
一种消除锌铝镁镀层产品表面锌渣缺陷的方法.pdf

星星****眨眼

1/8

2/8
3/8
4/8

5/8
6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种消除锌铝镁镀层产品表面锌渣缺陷的方法.pdf
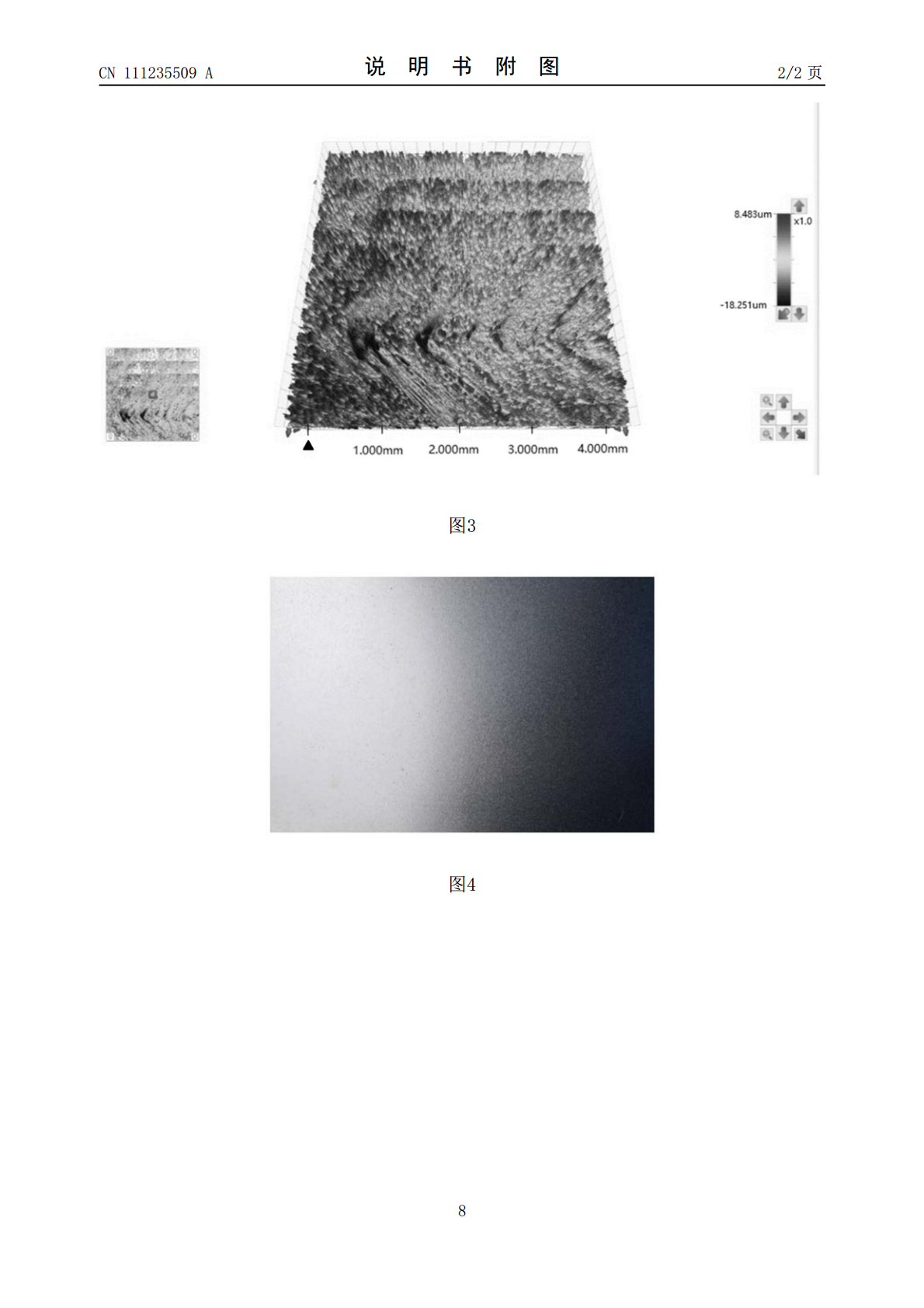
本发明公开了一种消除锌铝镁镀层产品表面锌渣缺陷的方法,包括以下步骤:S1、生产锌铝镁镀层时,控制炉鼻子气体流量:采用加湿氮气与氢气混合气体注入炉鼻子,所述混合气体流量为2.5~3.5立方米/小时;S2、控制炉鼻子加湿混合气体喷射角度:所述加湿混合气体的喷射角度为20~40°;S3、采用单侧溢流炉鼻子配合锌灰泵使用,控制炉鼻子插入深度:所述炉鼻子插入深度插入深度为100~150mm;利用炉鼻子采用加湿氮气与氢气混合气体,气体采用小流量控制,气体流量不超过3.5立方米/小时,既能抑制锌灰形成,又能避免炉鼻子内

一种锌铝镁产品锌灰锌渣缺陷控制方法.pdf
一种锌铝镁产品锌灰锌渣缺陷控制方法,所述方法包括步骤:搭建热基镀锌生产线;获取带钢原料;对所述带钢表面进行清洁度增强操作;将所述带钢送入所述热基镀锌生产线的反应锅;对所述热基镀锌生产线的炉鼻子进行均匀化加湿增强操作;调节所述炉鼻子内的加湿参数;对所述热基镀锌生产线加装排渣炉鼻子结构;调节所述反应锅中的锌液成分;调节所述反应锅中的锌液温度。本申请提供的一种锌铝镁产品锌灰锌渣缺陷控制方法,经过采取技术手段对锌灰锌渣进行控制,锌铝镁产品的锌灰锌渣缺陷大大降低,保证了产品质量的稳定性。
一种锌镁或锌铝镁镀层钢板生产方法及其锌铝镁镀层钢板.pdf
本发明公开了一种锌镁或锌铝镁镀层钢板生产方法及其锌铝镁镀层钢板,其特征在于:在室温下冷喷涂处理设备对镀锌钢板进行冷喷涂镁或镁合金粉末,接着在连续退火炉中还原性保护气氛下对钢板进行热处理,加热温度为200-500℃,加热后立即对镀层进行冷却至室温。冷喷涂处理设备是超音速冷气动力喷涂设备,气体压力要求为1-10MPa。该方法获得的锌铝镁镀层钢板在镀层表面含有铝和镁,在镀层内部铝镁含量逐渐降低,与钢板结合部位以纯锌为主,耐蚀性好,生成的合金层较薄,加工性能较好,表面质量优良。
一种锌铝镁镀层、锌铝镁镀层钢板.pdf
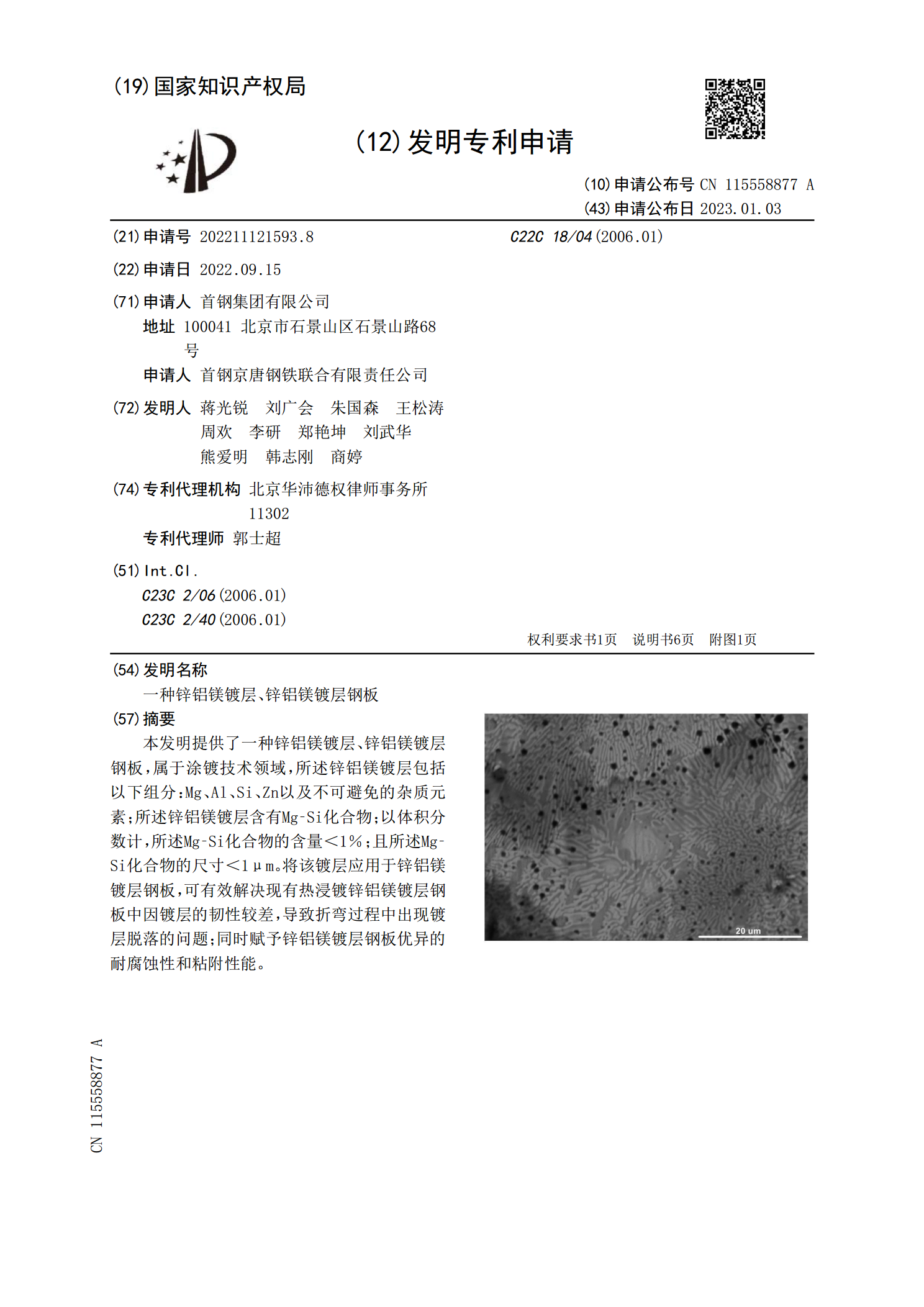
本发明提供了一种锌铝镁镀层、锌铝镁镀层钢板,属于涂镀技术领域,所述锌铝镁镀层包括以下组分:Mg、Al、Si、Zn以及不可避免的杂质元素;所述锌铝镁镀层含有Mg?Si化合物;以体积分数计,所述Mg?Si化合物的含量<1%;且所述Mg?Si化合物的尺寸<1μm。将该镀层应用于锌铝镁镀层钢板,可有效解决现有热浸镀锌铝镁镀层钢板中因镀层的韧性较差,导致折弯过程中出现镀层脱落的问题;同时赋予锌铝镁镀层钢板优异的耐腐蚀性和粘附性能。
一种锌铝镁镀层、锌铝镁镀层钢板.pdf
本发明提供了一种锌铝镁镀层、锌铝镁镀层钢板,属于涂镀技术领域,所述锌铝镁镀层包括以下组分:Mg、Al、Si、Zn以及不可避免的杂质元素;所述锌铝镁镀层含有Mg?Si化合物;以体积分数计,所述Mg?Si化合物的含量<1%;且所述Mg?Si化合物的尺寸<1μm。将该镀层应用于锌铝镁镀层钢板,可有效解决现有热浸镀锌铝镁镀层钢板中因镀层的韧性较差,导致折弯过程中出现镀层脱落的问题;同时赋予锌铝镁镀层钢板优异的耐腐蚀性和粘附性能。