
用于罩式退火炉的新型对流板.pdf

鸿朗****ka

1/8
2/8

3/8
4/8

5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
用于罩式退火炉的新型对流板.pdf
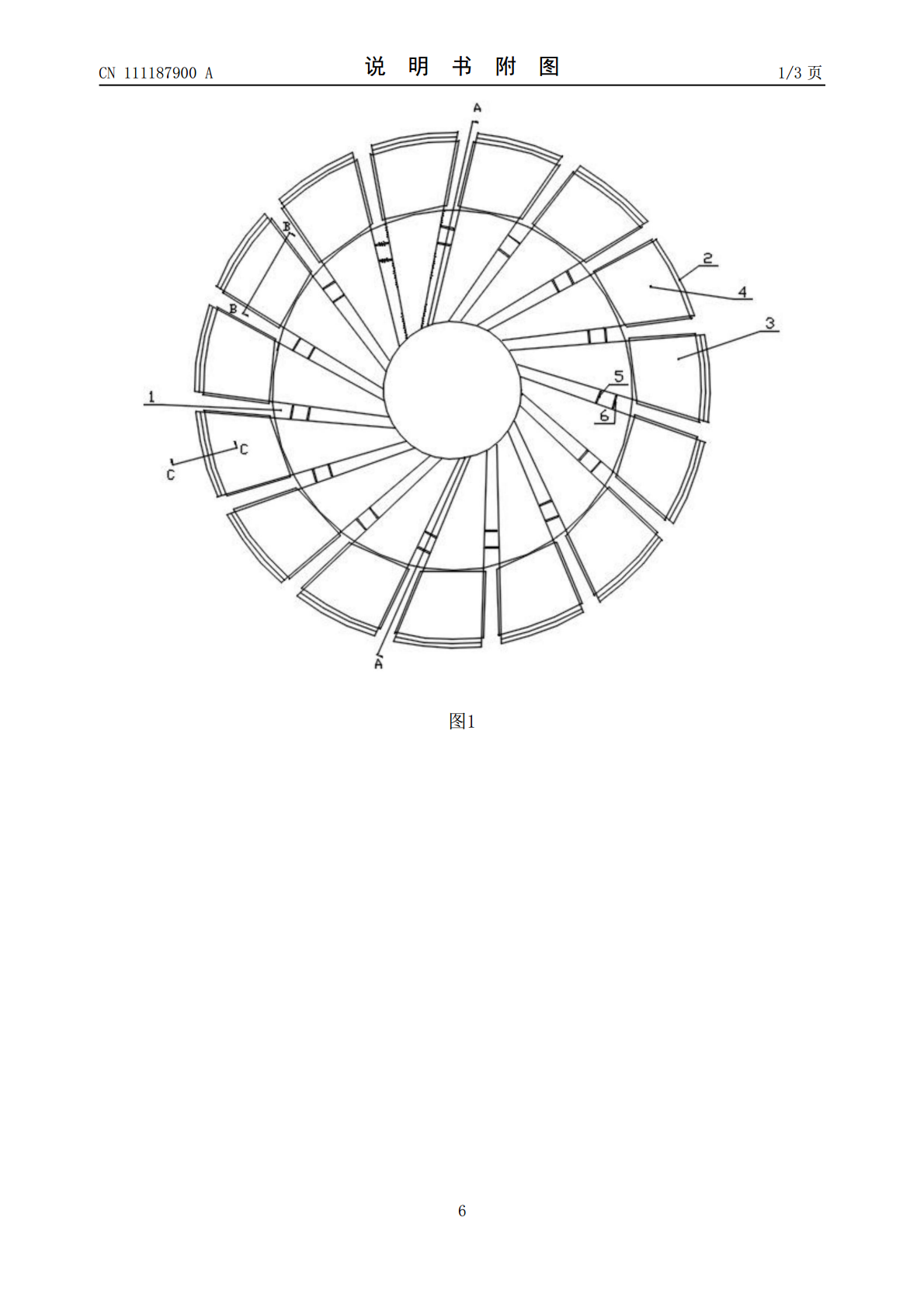
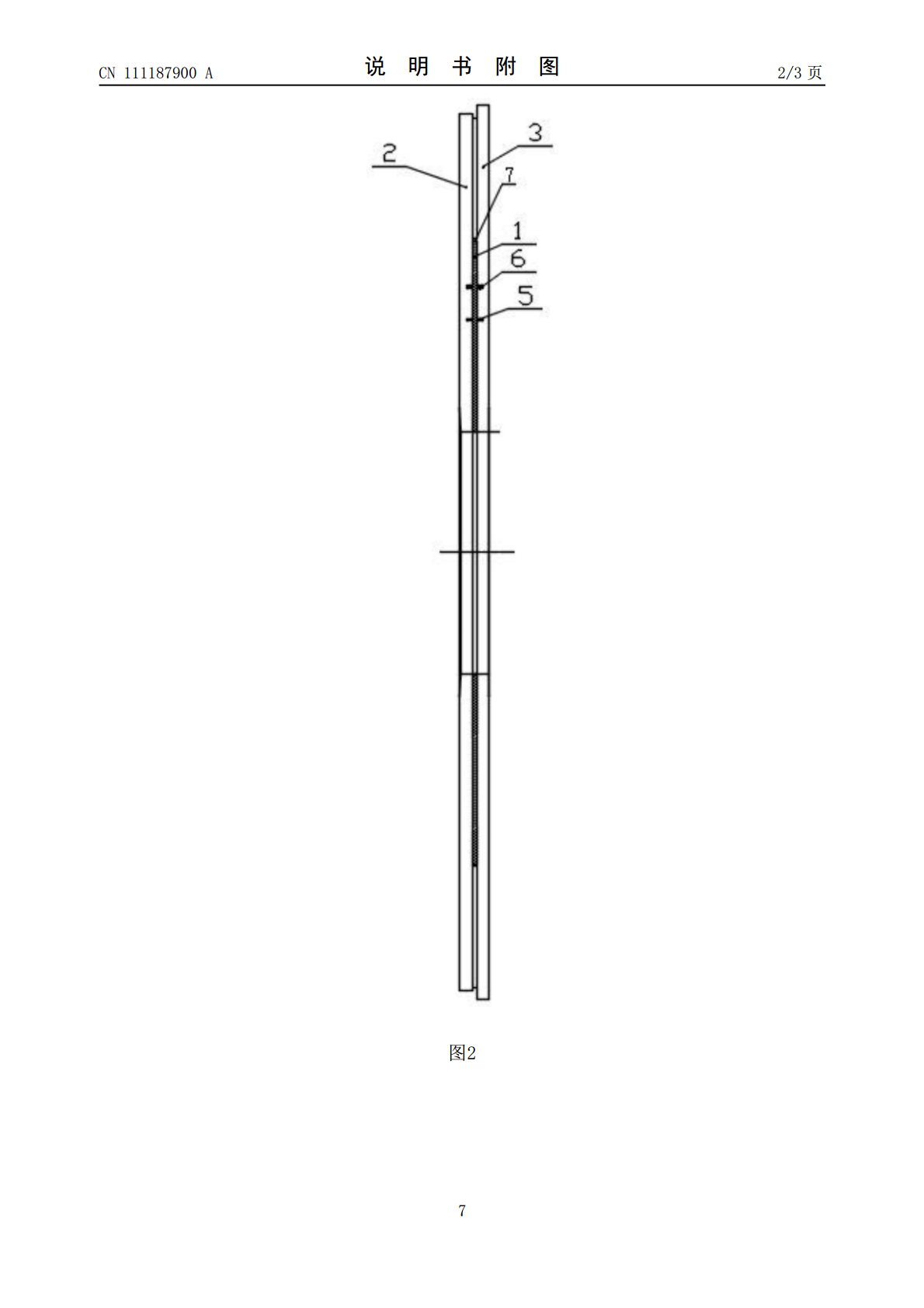
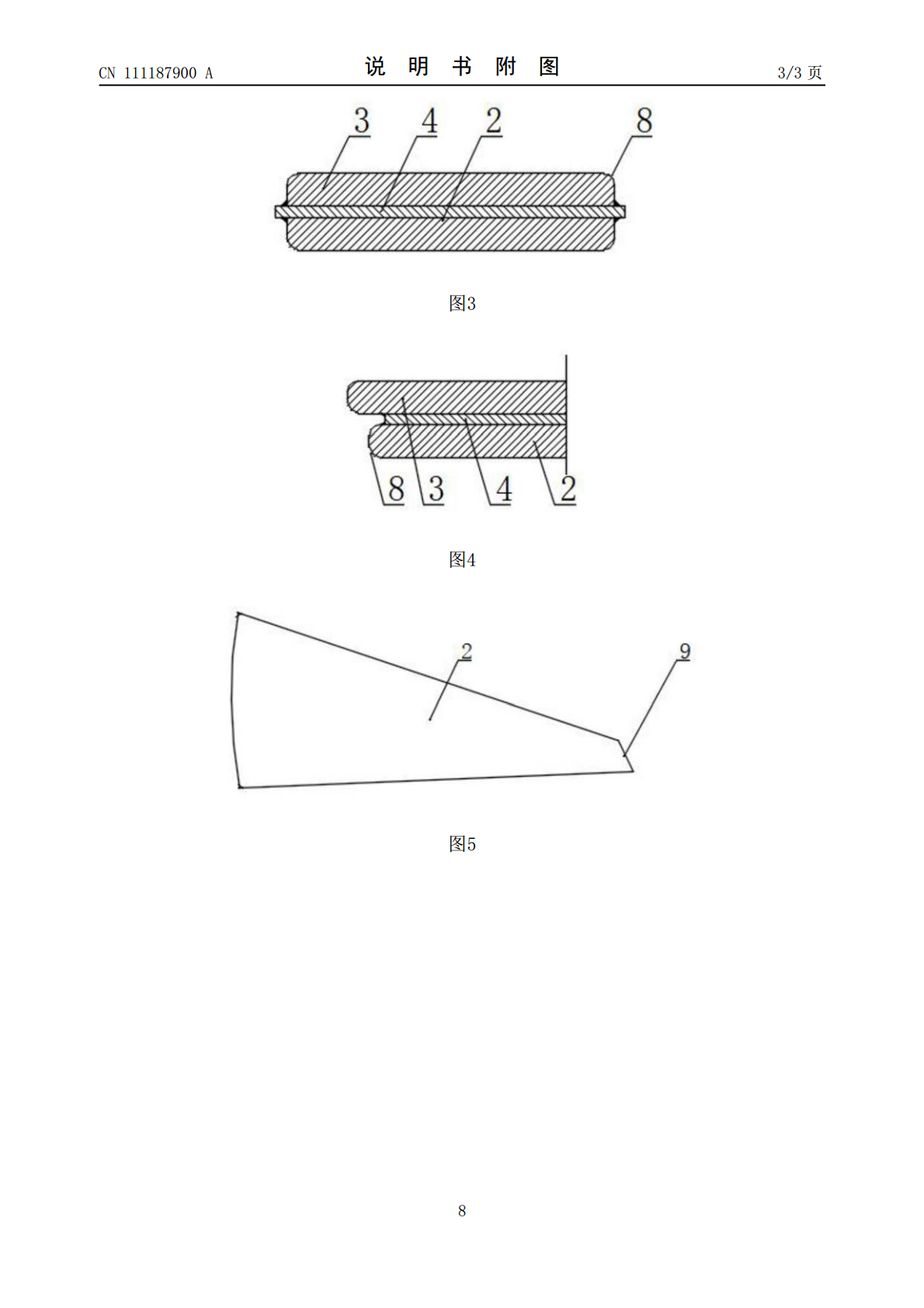
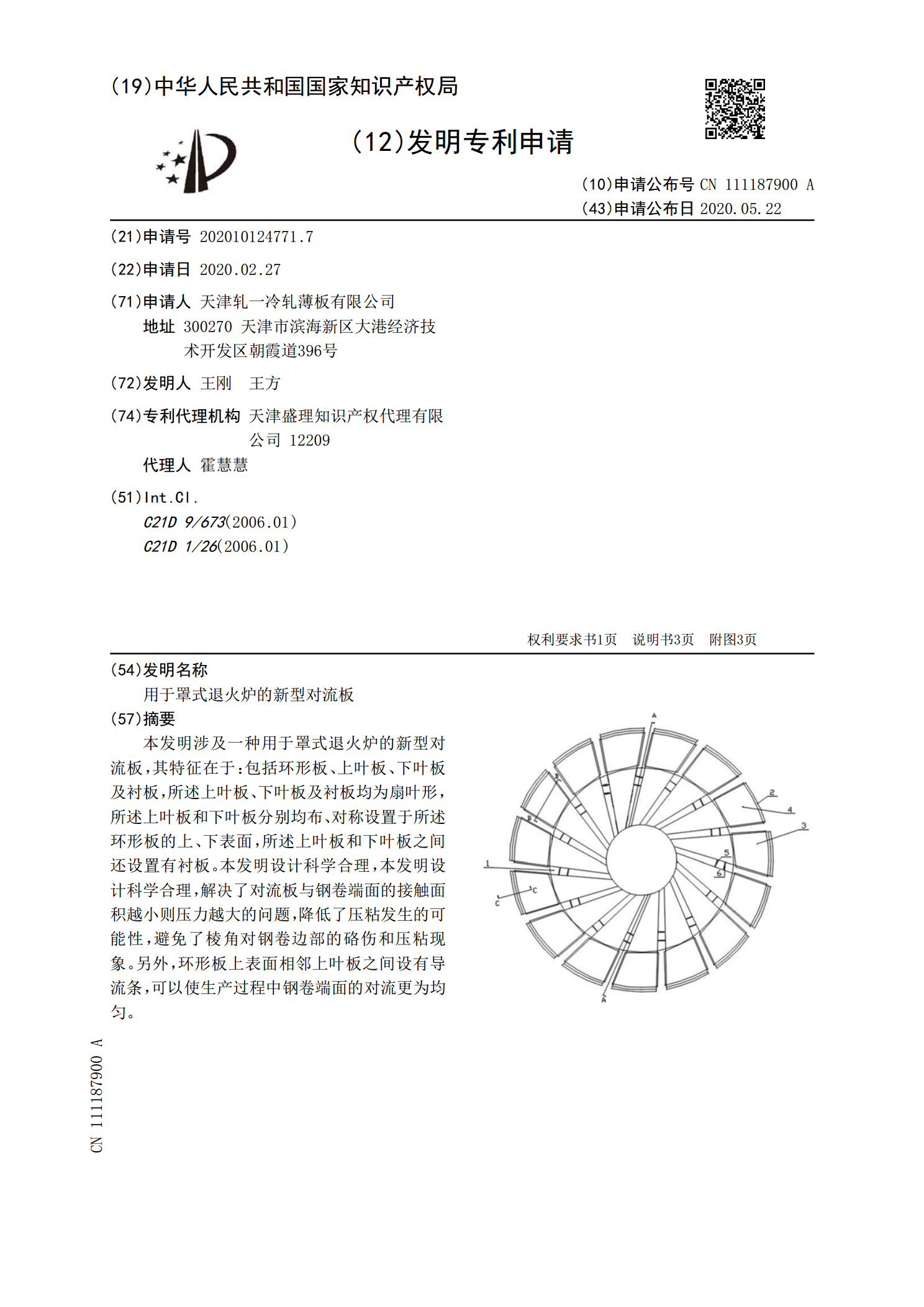
本发明涉及一种用于罩式退火炉的新型对流板,其特征在于:包括环形板、上叶板、下叶板及衬板,所述上叶板、下叶板及衬板均为扇叶形,所述上叶板和下叶板分别均布、对称设置于所述环形板的上、下表面,所述上叶板和下叶板之间还设置有衬板。本发明设计科学合理,本发明设计科学合理,解决了对流板与钢卷端面的接触面积越小则压力越大的问题,降低了压粘发生的可能性,避免了棱角对钢卷边部的硌伤和压粘现象。另外,环形板上表面相邻上叶板之间设有导流条,可以使生产过程中钢卷端面的对流更为均匀。
一种新型罩式炉对流板.pdf
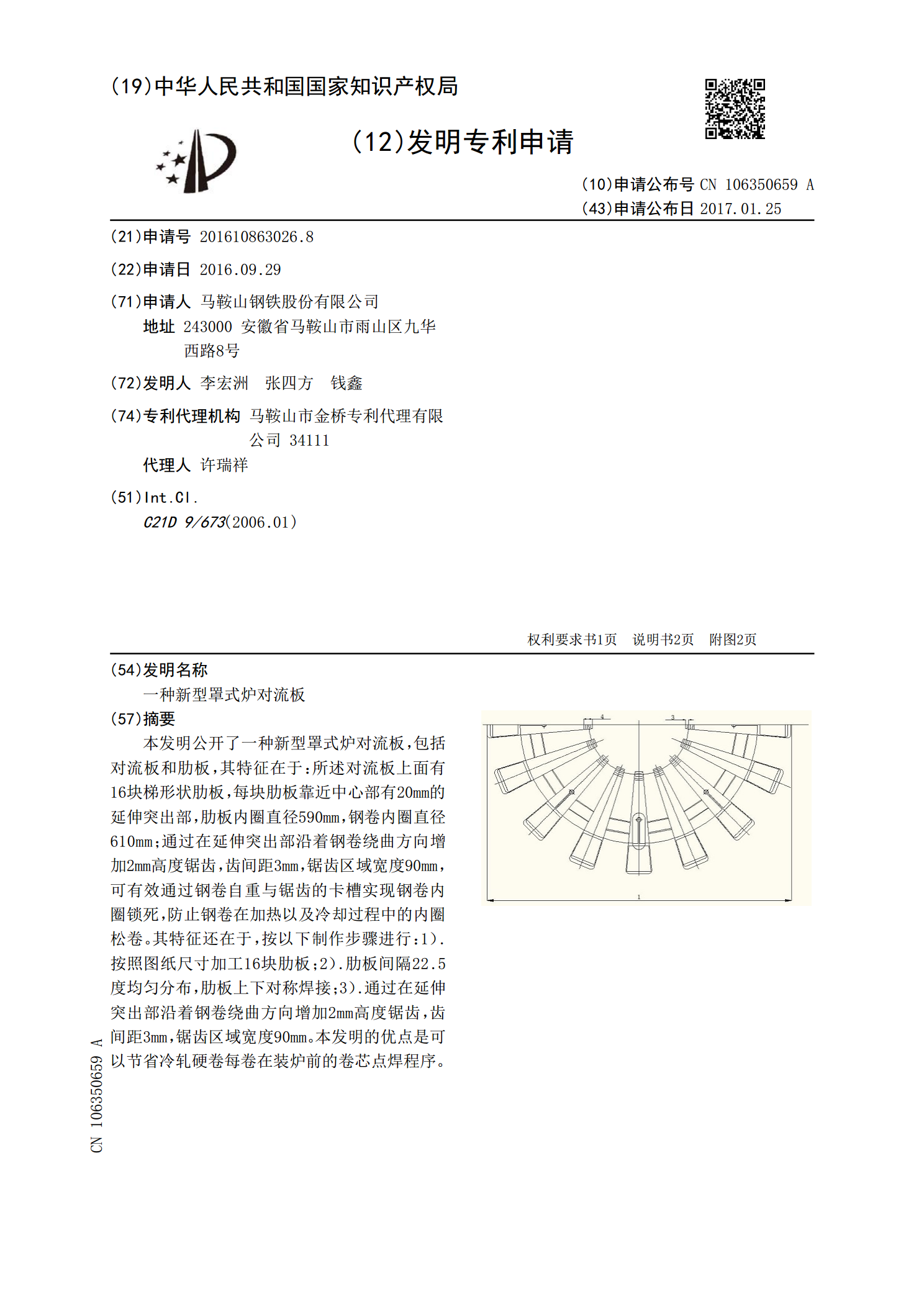
本发明公开了一种新型罩式炉对流板,包括对流板和肋板,其特征在于:所述对流板上面有16块梯形状肋板,每块肋板靠近中心部有20mm的延伸突出部,肋板内圈直径590mm,钢卷内圈直径610mm;通过在延伸突出部沿着钢卷绕曲方向增加2mm高度锯齿,齿间距3mm,锯齿区域宽度90mm,可有效通过钢卷自重与锯齿的卡槽实现钢卷内圈锁死,防止钢卷在加热以及冷却过程中的内圈松卷。其特征还在于,按以下制作步骤进行:1).按照图纸尺寸加工16块肋板;2).肋板间隔22.5度均匀分布,肋板上下对称焊接;3).通过在延伸突出部沿着
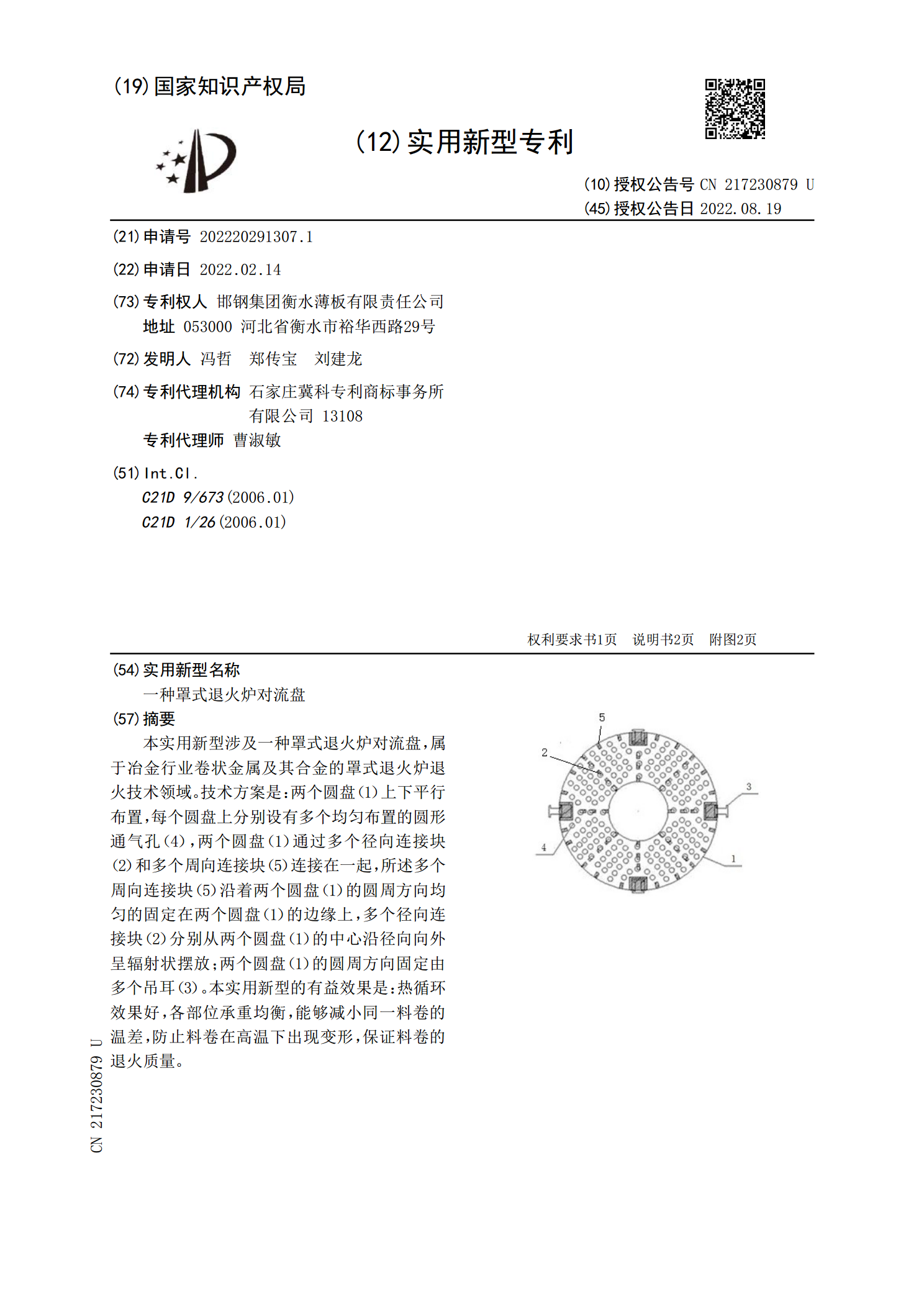
一种罩式退火炉对流盘.pdf
本实用新型涉及一种罩式退火炉对流盘,属于冶金行业卷状金属及其合金的罩式退火炉退火技术领域。技术方案是:两个圆盘(1)上下平行布置,每个圆盘上分别设有多个均匀布置的圆形通气孔(4),两个圆盘(1)通过多个径向连接块(2)和多个周向连接块(5)连接在一起,所述多个周向连接块(5)沿着两个圆盘(1)的圆周方向均匀的固定在两个圆盘(1)的边缘上,多个径向连接块(2)分别从两个圆盘(1)的中心沿径向向外呈辐射状摆放;两个圆盘(1)的圆周方向固定由多个吊耳(3)。本实用新型的有益效果是:热循环效果好,各部位承重均衡,
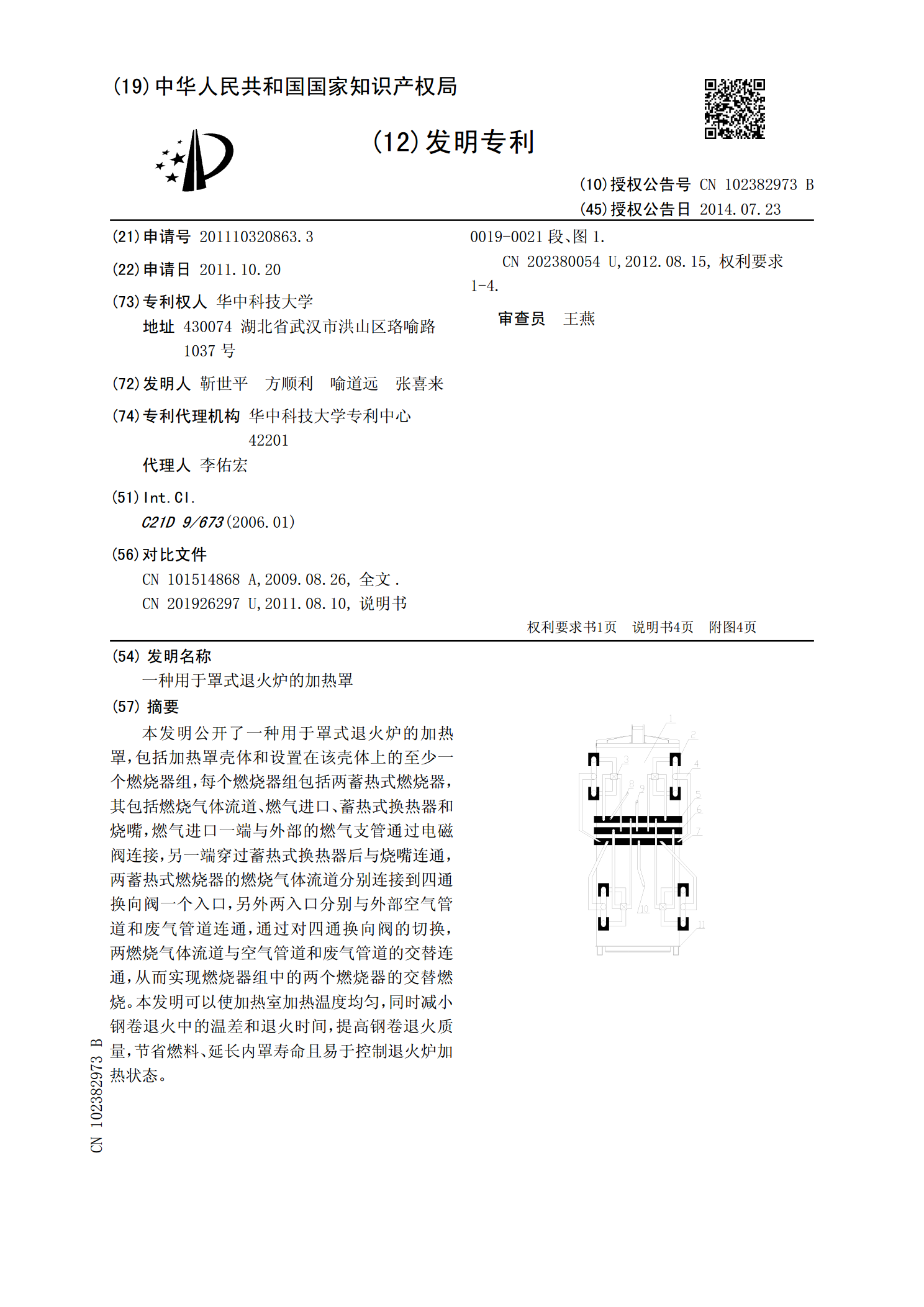
一种用于罩式退火炉的加热罩.pdf
本发明公开了一种用于罩式退火炉的加热罩,包括加热罩壳体和设置在该壳体上的至少一个燃烧器组,每个燃烧器组包括两蓄热式燃烧器,其包括燃烧气体流道、燃气进口、蓄热式换热器和烧嘴,燃气进口一端与外部的燃气支管通过电磁阀连接,另一端穿过蓄热式换热器后与烧嘴连通,两蓄热式燃烧器的燃烧气体流道分别连接到四通换向阀一个入口,另外两入口分别与外部空气管道和废气管道连通,通过对四通换向阀的切换,两燃烧气体流道与空气管道和废气管道的交替连通,从而实现燃烧器组中的两个燃烧器的交替燃烧。本发明可以使加热室加热温度均匀,同时减小钢卷
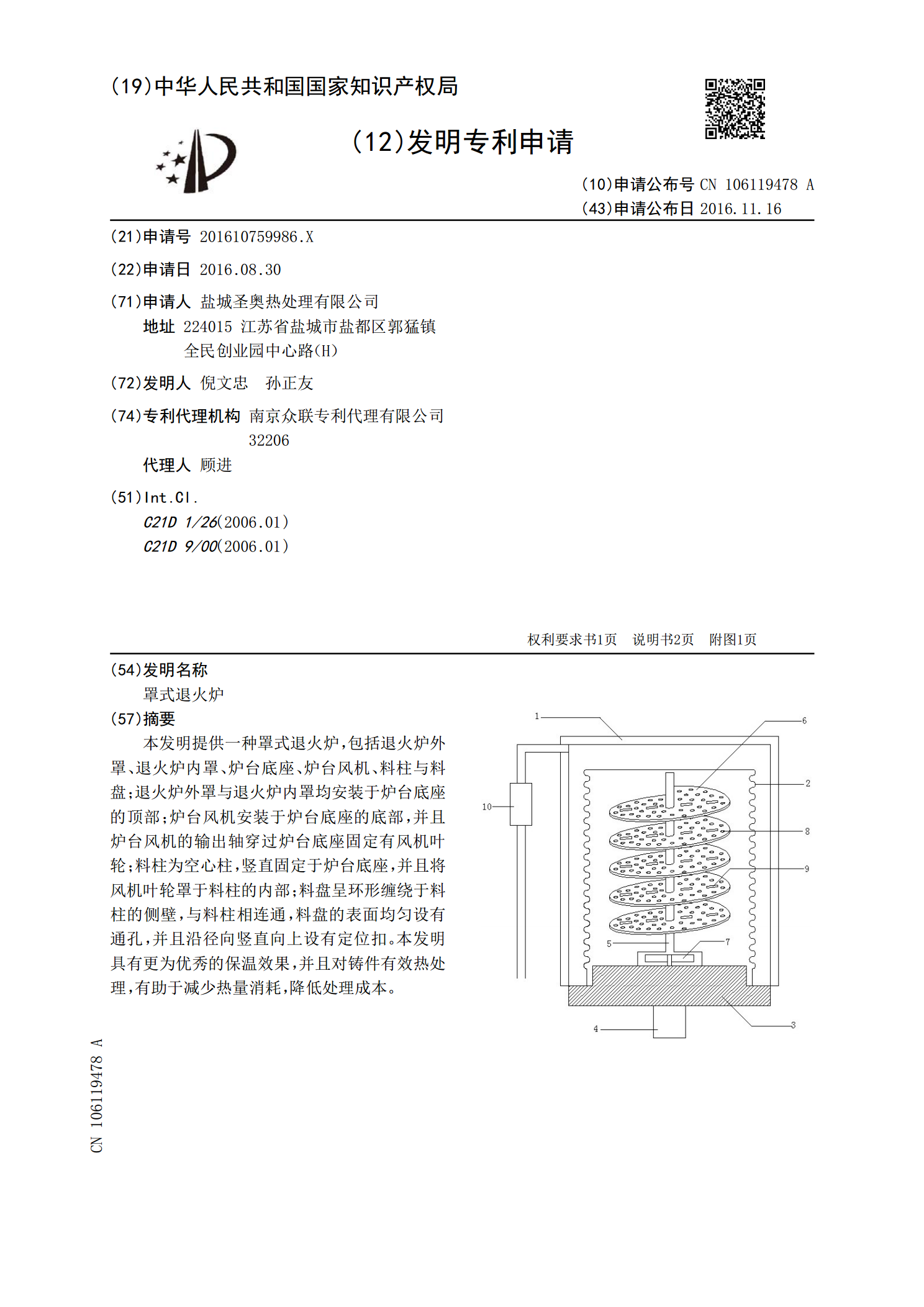
罩式退火炉.pdf
本发明提供一种罩式退火炉,包括退火炉外罩、退火炉内罩、炉台底座、炉台风机、料柱与料盘;退火炉外罩与退火炉内罩均安装于炉台底座的顶部;炉台风机安装于炉台底座的底部,并且炉台风机的输出轴穿过炉台底座固定有风机叶轮;料柱为空心柱,竖直固定于炉台底座,并且将风机叶轮罩于料柱的内部;料盘呈环形缠绕于料柱的侧壁,与料柱相连通,料盘的表面均匀设有通孔,并且沿径向竖直向上设有定位扣。本发明具有更为优秀的保温效果,并且对铸件有效热处理,有助于减少热量消耗,降低处理成本。