
一种连续加料生产高纯单晶铜杆的连铸装置.pdf

努力****妙风

1/7

2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种连续加料生产高纯单晶铜杆的连铸装置.pdf
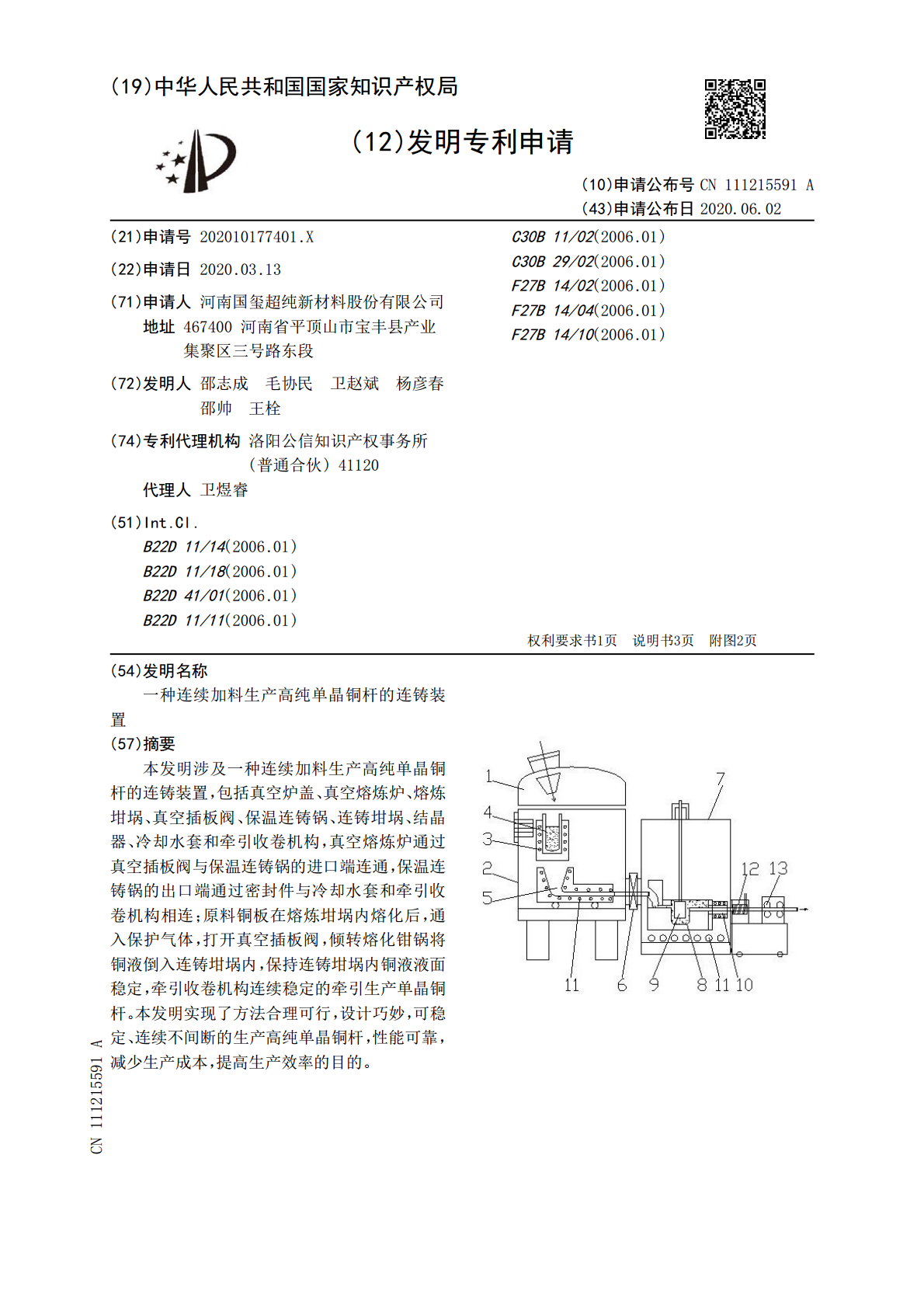
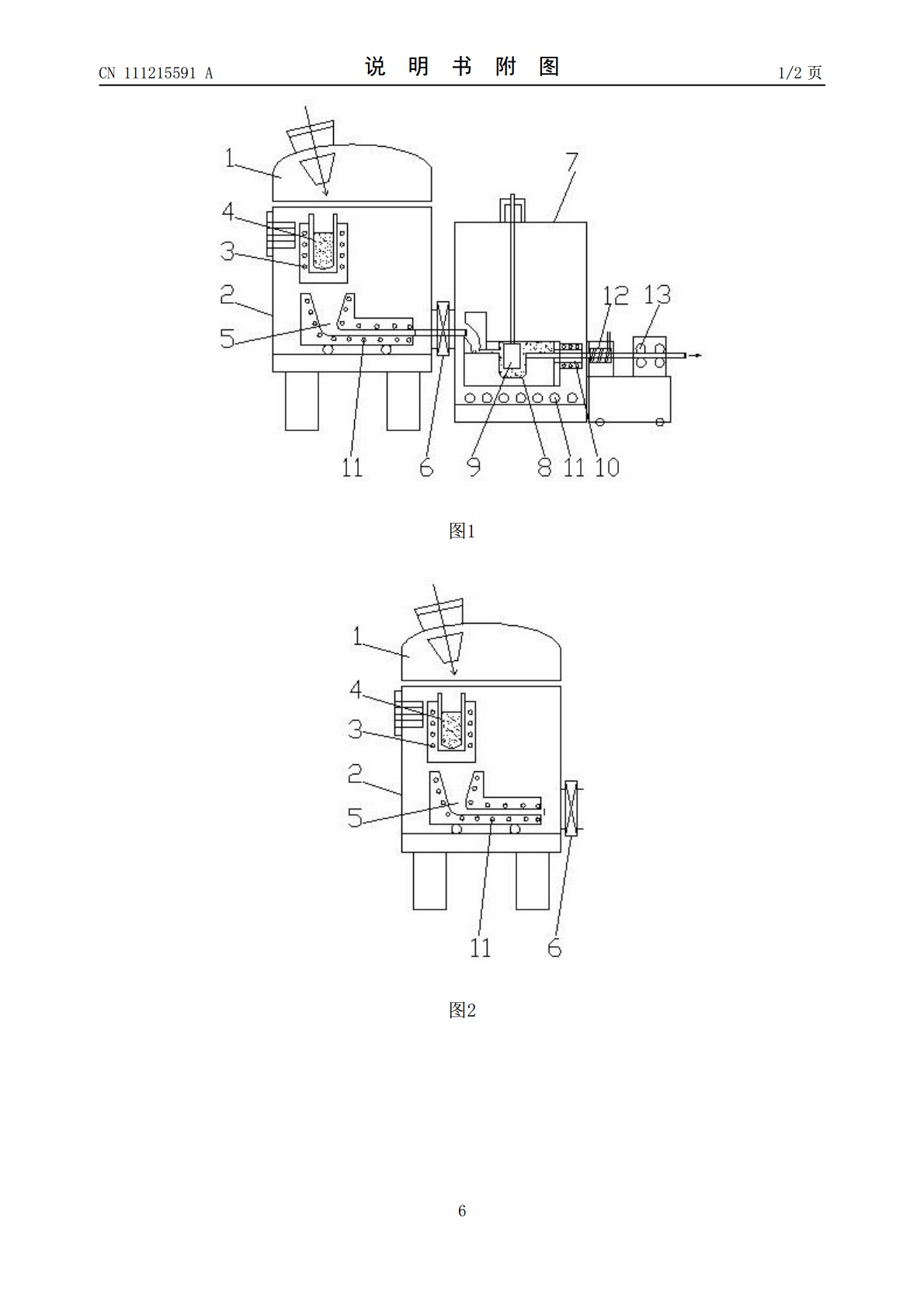
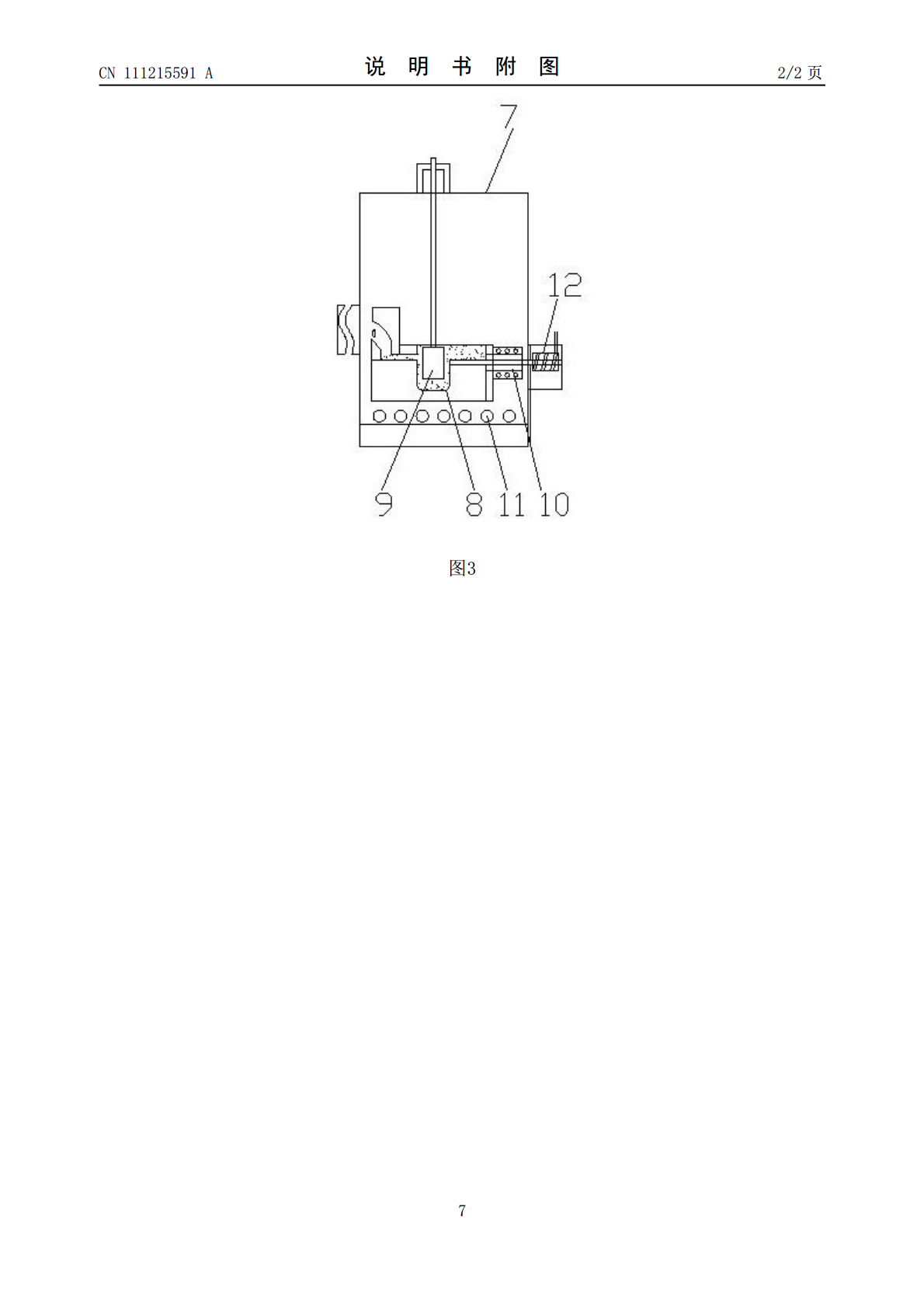
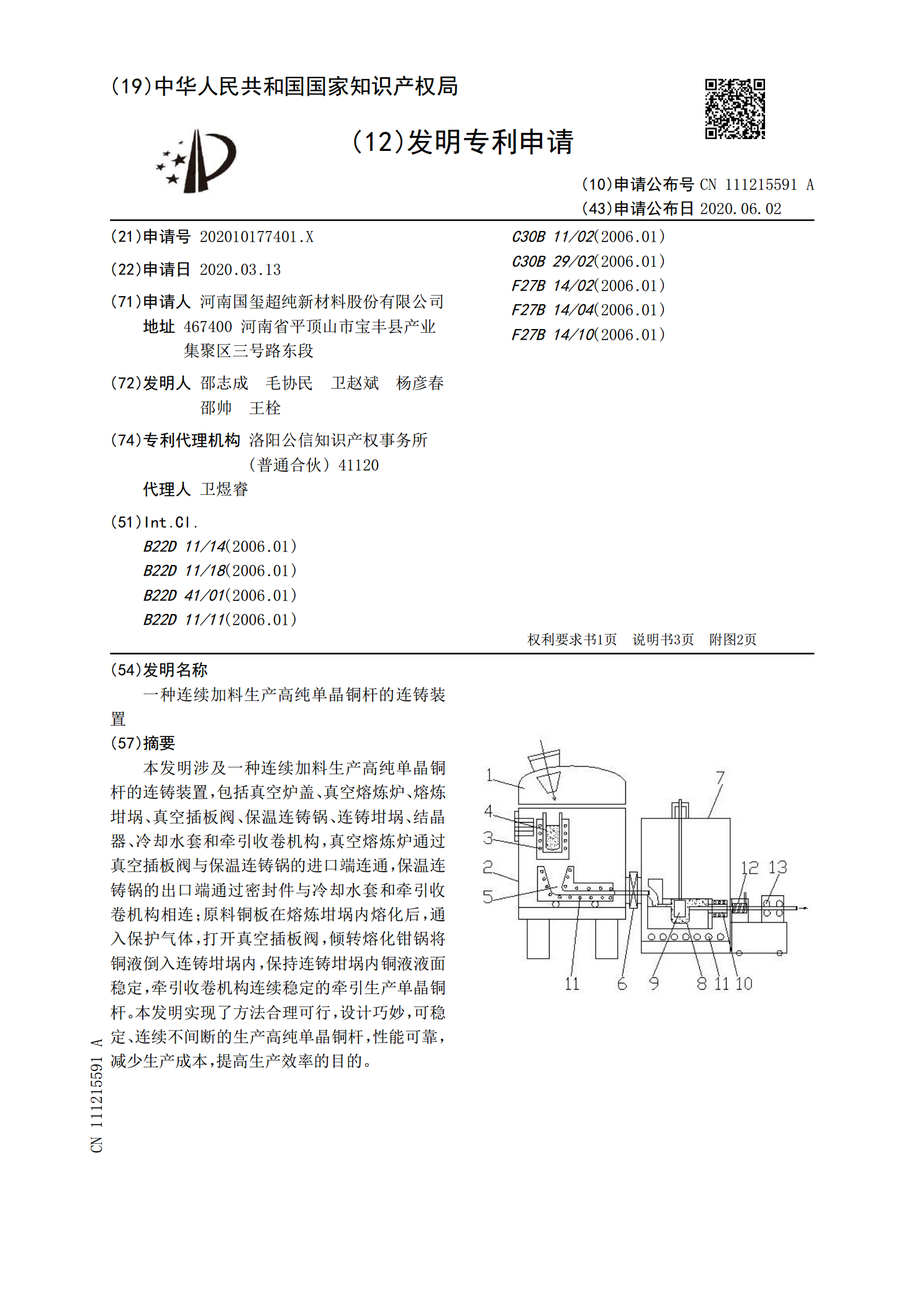
本发明涉及一种连续加料生产高纯单晶铜杆的连铸装置,包括真空炉盖、真空熔炼炉、熔炼坩埚、真空插板阀、保温连铸锅、连铸坩埚、结晶器、冷却水套和牵引收卷机构,真空熔炼炉通过真空插板阀与保温连铸锅的进口端连通,保温连铸锅的出口端通过密封件与冷却水套和牵引收卷机构相连;原料铜板在熔炼坩埚内熔化后,通入保护气体,打开真空插板阀,倾转熔化钳锅将铜液倒入连铸坩埚内,保持连铸坩埚内铜液液面稳定,牵引收卷机构连续稳定的牵引生产单晶铜杆。本发明实现了方法合理可行,设计巧妙,可稳定、连续不间断的生产高纯单晶铜杆,性能可靠,减少生
一种连续加料生产高纯金属杆的全真空连铸装置.pdf
本发明涉及一种连续加料生产高纯金属杆的全真空连铸装置,包括真空炉体、真空加料仓、牵引仓和收料仓,加料仓位于真空炉体的正上方,真空加料仓通过真空插板阀与真空炉体相连,牵引仓通过真空插板阀与收料仓相连;所述的真空炉体内设置有熔炼坩埚;熔炼坩埚底部的一侧设置有用于将高纯液态金属结晶用的结晶器;所述牵引仓内部设置有牵引机构,所述收料仓内设置有收料轮和收卷盘,牵引机构将结晶器结晶后的金属杆通过收料轮牵引至收卷盘进行连续收卷。本发明设计巧妙,方法合理可行,生产效率高,可持续生产高品质无限长高纯金属杆材料,采用现有标准
一种单晶导电铜杆上引连铸法生产工艺.pdf
本发明公开了一种单晶导电铜杆上引连铸法生产工艺,包括以下步骤:将电解铜原料投放入封闭混合熔料炉中进行熔炼,向熔融的铜液中投入铝锑合金粉末、氧化铕粉末和铍铝合金粉末,通过封闭混合熔料炉底部的通气进口向封闭混合熔料炉通氮气和一氧化碳的混合气体,混合气体再由封闭混合熔料炉顶部的通气出口排出;熔融混合物转移至上引连铸熔料炉中,通过虹吸作用使熔融混合物进入到上引连铸结晶器中,通过引拉装置将上引连铸结晶器中已结晶的导电铜杆从上引连铸结晶器的顶部引出,最后将制成的导电铜杆打包成卷。本发明生产加工的单晶导电铜杆相较于多晶
一种铜加工水平连铸自动加料装置.pdf
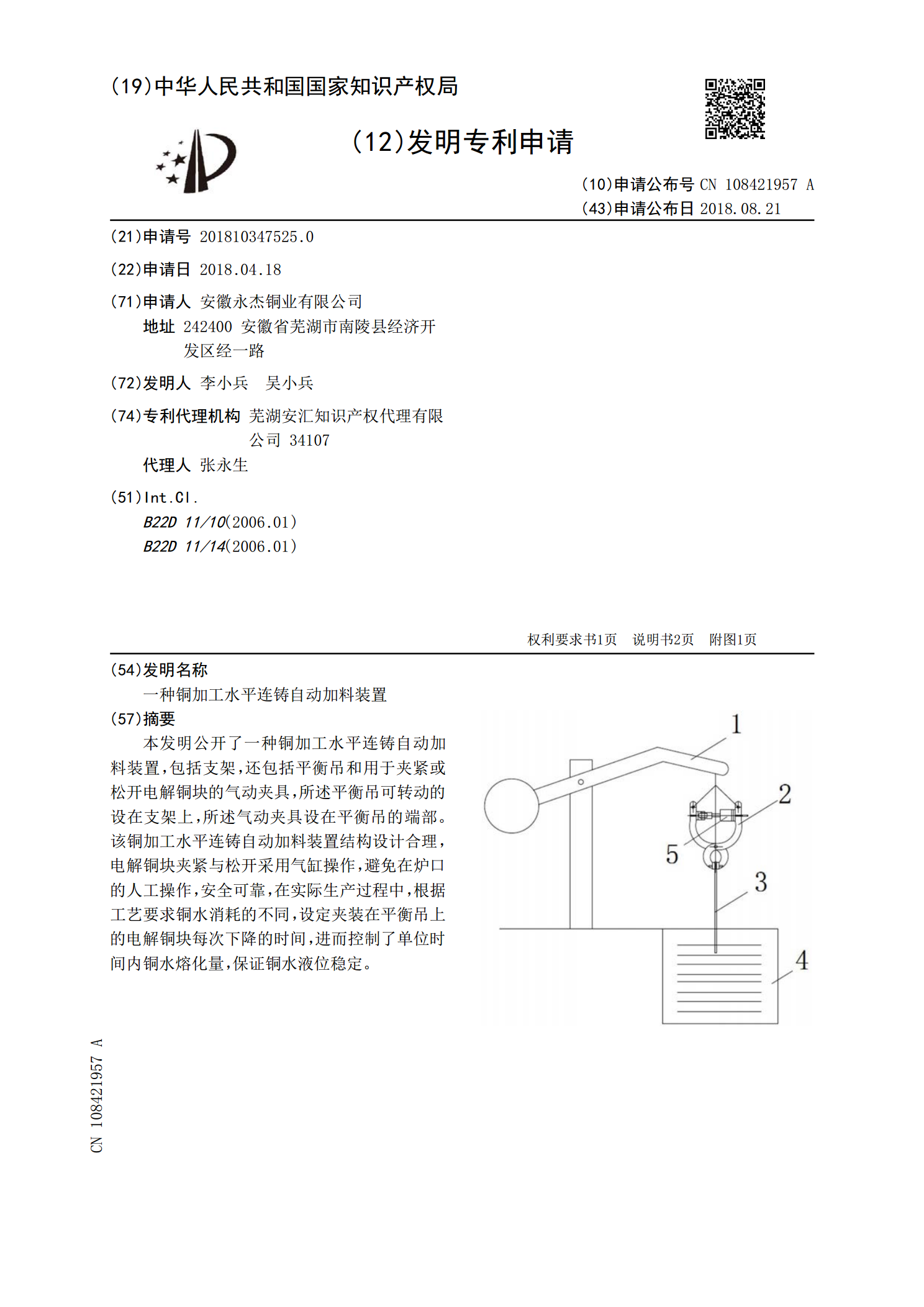
本发明公开了一种铜加工水平连铸自动加料装置,包括支架,还包括平衡吊和用于夹紧或松开电解铜块的气动夹具,所述平衡吊可转动的设在支架上,所述气动夹具设在平衡吊的端部。该铜加工水平连铸自动加料装置结构设计合理,电解铜块夹紧与松开采用气缸操作,避免在炉口的人工操作,安全可靠,在实际生产过程中,根据工艺要求铜水消耗的不同,设定夹装在平衡吊上的电解铜块每次下降的时间,进而控制了单位时间内铜水熔化量,保证铜水液位稳定。

一种连续制备高纯单晶铜的方法及设备.pdf
一种连续制备高纯单晶铜的设备与方法,属于新材料制备技术领域。本制备高纯单晶铜的设备包括电子束熔炼炉、水平连铸设备、液位控制块、保温结晶器、牵引设备等。方法是剪切后的4N铜阴极板通过原料运输辊道运入电子束熔炼炉,在石墨舟上进行熔炼和提纯;提纯后的铜熔体通过导流管直接流入水平连铸炉的保温炉,炉内通入保护气体氮气,防止氧化;铜熔体经过保温结晶器和冷却设备,形成具有定向凝固组织的单晶铜线坯;线坯经过牵引设备的牵引,实现了连续生产。本发明所涉及的设备及方法,可实现连续制备高纯单晶铜线坯,具有成本低廉、无污染、易自动