
轧钢加热炉步距补偿方法和系统.pdf

俊凤****bb

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
轧钢加热炉步距补偿方法和系统.pdf
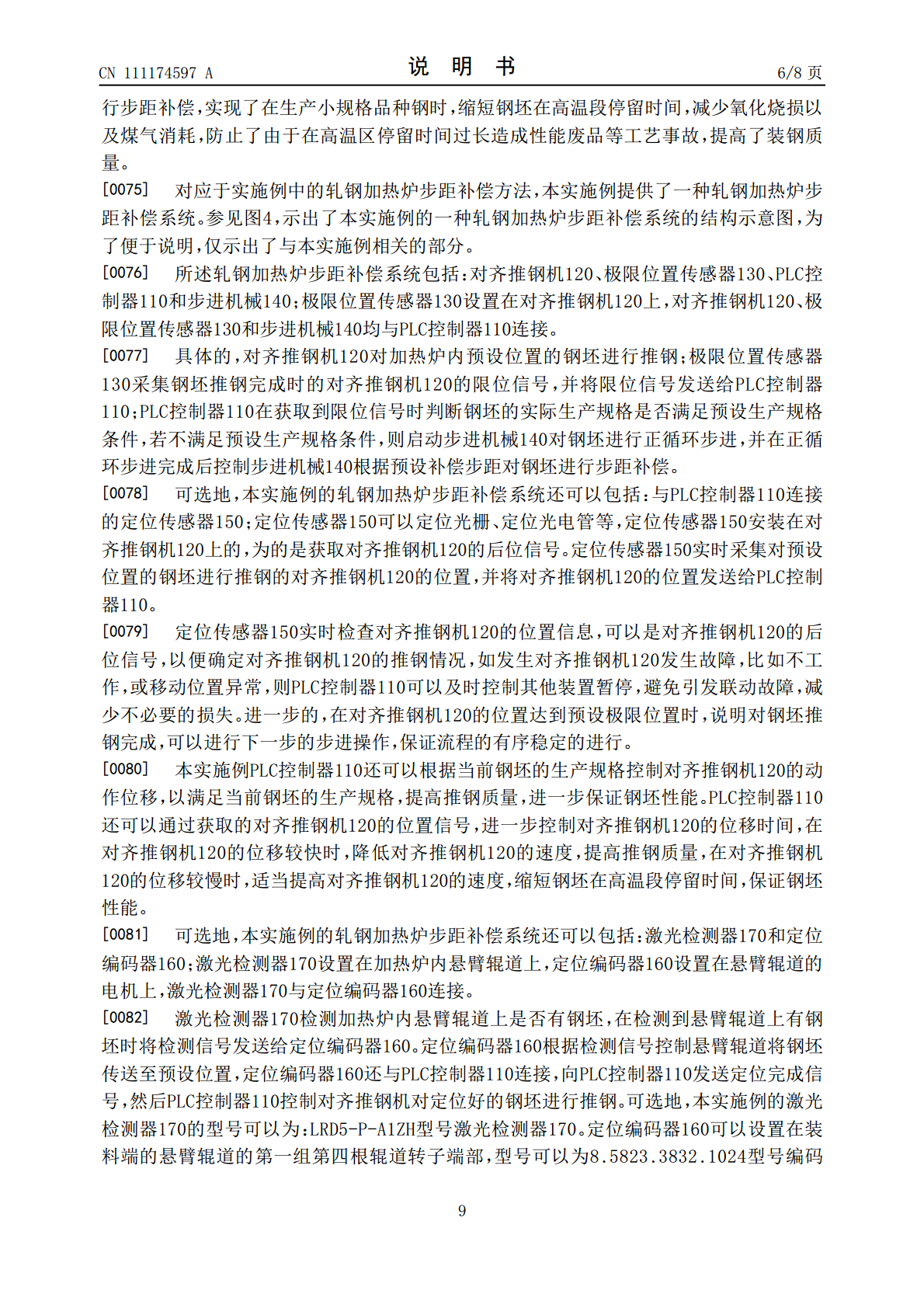
本发明适用于轧钢技术领域,提供了一种轧钢加热炉步距补偿方法和系统。该方法主要包括:获取加热炉内预设位置的钢坯推钢完成时的对齐推钢机的限位信号;在获取到所述限位信号时判断所述钢坯是否满足预设生产规格条件;若不满足预设生产规格条件,则启动步进机械对所述钢坯进行正循环步进,并在所述正循环步进完成后控制所述步进机械根据预设补偿步距进行步距补偿。本发明可以在生产小规格品种钢时,缩短钢坯在高温段停留时间,减少氧化烧损以及煤气消耗,防止由于在高温区停留时间过长造成性能废品等工艺事故,提高钢坯性能。
一种轧钢加热炉和轧钢系统.pdf
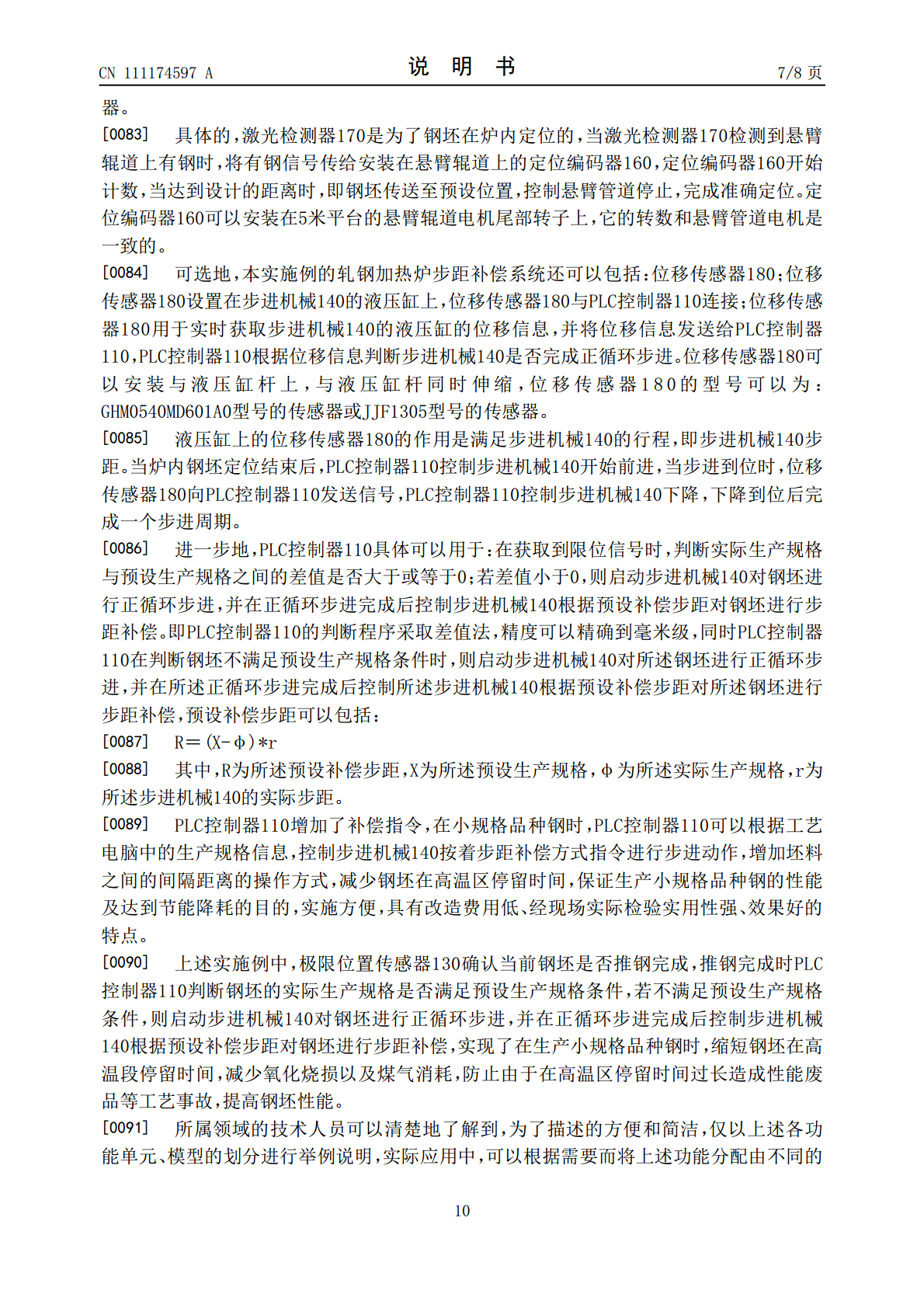
本发明公开了一种轧钢加热炉和轧钢系统。该轧钢加热炉包括炉体,炉体内腔通过隔墙划分为预热段、加热段和均热段,均热段设置有平焰烧嘴且采用比例控制方式;设置于加热段和均热段的温度传感器;能够与温度传感器进行信号传输的中央控制系统,中央控制系统能够根据温度信息显示的温度值控制加热段和均热段的燃料量输入。中央控制系统通过温度传感器采集的文温度信息控制加热段或者均热段适应性增加或者减小燃烧量输入,实现了炉体内腔温度自动调节,提高了炉体内腔温度的均匀性,使得坯料的受热均匀性和组织均匀性均提高,提高了轧制件的质量,降低了
加热炉变步距装料的控制方法及装置.pdf
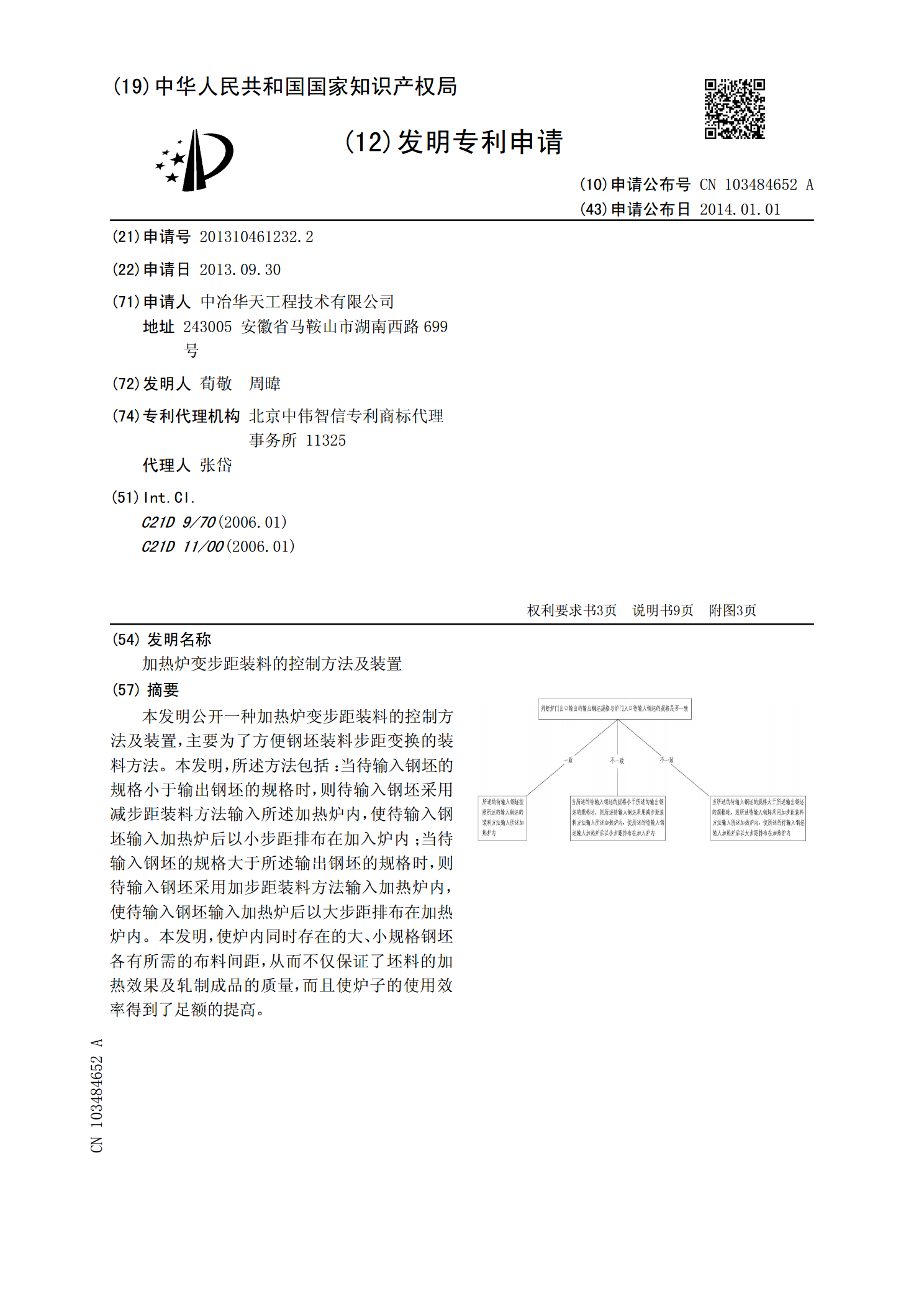
本发明公开一种加热炉变步距装料的控制方法及装置,主要为了方便钢坯装料步距变换的装料方法。本发明,所述方法包括:当待输入钢坯的规格小于输出钢坯的规格时,则待输入钢坯采用减步距装料方法输入所述加热炉内,使待输入钢坯输入加热炉后以小步距排布在加入炉内;当待输入钢坯的规格大于所述输出钢坯的规格时,则待输入钢坯采用加步距装料方法输入加热炉内,使待输入钢坯输入加热炉后以大步距排布在加热炉内。本发明,使炉内同时存在的大、小规格钢坯各有所需的布料间距,从而不仅保证了坯料的加热效果及轧制成品的质量,而且使炉子的使用效率得到
轧钢加热炉板坯加热控制方法及系统.pdf
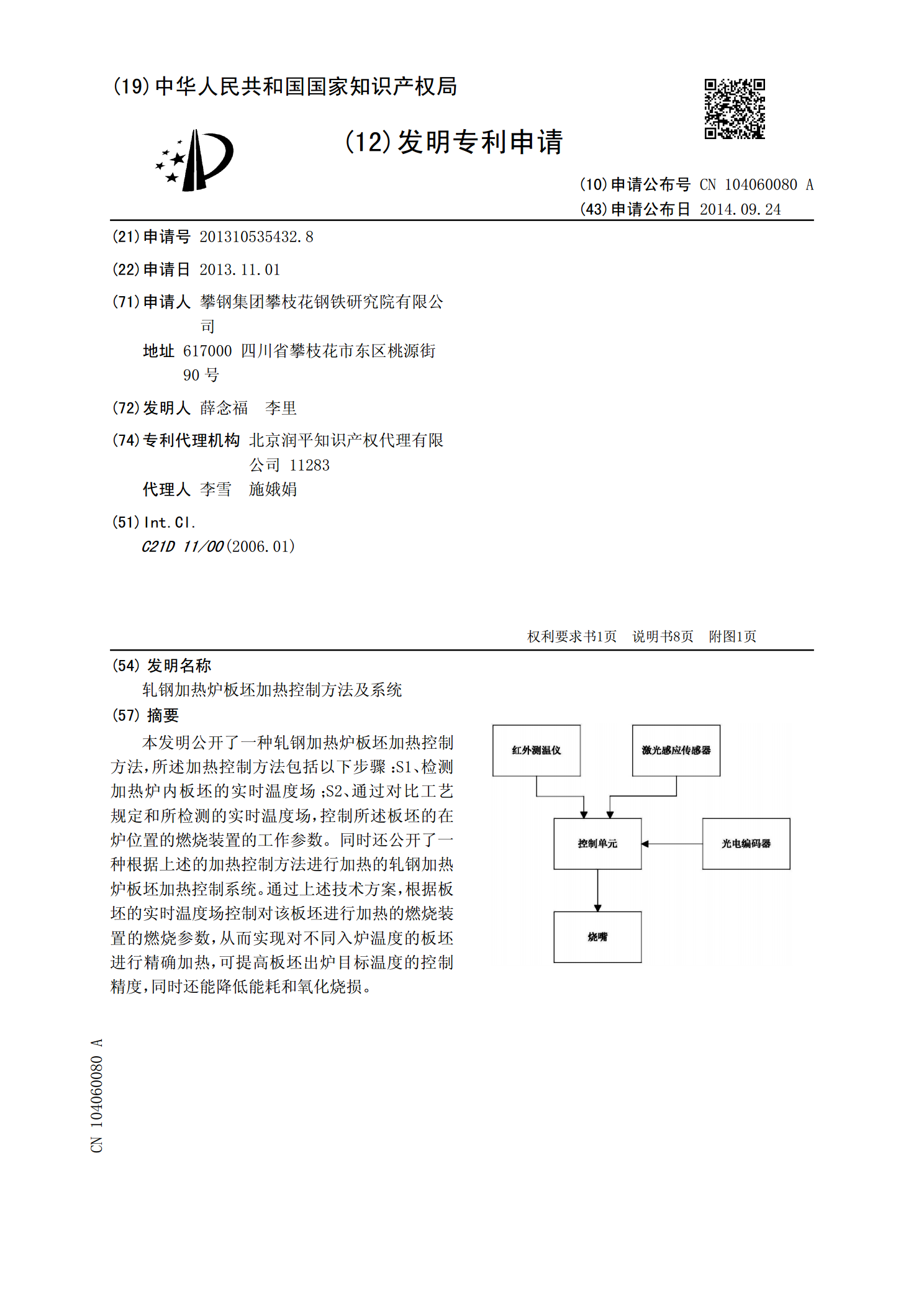
本发明公开了一种轧钢加热炉板坯加热控制方法,所述加热控制方法包括以下步骤:S1、检测加热炉内板坯的实时温度场;S2、通过对比工艺规定和所检测的实时温度场,控制所述板坯的在炉位置的燃烧装置的工作参数。同时还公开了一种根据上述的加热控制方法进行加热的轧钢加热炉板坯加热控制系统。通过上述技术方案,根据板坯的实时温度场控制对该板坯进行加热的燃烧装置的燃烧参数,从而实现对不同入炉温度的板坯进行精确加热,可提高板坯出炉目标温度的控制精度,同时还能降低能耗和氧化烧损。
轧钢加热炉及节能方法.pdf
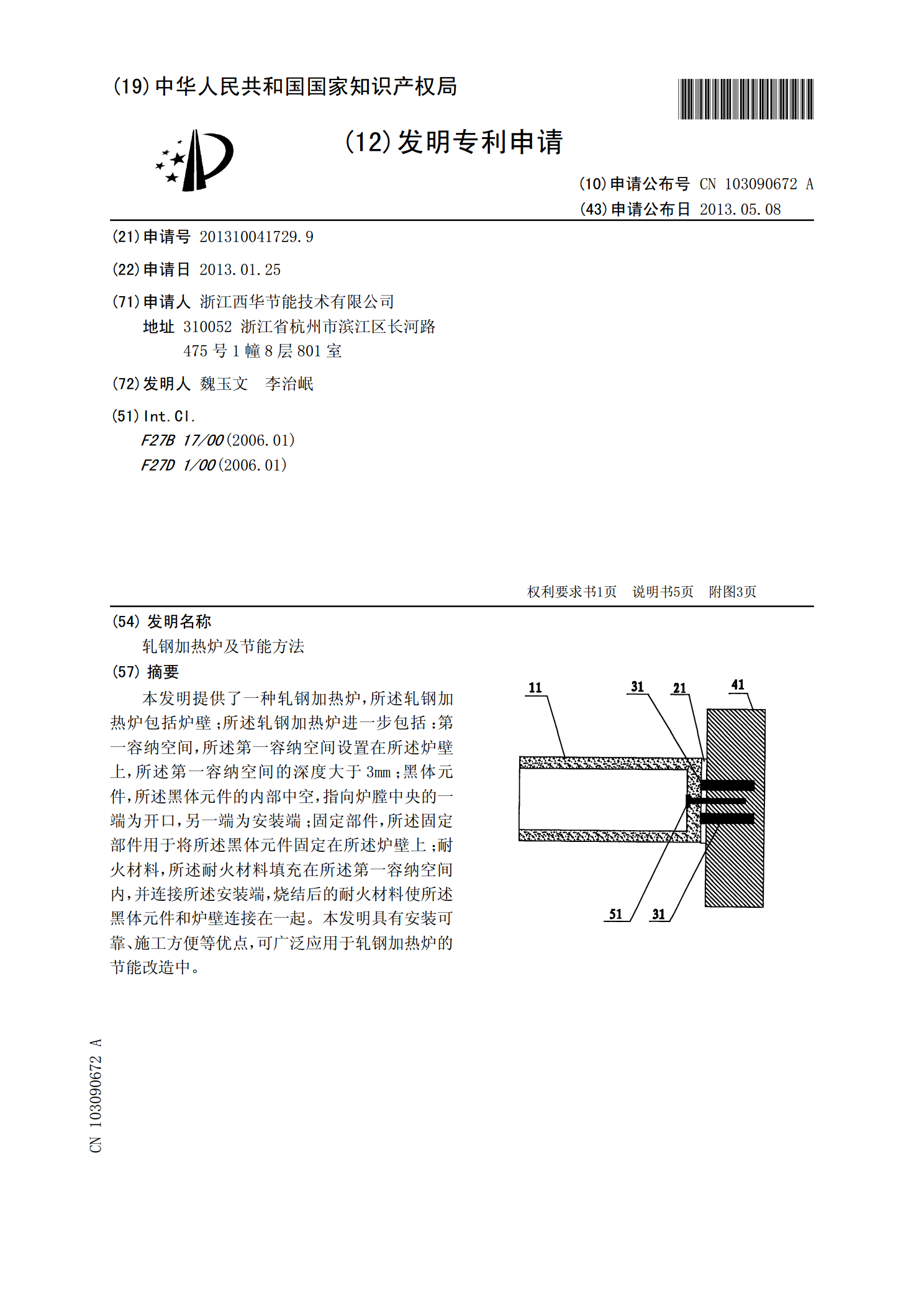
本发明提供了一种轧钢加热炉,所述轧钢加热炉包括炉壁;所述轧钢加热炉进一步包括:第一容纳空间,所述第一容纳空间设置在所述炉壁上,所述第一容纳空间的深度大于3mm;黑体元件,所述黑体元件的内部中空,指向炉膛中央的一端为开口,另一端为安装端;固定部件,所述固定部件用于将所述黑体元件固定在所述炉壁上;耐火材料,所述耐火材料填充在所述第一容纳空间内,并连接所述安装端,烧结后的耐火材料使所述黑体元件和炉壁连接在一起。本发明具有安装可靠、施工方便等优点,可广泛应用于轧钢加热炉的节能改造中。