
一种锅炉省煤器制造焊接工艺.pdf

新月****姐a


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种锅炉省煤器制造焊接工艺.pdf
本发明提供了一种锅炉省煤器制造焊接工艺,该种锅炉省煤器制造焊接工艺采用如下设备进行焊接,该设备包括底座、固定装置和焊接装置,所述的底座的下端与已有地面相连,底座的上端安装有固定装置,固定装置的上方设置有焊接装置,本发明通过支撑板和固定板之间的配合,可对锅炉省煤器中钢管与肋板的组合体进行支撑,通过固定杆与弧形块之间的配合,可对钢管进行限位固定,且通过圆弧槽可使得支撑台与钢管之间的贴合程度更高,同时通过设置一号海绵可增大钢管与圆弧槽之间的摩擦力,以免钢管在对位和焊接的过程中与圆弧槽之间发生相对滑动或者晃动,而

一种锅炉省煤器制造加工方法.pdf
本发明涉及一种锅炉省煤器制造加工方法,其使用了一种批量焊接设备,该批量焊接设备包括基座、支板、调节装置、固定装置与移动装置,本发明采用的调节装置,通过顺时针转动左侧支撑座上的中心轴,左侧支撑座上的中心轴转动带动凸轮向右转动,从而实现对翅片管与大批量翅片焊接时,翅片的焊接间距进行调整,采用的固定装置,通过转动多段双向螺杆,从而实现对多个翅片进行焊接前的固定,使多个翅片同步进行快速固定,采用的弧形焊接单元,转动调向杆,调向杆转动带动连杆移动从而带动焊枪进行角度调节,使焊枪对准翅片管与翅片的连接处,开启电动滑块
一种锅炉省煤器管路制造加工成型方法.pdf
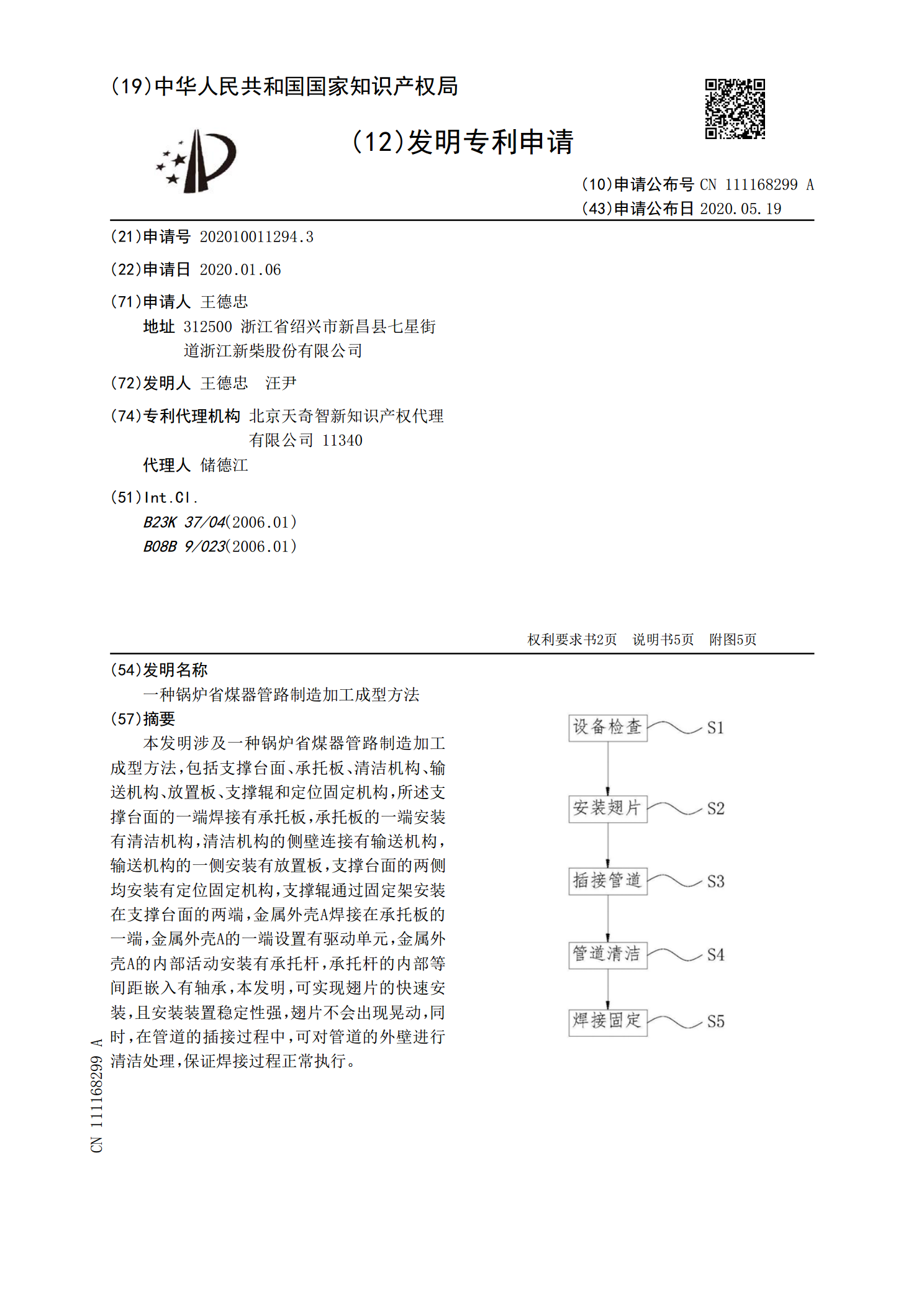
本发明涉及一种锅炉省煤器管路制造加工成型方法,包括支撑台面、承托板、清洁机构、输送机构、放置板、支撑辊和定位固定机构,所述支撑台面的一端焊接有承托板,承托板的一端安装有清洁机构,清洁机构的侧壁连接有输送机构,输送机构的一侧安装有放置板,支撑台面的两侧均安装有定位固定机构,支撑辊通过固定架安装在支撑台面的两端,金属外壳A焊接在承托板的一端,金属外壳A的一端设置有驱动单元,金属外壳A的内部活动安装有承托杆,承托杆的内部等间距嵌入有轴承,本发明,可实现翅片的快速安装,且安装装置稳定性强,翅片不会出现晃动,同时,

焊接锅炉管制造工艺研究.docx
焊接锅炉管制造工艺研究焊接锅炉管制造工艺研究摘要:本论文主要针对焊接锅炉管的制造工艺进行研究。首先介绍了焊接锅炉管的应用领域和重要性,然后分析了当前存在的问题和挑战。接着探讨了焊接工艺选型、材料选择以及焊接参数的影响等关键因素,并结合实际案例和数据进行了详细阐述。最后,综合总结了现有研究成果,提出了未来的研究方向和发展趋势。关键词:焊接锅炉管、制造工艺、焊接参数、材料选择1.引言锅炉管作为火力发电和工业生产领域中重要的传热器件,其质量和性能直接影响到整个系统的安全运行和能效。焊接作为锅炉管制造过程中重要的

膜式省煤器制造工艺.docx
膜式省煤器制造工艺近年来,随着社会经济的快速发展和人们环保意识的增强,节约能源、减少污染已成为全球范围内的共同目标。而膜式省煤器作为一种高效节能的空气预热设备,逐渐成为了节能减排技术的热门选择。膜式省煤器的工作原理十分简单,它通过一个由多个平行排列的金属板组成的膜片,将烟气和空气分别从不同的通道中通过。烟气在膜片表面形成一个薄薄的液膜,在传热的同时将水分子蒸发掉,从而达到将烟气余热回收的目的。同时,空气通过另一条通道从膜式省煤器内部流过,被烟气余热加热,从而达到预热空气的目的。通过这样的作用,膜式省煤器可