
一种陶瓷基玻璃制作工艺.pdf

书生****aa


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种陶瓷基玻璃制作工艺.pdf
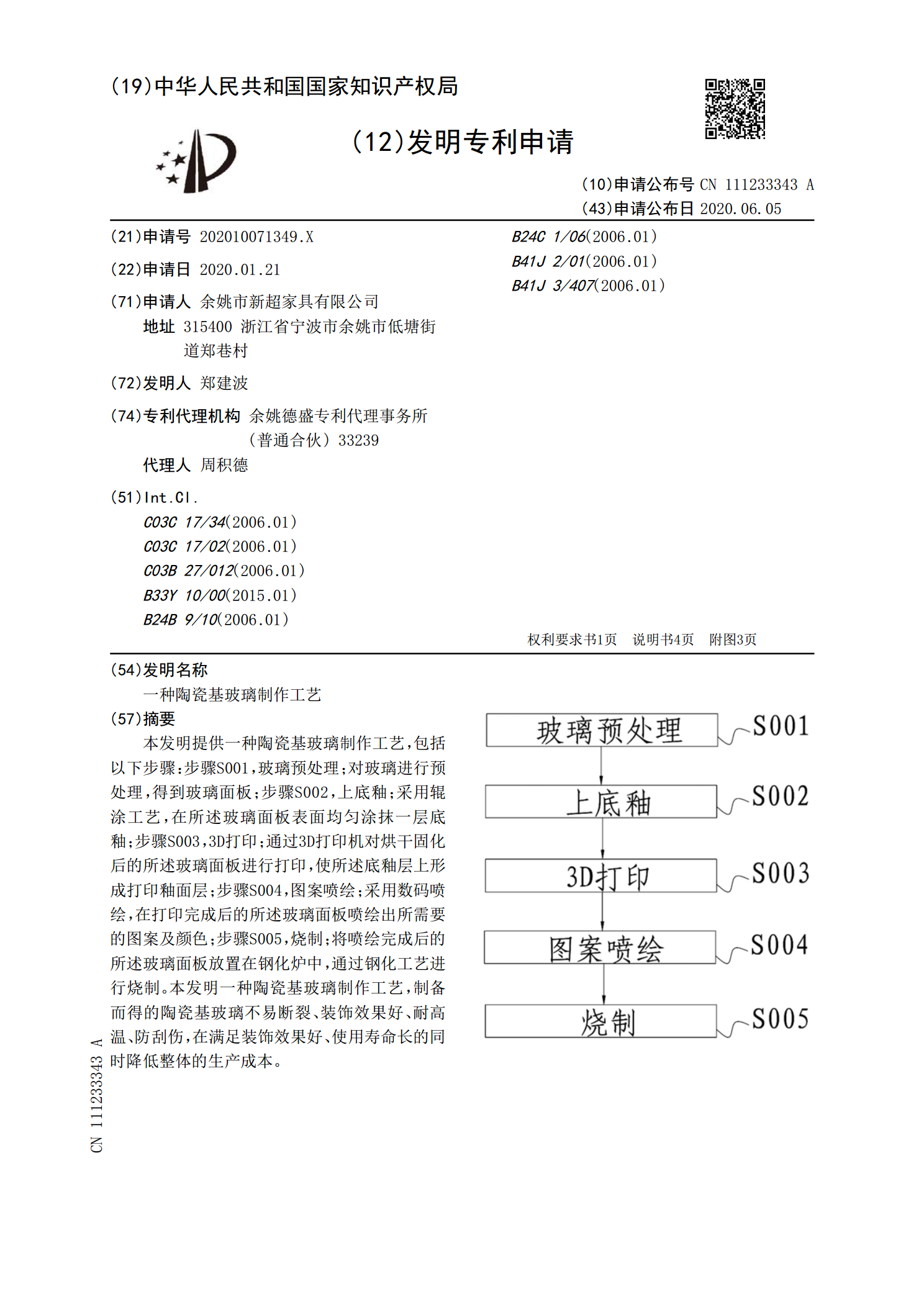
本发明提供一种陶瓷基玻璃制作工艺,包括以下步骤:步骤S001,玻璃预处理;对玻璃进行预处理,得到玻璃面板;步骤S002,上底釉;采用辊涂工艺,在所述玻璃面板表面均匀涂抹一层底釉;步骤S003,3D打印;通过3D打印机对烘干固化后的所述玻璃面板进行打印,使所述底釉层上形成打印釉面层;步骤S004,图案喷绘;采用数码喷绘,在打印完成后的所述玻璃面板喷绘出所需要的图案及颜色;步骤S005,烧制;将喷绘完成后的所述玻璃面板放置在钢化炉中,通过钢化工艺进行烧制。本发明一种陶瓷基玻璃制作工艺,制备而得的陶瓷基玻璃不易

一种玻璃陶瓷浇筑成型工艺及玻璃陶瓷.pdf
本申请公开了一种玻璃陶瓷浇筑成型工艺及玻璃陶瓷,其中该玻璃陶瓷浇筑成型工艺包括以下步骤:将具有模腔的模具加热至预定温度;将玻璃溶液注入模腔内,制成玻璃陶瓷胚体;将玻璃陶瓷胚体连同模具置入退火炉进行退火处理,使得玻璃陶瓷胚体形成玻璃陶瓷半成品;退火处理之后,将玻璃陶瓷半成品与模具分离,取出玻璃陶瓷半成品。本申请通过模具加热至预定温度,能够避免玻璃熔液接触表面时冷缩,并且将玻璃陶瓷胚体连同模具置入退火炉进行退火处理,能够方便玻璃陶瓷脱模,能够防止玻璃陶瓷在脱模时发生变形或开裂现象,避免玻璃陶瓷受损,确保生产质

一种玻璃的制作工艺.pdf
本发明公开了一种玻璃的制作工艺,包括以下步骤:(1)将玻璃放到辊道上,经辊道送入钢化炉中在600℃‑610℃静置10‑15min,之后在40min内将炉内温度均匀缓慢降至180‑200℃,将玻璃再静置于炉中5‑8min;(2)将玻璃从炉中取出后涂覆一层涂料,所述的涂料由下述原料制成,偏硅酸、纳米二氧化硅、白云石、纳米二氟化镁、丙烯酸、乙醇、金红石型钛白粉、生石灰。本发明具有生产良率高、强度高和自清洁效果好的特点。

一种陶瓷制作工艺桌.pdf
一种陶瓷制作工艺桌,包括桌面、桌面底座、台灯、第一模具卡槽、第二模具卡槽、工具槽,所述桌面表侧安装有第一模具卡槽,所述桌面表侧安装有工具槽,所述工具槽左侧安装有台灯;所述台灯包括台灯底座、开关按钮、支撑杆、伸缩杆、灯罩、灯泡和蓄电池,所述台灯底部设置有台灯底座,所述台灯底座外侧表面设有开关按钮,所述台灯底座外侧上方设有支撑杆,所述支撑杆上端设有伸缩杆。本发明结构科学合理,使用安全方便,设置了工作所需的辅助照明设备,避免对工作人员的眼部造成伤害,影响工艺制作效率;设置了模具的固定设备,不会造成陶瓷跌落损坏的

一种环保玻璃制作工艺.pdf
本发明公开了一种环保玻璃的制作工艺,包括以下步骤:原料配料,将砂砾、石灰石、石英、纯碱、回收的碎玻璃、铝粉及硅酸盐类非金属材料搅拌形成具有预定重量份的化学组成的混合配料;高温熔化,将搅拌好的混合配料放入的高温炉中进行熔化;静置,将已经熔化的玻璃液中的气泡全部排出;成型,在锡槽中通入保护气体利用拉边机对锡槽中的玻璃带进行拉伸成型;退火,将在锡槽中成型后的玻璃带置于真空冷却装置中;切割,将温度冷却后的玻璃带利用切割机切割成规定的尺寸。本发明提供一种环保玻璃制造工艺,利用本发明的制造工艺,可以生产出一种对人体无