
一种锅炉省煤器管路制造加工成型方法.pdf

是你****深呀

1/10
2/10
3/10

4/10

5/10
6/10

7/10

8/10

9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种锅炉省煤器管路制造加工成型方法.pdf
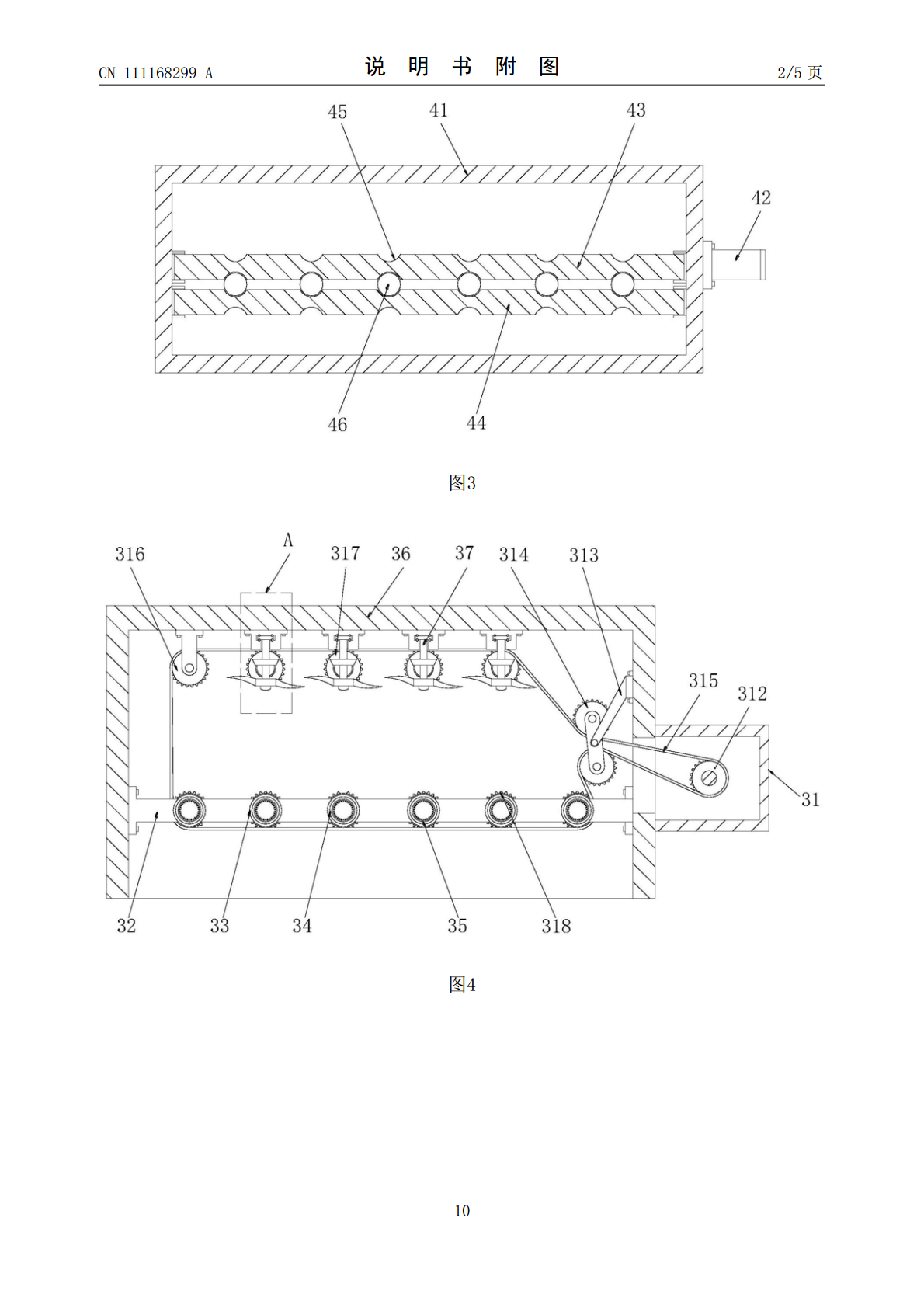
本发明涉及一种锅炉省煤器管路制造加工成型方法,包括支撑台面、承托板、清洁机构、输送机构、放置板、支撑辊和定位固定机构,所述支撑台面的一端焊接有承托板,承托板的一端安装有清洁机构,清洁机构的侧壁连接有输送机构,输送机构的一侧安装有放置板,支撑台面的两侧均安装有定位固定机构,支撑辊通过固定架安装在支撑台面的两端,金属外壳A焊接在承托板的一端,金属外壳A的一端设置有驱动单元,金属外壳A的内部活动安装有承托杆,承托杆的内部等间距嵌入有轴承,本发明,可实现翅片的快速安装,且安装装置稳定性强,翅片不会出现晃动,同时,
一种锅炉省煤器制造成型加工机械及成型加工方法.pdf
本发明涉及一种锅炉省煤器制造成型加工机械及成型加工方法,包括底座、固定装置和倒角装置,所述的底座的下端与已有地面相连,底座的上端安装有固定装置,固定装置的前后两侧对称设置有倒角装置,本发明通过承托架、环形齿轮、卡接杆和抱箍之间的相互配合,可对该锅炉省煤器的钢管进行固定,以免钢管发生晃动,同时设置承托台可对该锅炉省煤器的钢管起到承托的作用,使得加工过程更加稳定,且通过抱箍与卡接杆之间的配合,可便于工人快速拆装抱箍,加快固定速率,以提高加工效率,同时通过设置多个环形齿轮和抱箍可实现对钢管进行批量化倒角,进而可

一种锅炉省煤器制造加工方法.pdf
本发明涉及一种锅炉省煤器制造加工方法,其使用了一种批量焊接设备,该批量焊接设备包括基座、支板、调节装置、固定装置与移动装置,本发明采用的调节装置,通过顺时针转动左侧支撑座上的中心轴,左侧支撑座上的中心轴转动带动凸轮向右转动,从而实现对翅片管与大批量翅片焊接时,翅片的焊接间距进行调整,采用的固定装置,通过转动多段双向螺杆,从而实现对多个翅片进行焊接前的固定,使多个翅片同步进行快速固定,采用的弧形焊接单元,转动调向杆,调向杆转动带动连杆移动从而带动焊枪进行角度调节,使焊枪对准翅片管与翅片的连接处,开启电动滑块

一种锅炉省煤器成型制作装置及其方法.pdf
本发明涉及一种锅炉省煤器成型制作装置及其方法,包括底板、折弯单元、辅助单元和支撑单元,所述的底板上端安装有折弯单元,折弯单元右端安装有辅助单元,折弯单元后方设置有支撑单元。本发明可以解决现有的设备在针对省煤器管件进行折弯成型处理时,不能在折弯时对省煤器管件折弯处的管径进行保护,从而破坏了管件结构的完整性,易出现管件不能使用的现象,导致材料的浪费,降低了省煤器管件折弯成型的效果,同时,在省煤器管件折弯时易出现折弯过渡的现象,从而导致了省煤器管件之间宽度的不一致,并且不能确保折弯的省煤器管件处于水平,不便于省

一种锅炉省煤器制造焊接工艺.pdf
本发明提供了一种锅炉省煤器制造焊接工艺,该种锅炉省煤器制造焊接工艺采用如下设备进行焊接,该设备包括底座、固定装置和焊接装置,所述的底座的下端与已有地面相连,底座的上端安装有固定装置,固定装置的上方设置有焊接装置,本发明通过支撑板和固定板之间的配合,可对锅炉省煤器中钢管与肋板的组合体进行支撑,通过固定杆与弧形块之间的配合,可对钢管进行限位固定,且通过圆弧槽可使得支撑台与钢管之间的贴合程度更高,同时通过设置一号海绵可增大钢管与圆弧槽之间的摩擦力,以免钢管在对位和焊接的过程中与圆弧槽之间发生相对滑动或者晃动,而