
盘毂总成的加工工艺和盘毂总成.pdf

是你****岺呀


1/1
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

盘毂总成的加工工艺和盘毂总成.pdf
一种盘毂总成的加工工艺和盘毂总成,盘毂(2)的外周面具有与法兰盘(1)接触的安装部位,加工工艺包括:预加工工序(A):机加工盘毂(2)的原材料;切槽工序(B):机加工盘毂(2)的内周面以在内周面形成环形槽(22),环形槽(22)与中心孔(21)同轴;花键加工工序(C):在盘毂(2)的内周面机加工内花键(25);在上述工序之后按次序进行:镀防腐耐磨层工序:对所述盘毂(2)镀防腐耐磨层;防腐耐磨层去除工序(D):机加工盘毂(2)的外周面从而去除至少安装部位的防腐耐磨层;以及组装工序(E):将法兰盘(1)压嵌到

制动器外毂以及制动器总成.pdf
本公开涉及变速箱技术领域,尤其涉及一种制动器外毂以及制动器总成。该制动器外毂安装在变速箱壳体上,包括:外毂本体,所述外毂本体包括第一安装部、第二安装部和连接部;所述第一安装部和所述第二安装部上对应的开设有两组与钢片啮合的齿槽,两组所述齿槽对应的用于安装两组制动器;所述连接部用于连接所述第一安装部和所述第二安装部;所述第一安装部、所述第二安装部和所述连接部中的至少一者通过周向限位结构与所述变速箱壳体连接。该制动器外毂,通过将外毂本体做成双面结构,分别利用第一安装部和第二安装部安装两组制动器结构,不仅能够使两
离合器盘毂盘热处理工艺.pdf
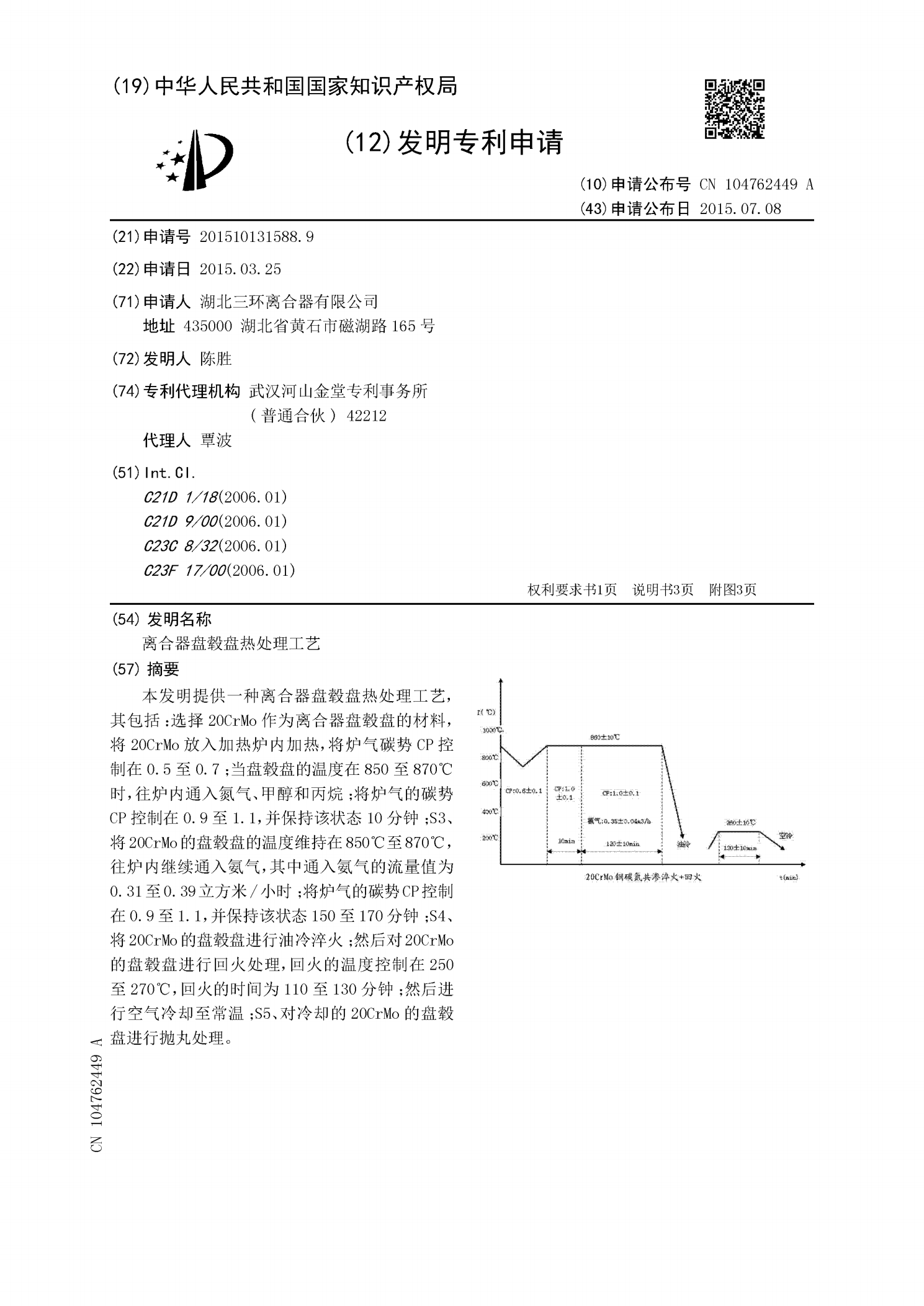
本发明提供一种离合器盘毂盘热处理工艺,其包括:选择20CrMo作为离合器盘毂盘的材料,将20CrMo放入加热炉内加热,将炉气碳势CP控制在0.5至0.7;当盘毂盘的温度在850至870℃时,往炉内通入氮气、甲醇和丙烷;将炉气的碳势CP控制在0.9至1.1,并保持该状态10分钟;S3、将20CrMo的盘毂盘的温度维持在850℃至870℃,往炉内继续通入氨气,其中通入氨气的流量值为0.31至0.39立方米/小时;将炉气的碳势CP控制在0.9至1.1,并保持该状态150至170分钟;S4、将20CrMo的盘毂盘

汽车方向盘毂侧孔加工座.pdf
一种汽车方向盘毂侧孔加工座,其特点是在六边形的座体中间,开有与方向盘毂相吻合的毂穴,毂穴的底面上留有两个定位销柱,六边形座体相隔一个侧面的两个侧面上,分别开有径向的进钻孔,进钻孔内装有钻套。它解决了采用加工中心完成方向盘毂侧孔,装卸麻烦,工作效率低,且造成机床浪费大的问题,是普通机床加工汽车方向盘毂侧孔极好的辅助工具。
一种车速变矩器盘毂的成形工艺.pdf
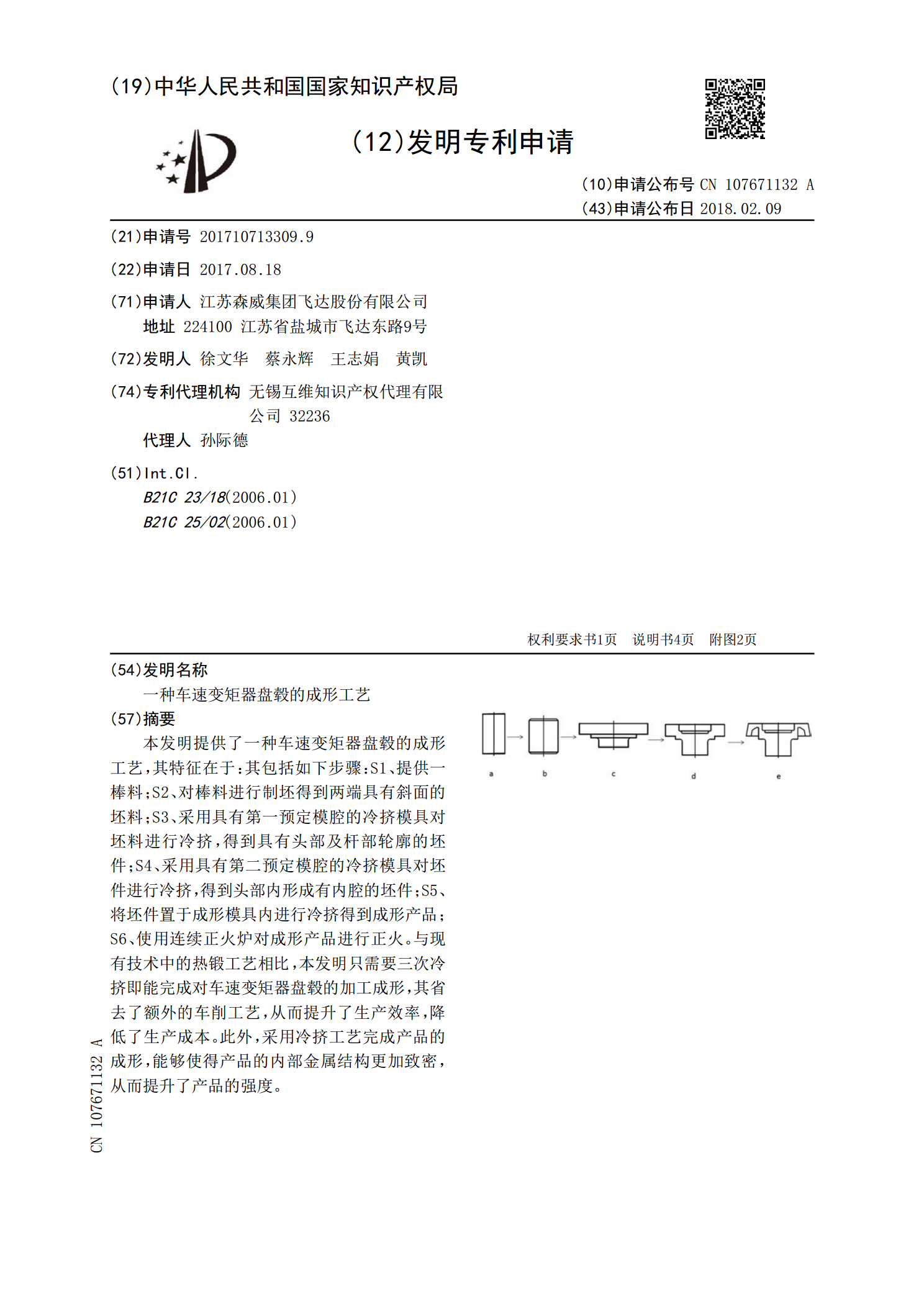
本发明提供了一种车速变矩器盘毂的成形工艺,其特征在于:其包括如下步骤:S1、提供一棒料;S2、对棒料进行制坯得到两端具有斜面的坯料;S3、采用具有第一预定模腔的冷挤模具对坯料进行冷挤,得到具有头部及杆部轮廓的坯件;S4、采用具有第二预定模腔的冷挤模具对坯件进行冷挤,得到头部内形成有内腔的坯件;S5、将坯件置于成形模具内进行冷挤得到成形产品;S6、使用连续正火炉对成形产品进行正火。与现有技术中的热锻工艺相比,本发明只需要三次冷挤即能完成对车速变矩器盘毂的加工成形,其省去了额外的车削工艺,从而提升了生产效率,