
一种氮气回流焊炉的智能控制方法及系统.pdf

一吃****书竹

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共17页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种氮气回流焊炉的智能控制方法及系统.pdf
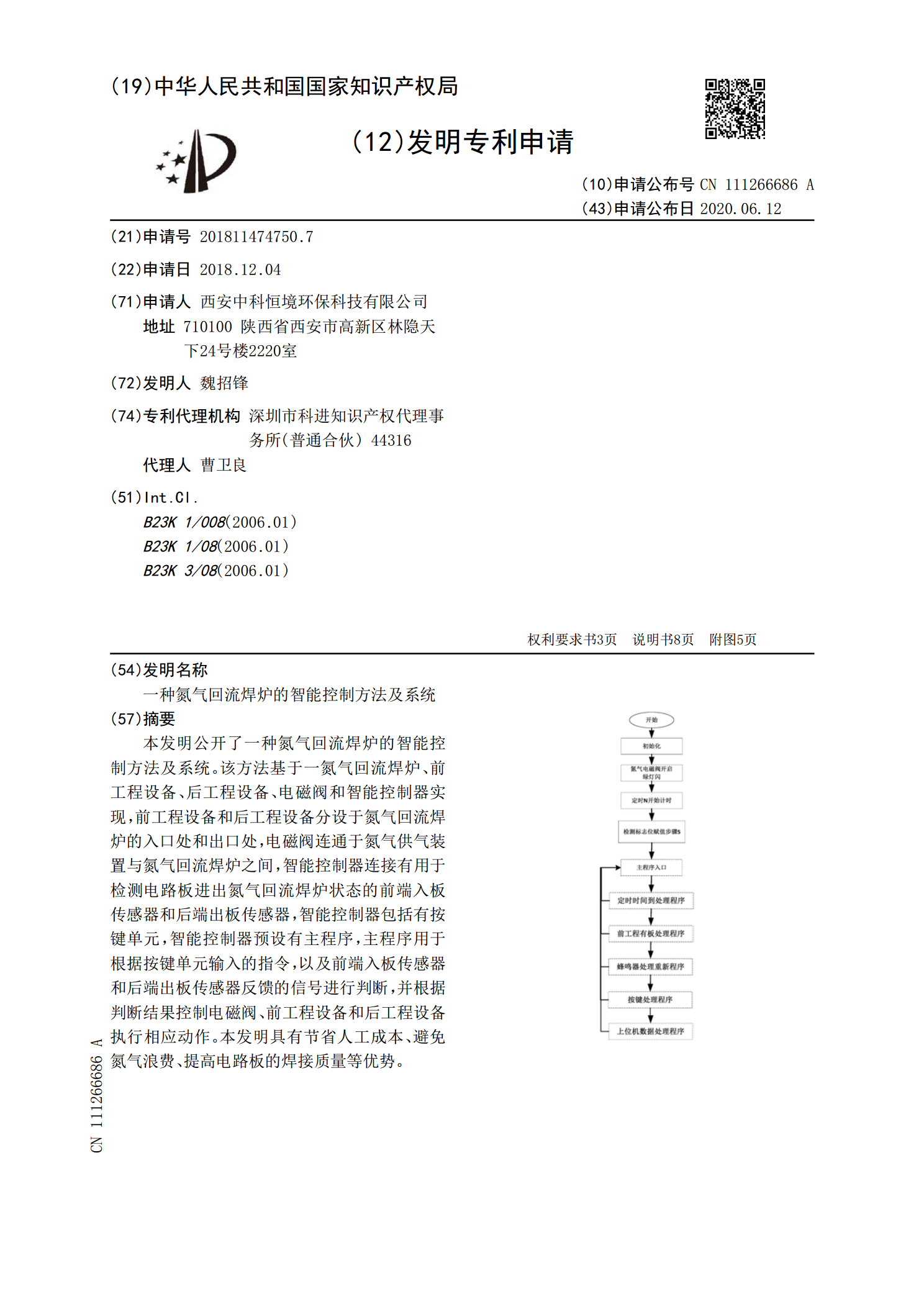
本发明公开了一种氮气回流焊炉的智能控制方法及系统。该方法基于一氮气回流焊炉、前工程设备、后工程设备、电磁阀和智能控制器实现,前工程设备和后工程设备分设于氮气回流焊炉的入口处和出口处,电磁阀连通于氮气供气装置与氮气回流焊炉之间,智能控制器连接有用于检测电路板进出氮气回流焊炉状态的前端入板传感器和后端出板传感器,智能控制器包括有按键单元,智能控制器预设有主程序,主程序用于根据按键单元输入的指令,以及前端入板传感器和后端出板传感器反馈的信号进行判断,并根据判断结果控制电磁阀、前工程设备和后工程设备执行相应动作。
一种用于回流焊炉的氮气帘及回流焊炉.pdf
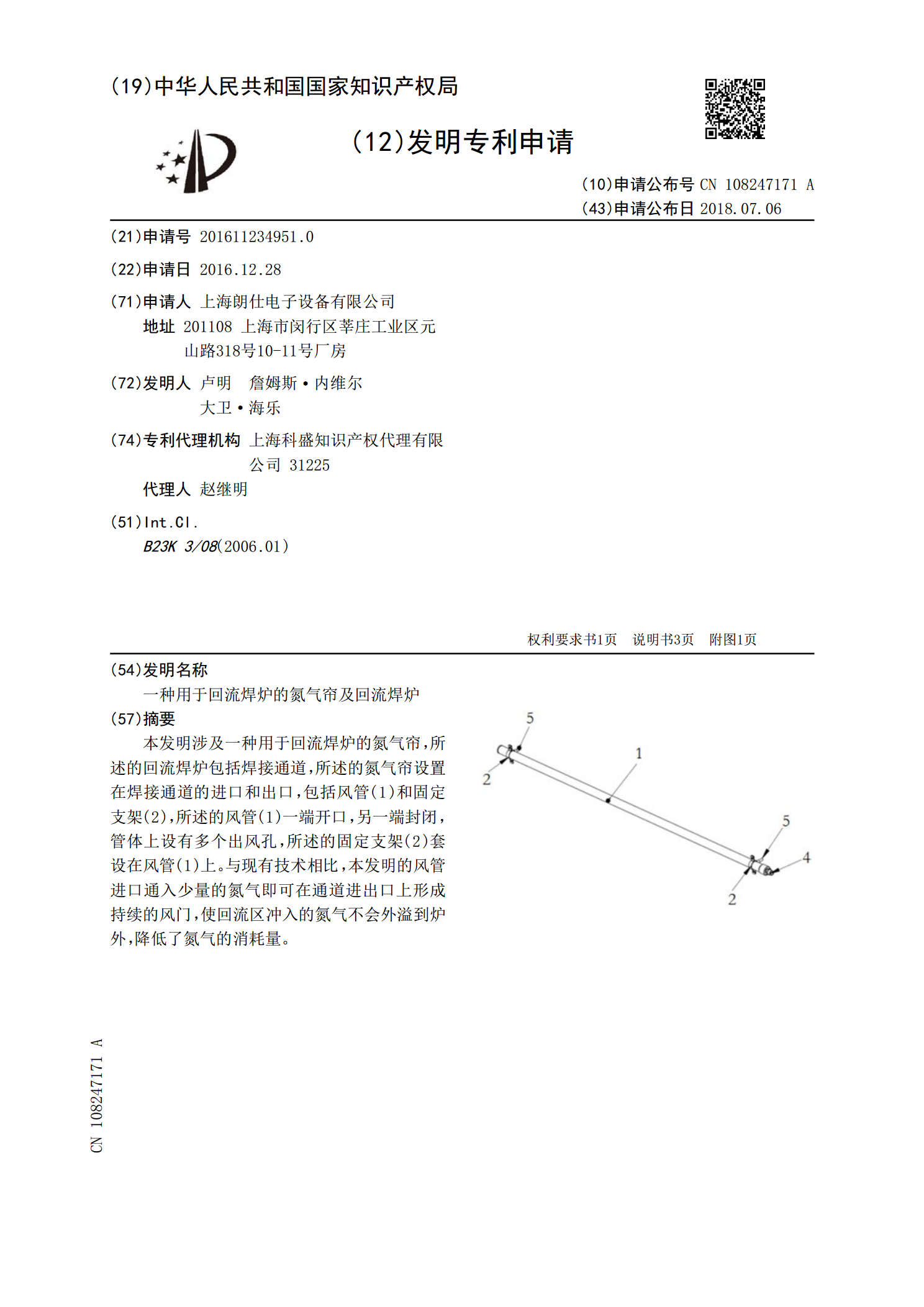
本发明涉及一种用于回流焊炉的氮气帘,所述的回流焊炉包括焊接通道,所述的氮气帘设置在焊接通道的进口和出口,包括风管(1)和固定支架(2),所述的风管(1)一端开口,另一端封闭,管体上设有多个出风孔,所述的固定支架(2)套设在风管(1)上。与现有技术相比,本发明的风管进口通入少量的氮气即可在通道进出口上形成持续的风门,使回流区冲入的氮气不会外溢到炉外,降低了氮气的消耗量。
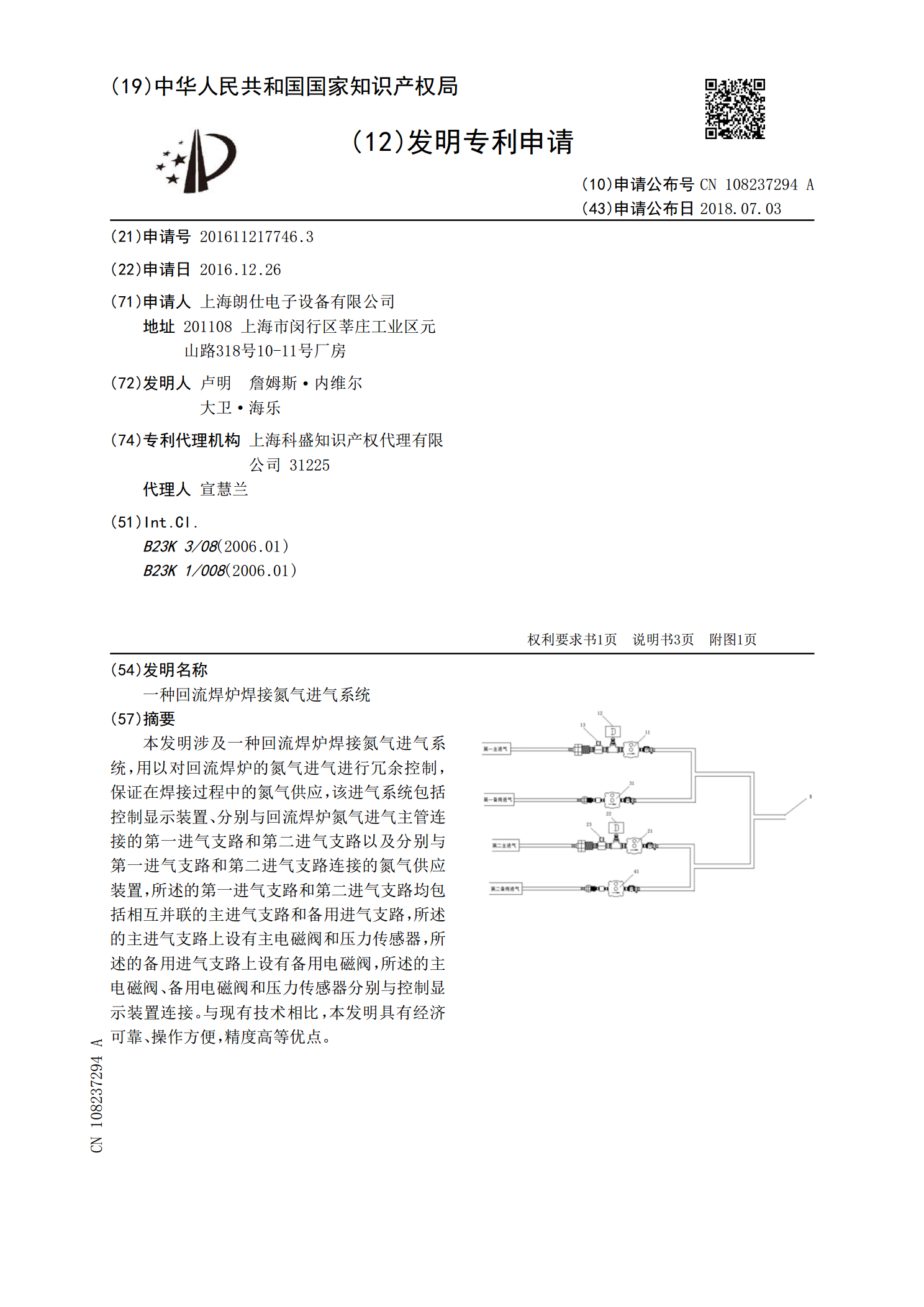
一种回流焊炉焊接氮气进气系统.pdf
本发明涉及一种回流焊炉焊接氮气进气系统,用以对回流焊炉的氮气进气进行冗余控制,保证在焊接过程中的氮气供应,该进气系统包括控制显示装置、分别与回流焊炉氮气进气主管连接的第一进气支路和第二进气支路以及分别与第一进气支路和第二进气支路连接的氮气供应装置,所述的第一进气支路和第二进气支路均包括相互并联的主进气支路和备用进气支路,所述的主进气支路上设有主电磁阀和压力传感器,所述的备用进气支路上设有备用电磁阀,所述的主电磁阀、备用电磁阀和压力传感器分别与控制显示装置连接。与现有技术相比,本发明具有经济可靠、操作方便,
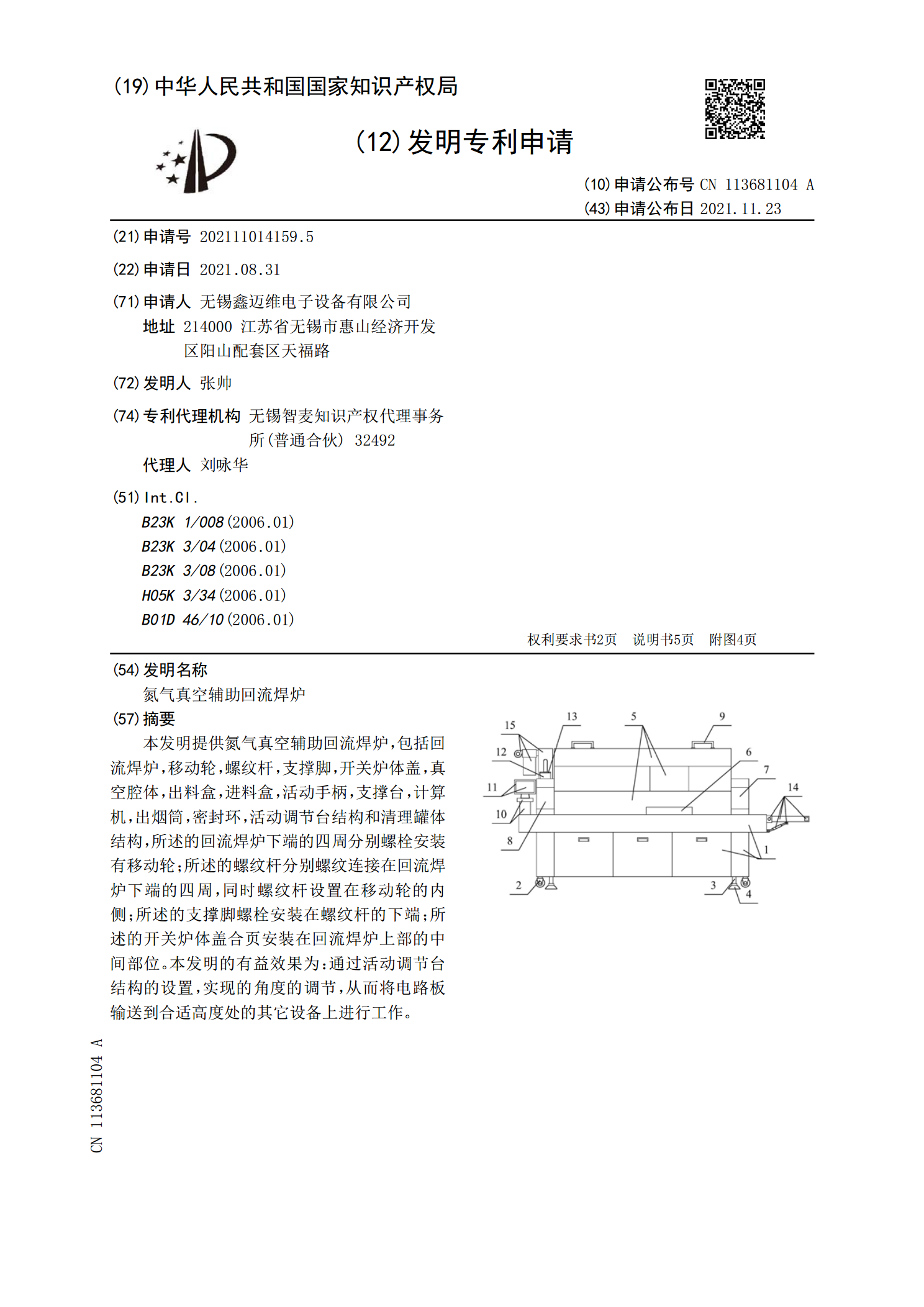
氮气真空辅助回流焊炉.pdf
本发明提供氮气真空辅助回流焊炉,包括回流焊炉,移动轮,螺纹杆,支撑脚,开关炉体盖,真空腔体,出料盒,进料盒,活动手柄,支撑台,计算机,出烟筒,密封环,活动调节台结构和清理罐体结构,所述的回流焊炉下端的四周分别螺栓安装有移动轮;所述的螺纹杆分别螺纹连接在回流焊炉下端的四周,同时螺纹杆设置在移动轮的内侧;所述的支撑脚螺栓安装在螺纹杆的下端;所述的开关炉体盖合页安装在回流焊炉上部的中间部位。本发明的有益效果为:通过活动调节台结构的设置,实现的角度的调节,从而将电路板输送到合适高度处的其它设备上进行工作。
智能控制的小型回流焊接炉.pdf
一种智能控制的小型回流焊接炉,属于回流焊接炉领域,其特征在于:包括控制模块、温度检测模块、信号调理模块、功率驱动模块、加热装置、显示模块、风机驱动模块、空气循环装置、排风装置、冷却装置、系统电源和键盘;所述键盘与控制模块相电连接;所述显示模块与控制模块相电连接;所述温度检测模块经信号调理模块后与控制模块相连接;所述控制模块经功率驱动模块后与加热装置相连接;所述风机驱动模块与控制模块相连接;所述系统电源与控制模块相连接。通过小型回流焊炉保证回流焊接温度上升的速度和温度值的稳定度,实现了对回流焊工艺的实时有效