
一种离合器盘毂盘热处理工艺.pdf

飞飙****ng

1/10
2/10
3/10
4/10
5/10

6/10

7/10
8/10

9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
离合器盘毂盘热处理工艺.pdf
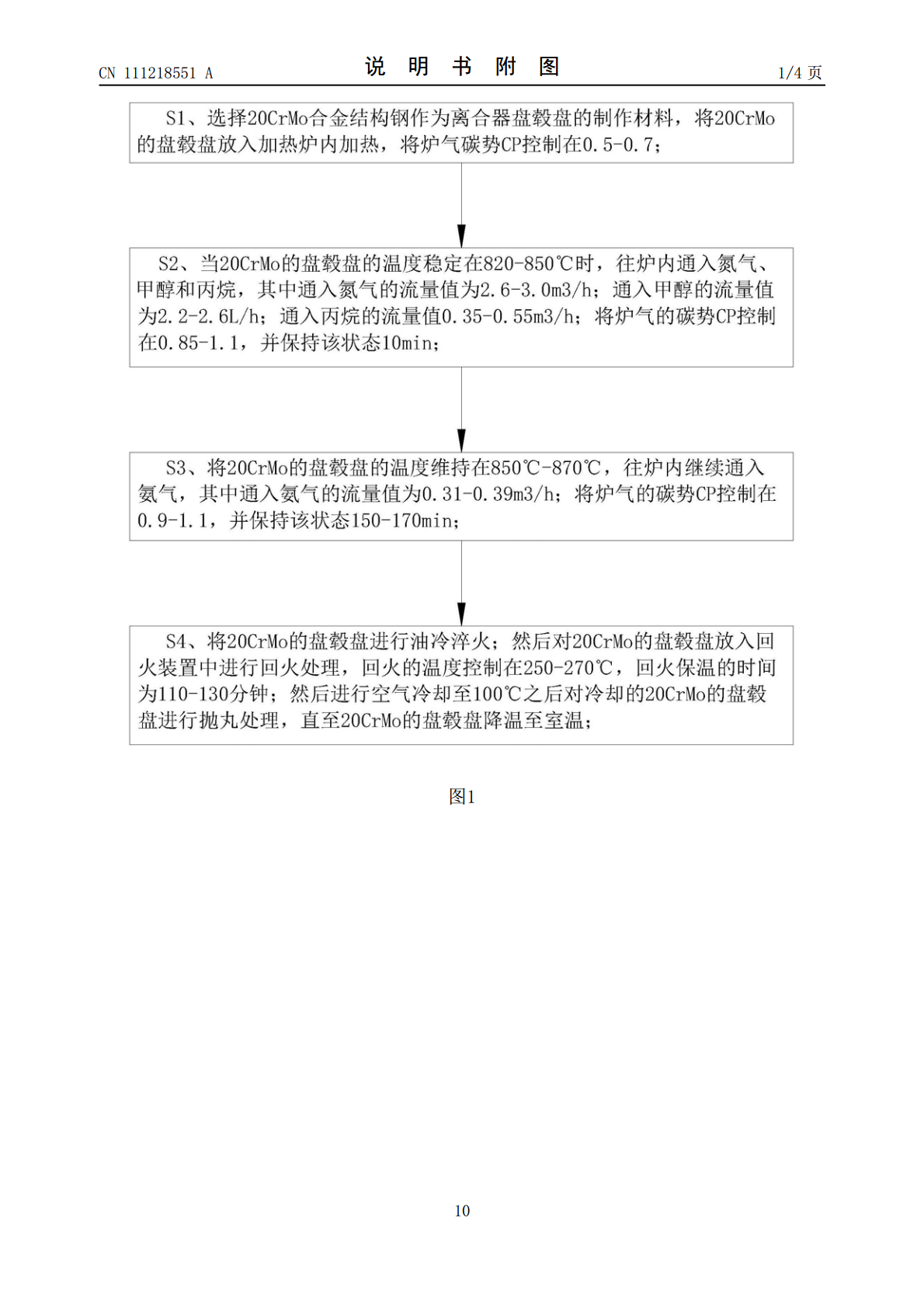
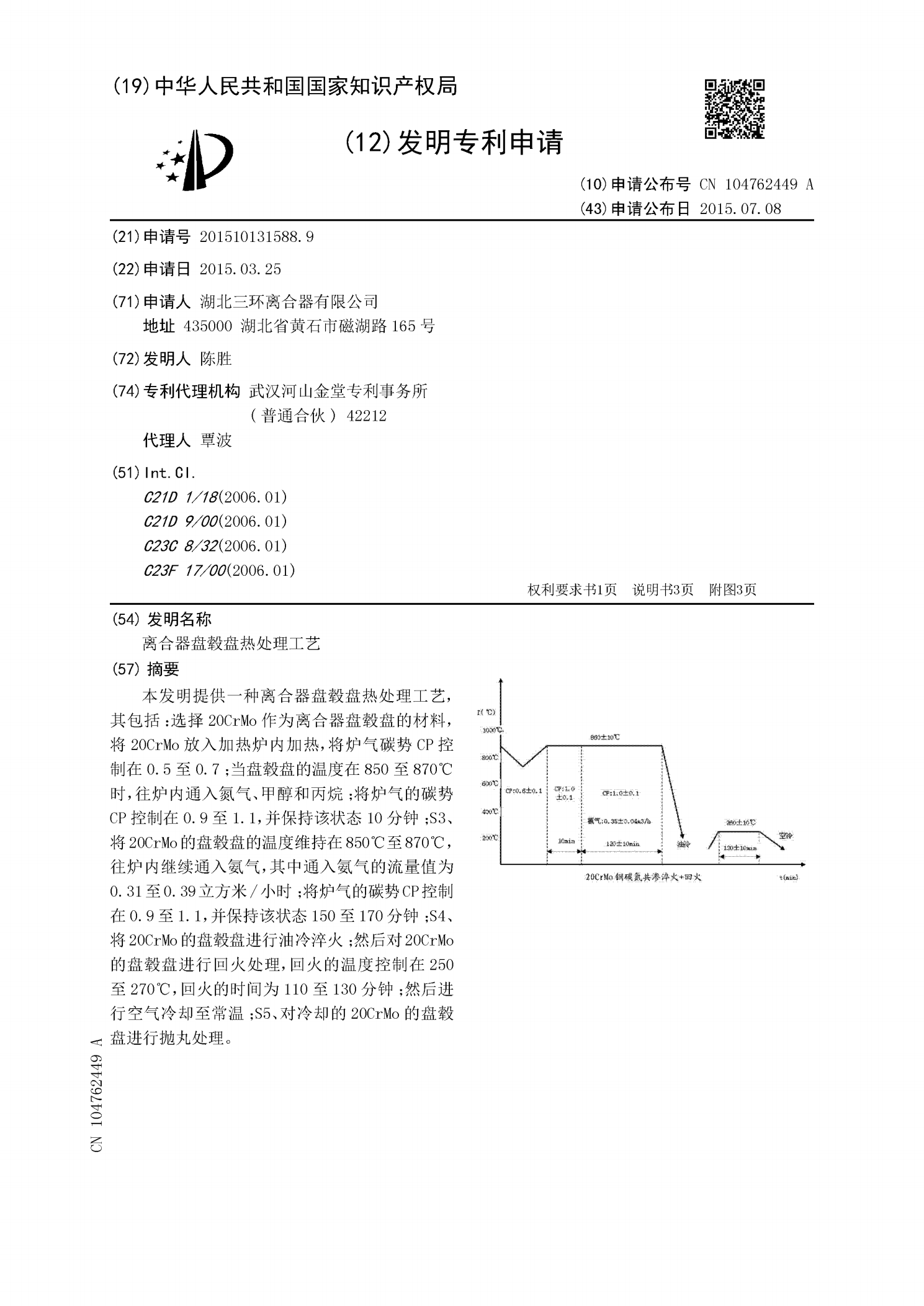
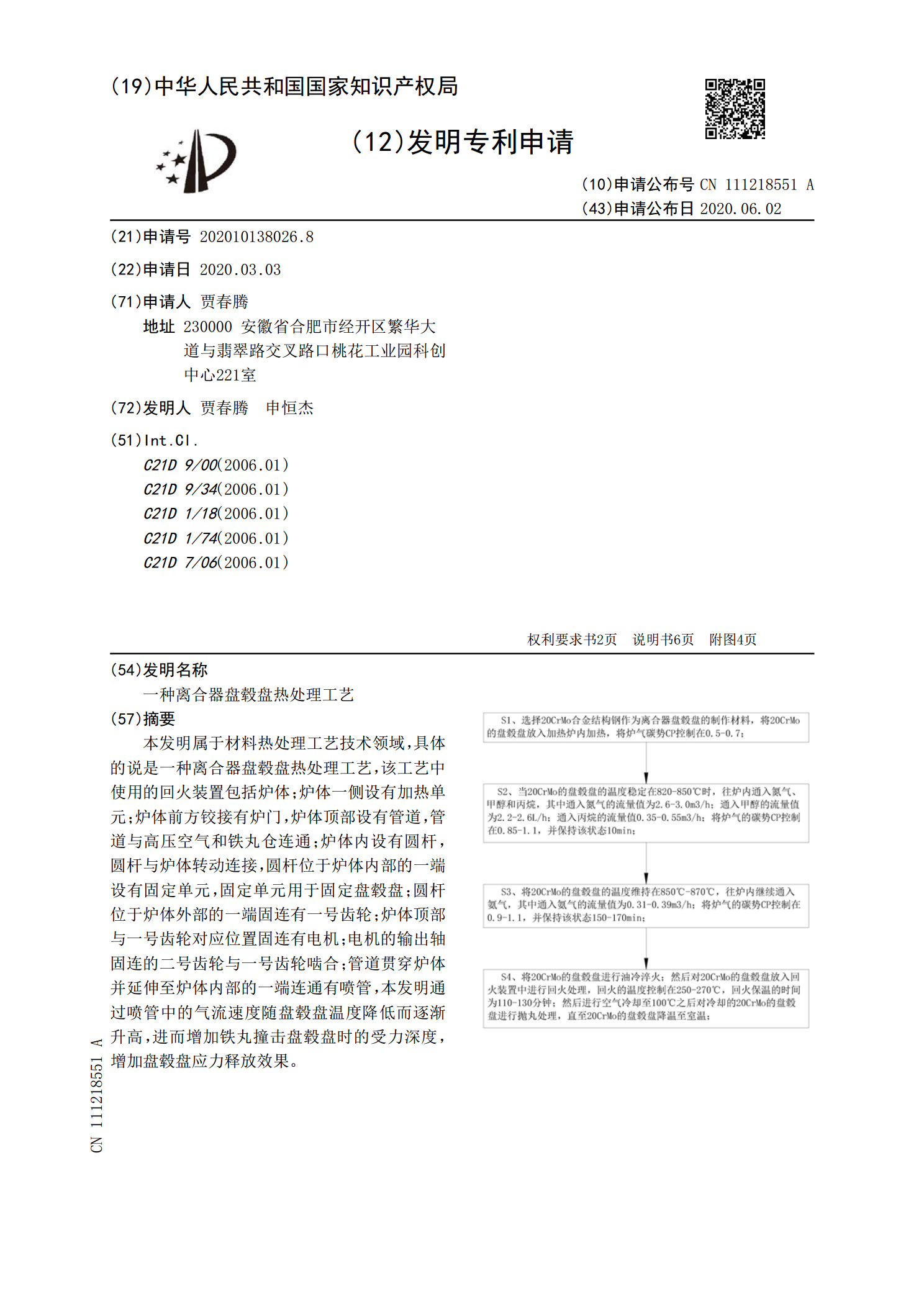
本发明提供一种离合器盘毂盘热处理工艺,其包括:选择20CrMo作为离合器盘毂盘的材料,将20CrMo放入加热炉内加热,将炉气碳势CP控制在0.5至0.7;当盘毂盘的温度在850至870℃时,往炉内通入氮气、甲醇和丙烷;将炉气的碳势CP控制在0.9至1.1,并保持该状态10分钟;S3、将20CrMo的盘毂盘的温度维持在850℃至870℃,往炉内继续通入氨气,其中通入氨气的流量值为0.31至0.39立方米/小时;将炉气的碳势CP控制在0.9至1.1,并保持该状态150至170分钟;S4、将20CrMo的盘毂盘
一种离合器盘毂盘热处理工艺.pdf
本发明属于材料热处理工艺技术领域,具体的说是一种离合器盘毂盘热处理工艺,该工艺中使用的回火装置包括炉体;炉体一侧设有加热单元;炉体前方铰接有炉门,炉体顶部设有管道,管道与高压空气和铁丸仓连通;炉体内设有圆杆,圆杆与炉体转动连接,圆杆位于炉体内部的一端设有固定单元,固定单元用于固定盘毂盘;圆杆位于炉体外部的一端固连有一号齿轮;炉体顶部与一号齿轮对应位置固连有电机;电机的输出轴固连的二号齿轮与一号齿轮啮合;管道贯穿炉体并延伸至炉体内部的一端连通有喷管,本发明通过喷管中的气流速度随盘毂盘温度降低而逐渐升高,进而
一种盘型离合器盘毂检测装置.pdf
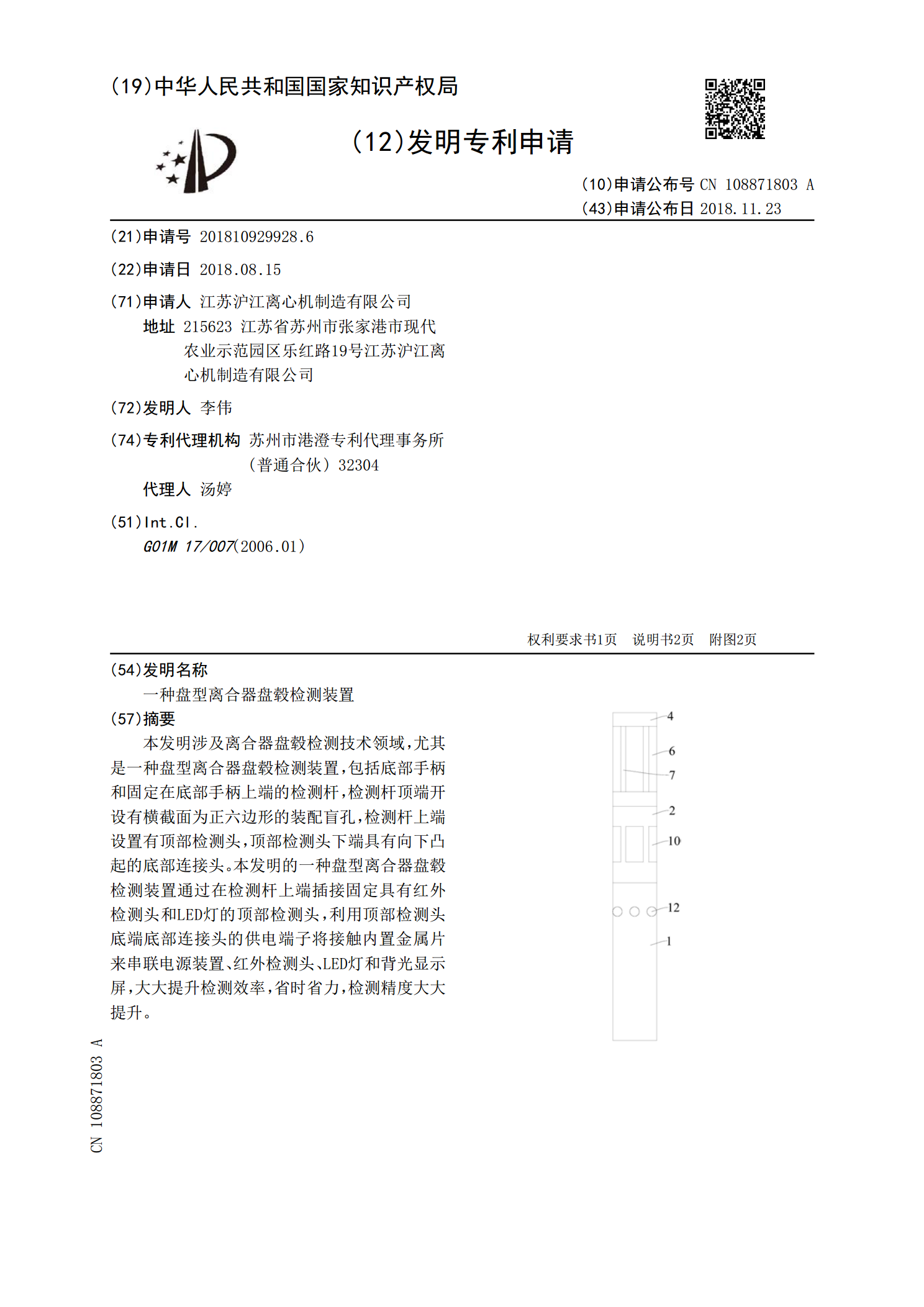
本发明涉及离合器盘毂检测技术领域,尤其是一种盘型离合器盘毂检测装置,包括底部手柄和固定在底部手柄上端的检测杆,检测杆顶端开设有横截面为正六边形的装配盲孔,检测杆上端设置有顶部检测头,顶部检测头下端具有向下凸起的底部连接头。本发明的一种盘型离合器盘毂检测装置通过在检测杆上端插接固定具有红外检测头和LED灯的顶部检测头,利用顶部检测头底端底部连接头的供电端子将接触内置金属片来串联电源装置、红外检测头、LED灯和背光显示屏,大大提升检测效率,省时省力,检测精度大大提升。
汽车离合器盘毂的制造方法.pdf
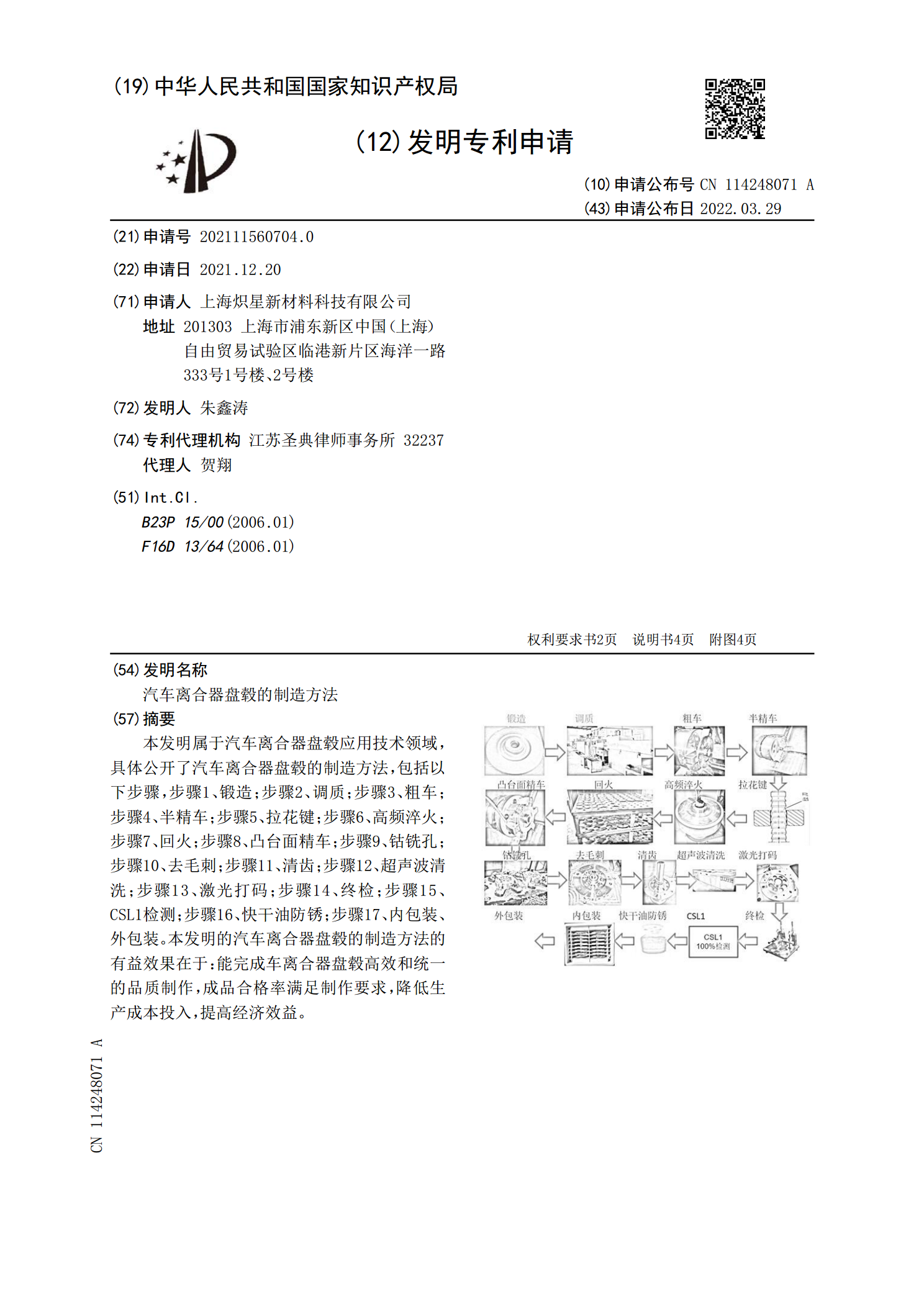
本发明属于汽车离合器盘毂应用技术领域,具体公开了汽车离合器盘毂的制造方法,包括以下步骤,步骤1、锻造;步骤2、调质;步骤3、粗车;步骤4、半精车;步骤5、拉花键;步骤6、高频淬火;步骤7、回火;步骤8、凸台面精车;步骤9、钴铣孔;步骤10、去毛刺;步骤11、清齿;步骤12、超声波清洗;步骤13、激光打码;步骤14、终检;步骤15、CSL1检测;步骤16、快干油防锈;步骤17、内包装、外包装。本发明的汽车离合器盘毂的制造方法的有益效果在于:能完成车离合器盘毂高效和统一的品质制作,成品合格率满足制作要求,降低

盘毂总成的加工工艺和盘毂总成.pdf
一种盘毂总成的加工工艺和盘毂总成,盘毂(2)的外周面具有与法兰盘(1)接触的安装部位,加工工艺包括:预加工工序(A):机加工盘毂(2)的原材料;切槽工序(B):机加工盘毂(2)的内周面以在内周面形成环形槽(22),环形槽(22)与中心孔(21)同轴;花键加工工序(C):在盘毂(2)的内周面机加工内花键(25);在上述工序之后按次序进行:镀防腐耐磨层工序:对所述盘毂(2)镀防腐耐磨层;防腐耐磨层去除工序(D):机加工盘毂(2)的外周面从而去除至少安装部位的防腐耐磨层;以及组装工序(E):将法兰盘(1)压嵌到