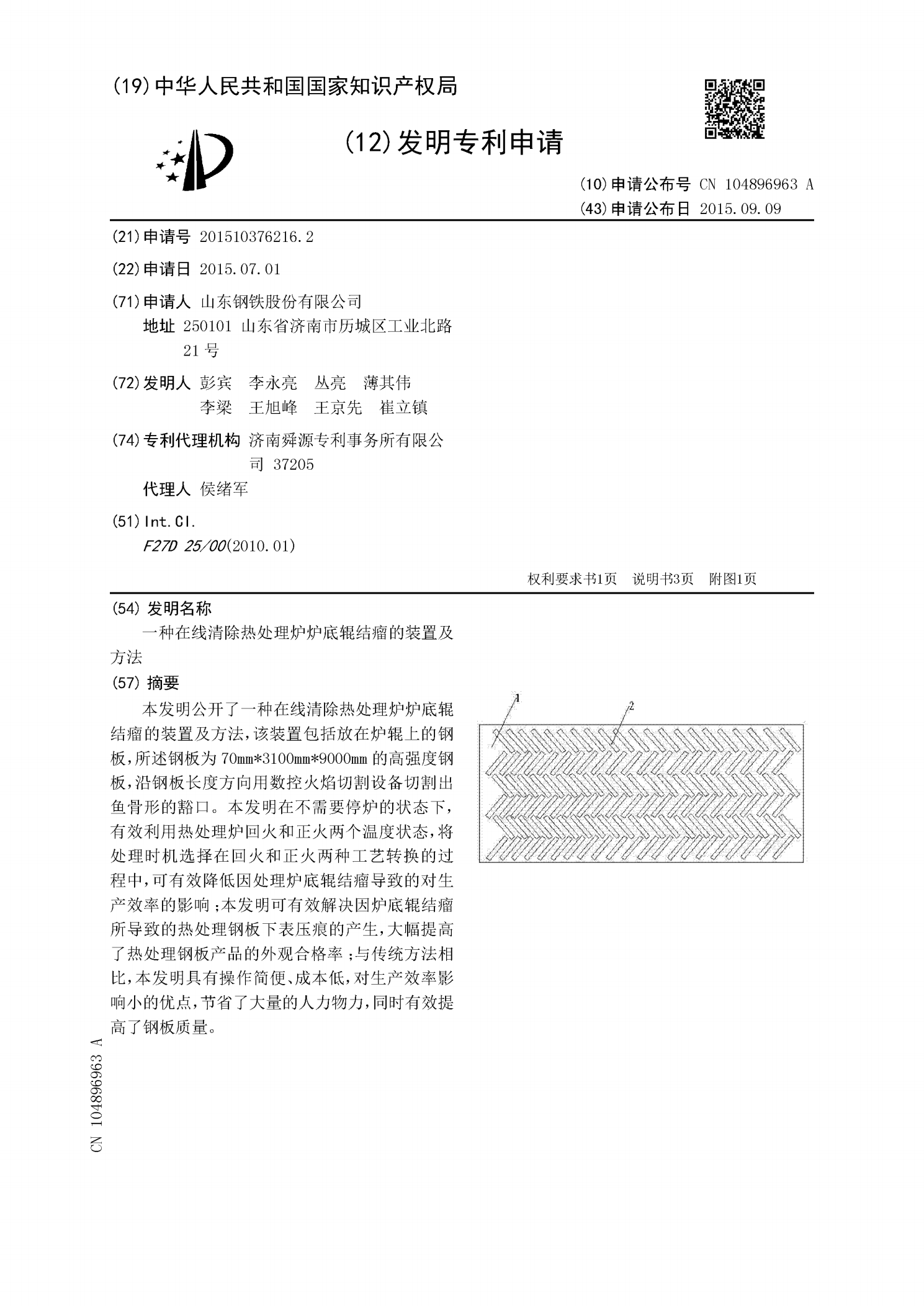
本发明公开了一种在线清除热处理炉炉底辊结瘤的装置及方法,该装置包括放在炉辊上的钢板,所述钢板为70mm*3100mm*9000mm的高强度钢板,沿钢板长度方向用数控火焰切割设备切割出鱼骨形的豁口。本发明在不需要停炉的状态下,有效利用热处理炉回火和正火两个温度状态,将处理时机选择在回火和正火两种工艺转换的过程中,可有效降低因处理炉底辊结瘤导致的对生产效率的影响;本发明可有效解决因炉底辊结瘤所导致的热处理钢板下表压痕的产生,大幅提高了热处理钢板产品的外观合格率;与传统方法相比,本发明具有操作简便、成本低,对生
一种高温快速清除热处理炉炉底辊结瘤的方法.pdf
本发明提供一种高温快速清除热处理炉炉底辊结瘤的方法,本发明利用合理的趟炉制度,在生产过程中不需要升降温,通过趟炉用钢板在炉内的反复运动和炉底辊与趟炉用钢板之间的摩擦,以及使炉底辊表面产生温降,利用结瘤和炉底辊膨胀系数不同,可使部分结瘤脱落能,快速清除炉底辊结瘤。有效降低了因处理结瘤导致的对生产效率的影响和成本浪费。与传统方法相比,本发明具有处理时间短,操作简便,不需要额外设备等特点。提高了生产效率,减少了能源浪费,通知有效提高了钢板表面质量。

一种缓解炉辊结瘤程度及炉辊结瘤后处理的方法.pdf
本发明涉及一种缓解炉辊结瘤程度及炉辊结瘤后处理的方法,适用于冷轧硅钢生产过程;包括:1)严格控制热轧原料钢板氧化铁皮;2)常化炉加热温度控制;3)氧化气氛控制;4)出钢钢板温度控制;5)生产作业顺序控制:6)定期磨辊;7)定期测量在线炉辊的直径,对于磨损后直径有变化的炉辊进行转数调整;本发明通过优化生产工艺流程及工艺参数,根据炉辊结瘤情况采取不同处理方法,可有效缓解炉辊结瘤程度,加快生产节奏,提高冷轧硅钢的成品率,降低生产成本。
一种缓解炉辊结瘤程度及炉辊结瘤后处理的方法.pdf
本发明涉及一种缓解炉辊结瘤程度及炉辊结瘤后处理的方法,适用于冷轧硅钢生产过程;包括:1)严格控制热轧原料钢板氧化铁皮;2)常化炉加热温度控制;3)氧化气氛控制;4)出钢钢板温度控制;5)生产作业顺序控制:6)定期磨辊;7)定期测量在线炉辊的直径,对于磨损后直径有变化的炉辊进行转数调整;本发明通过优化生产工艺流程及工艺参数,根据炉辊结瘤情况采取不同处理方法,可有效缓解炉辊结瘤程度,加快生产节奏,提高冷轧硅钢的成品率,降低生产成本。