
一种钎焊CBN磨料插片复合砂轮及其制造方法.pdf

一条****ee


1/10
2/10

3/10
4/10
5/10

6/10
7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种钎焊CBN磨料插片复合砂轮及其制造方法.pdf
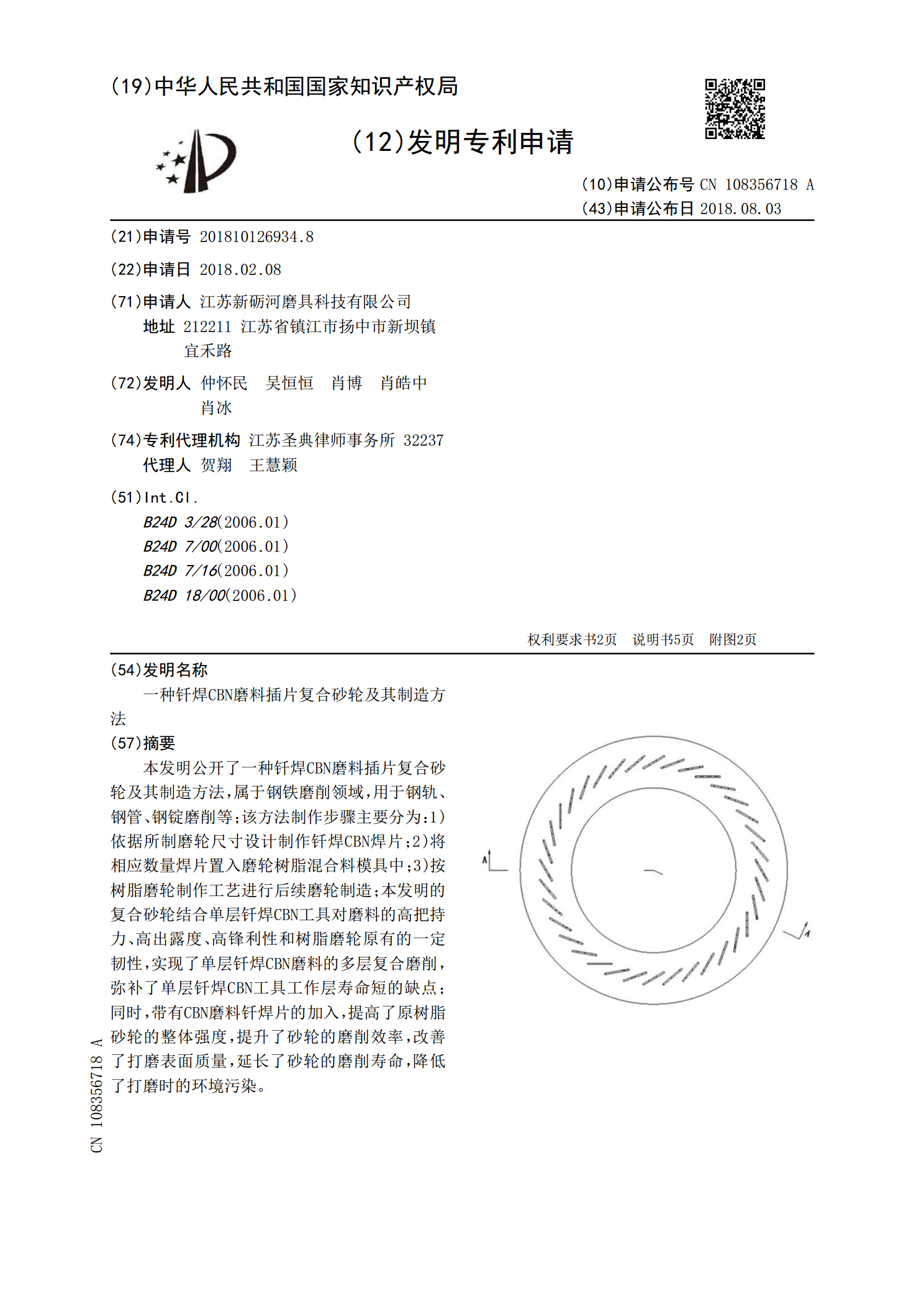
本发明公开了一种钎焊CBN磨料插片复合砂轮及其制造方法,属于钢铁磨削领域,用于钢轨、钢管、钢锭磨削等;该方法制作步骤主要分为:1)依据所制磨轮尺寸设计制作钎焊CBN焊片;2)将相应数量焊片置入磨轮树脂混合料模具中;3)按树脂磨轮制作工艺进行后续磨轮制造;本发明的复合砂轮结合单层钎焊CBN工具对磨料的高把持力、高出露度、高锋利性和树脂磨轮原有的一定韧性,实现了单层钎焊CBN磨料的多层复合磨削,弥补了单层钎焊CBN工具工作层寿命短的缺点;同时,带有CBN磨料钎焊片的加入,提高了原树脂砂轮的整体强度,提升了砂轮

一种cBN复合磨料及其制造方法.pdf
本发明属于超硬磨具领域,它涉及一种复合cBN的制备工艺,具体制备过程见说明书中的附图1,此工艺适用于工业化生产,该复合磨料所制备的砂轮锋利耐用,环保安全,高效经济。解决了普通磨料砂轮打磨出现的耐磨性差、锋利度不够、粉尘严重脱落、不环保经济等技术问题。
一种钎焊金刚石插片树脂刚玉复合砂轮及其制造工艺.pdf
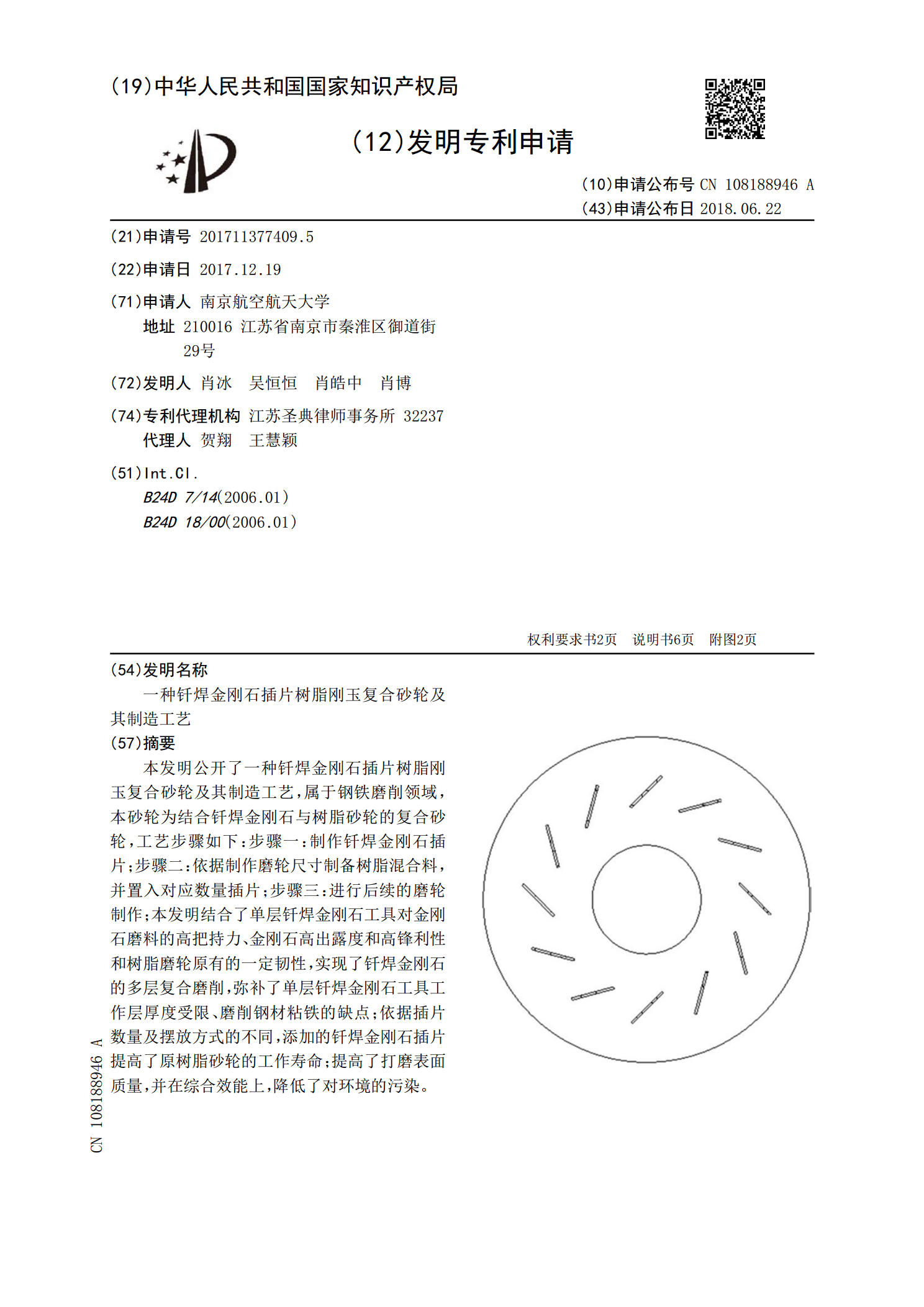
本发明公开了一种钎焊金刚石插片树脂刚玉复合砂轮及其制造工艺,属于钢铁磨削领域,本砂轮为结合钎焊金刚石与树脂砂轮的复合砂轮,工艺步骤如下:步骤一:制作钎焊金刚石插片;步骤二:依据制作磨轮尺寸制备树脂混合料,并置入对应数量插片;步骤三:进行后续的磨轮制作;本发明结合了单层钎焊金刚石工具对金刚石磨料的高把持力、金刚石高出露度和高锋利性和树脂磨轮原有的一定韧性,实现了钎焊金刚石的多层复合磨削,弥补了单层钎焊金刚石工具工作层厚度受限、磨削钢材粘铁的缺点;依据插片数量及摆放方式的不同,添加的钎焊金刚石插片提高了原树脂
一种单层高精度钎焊超硬磨料砂轮及其制造方法.pdf
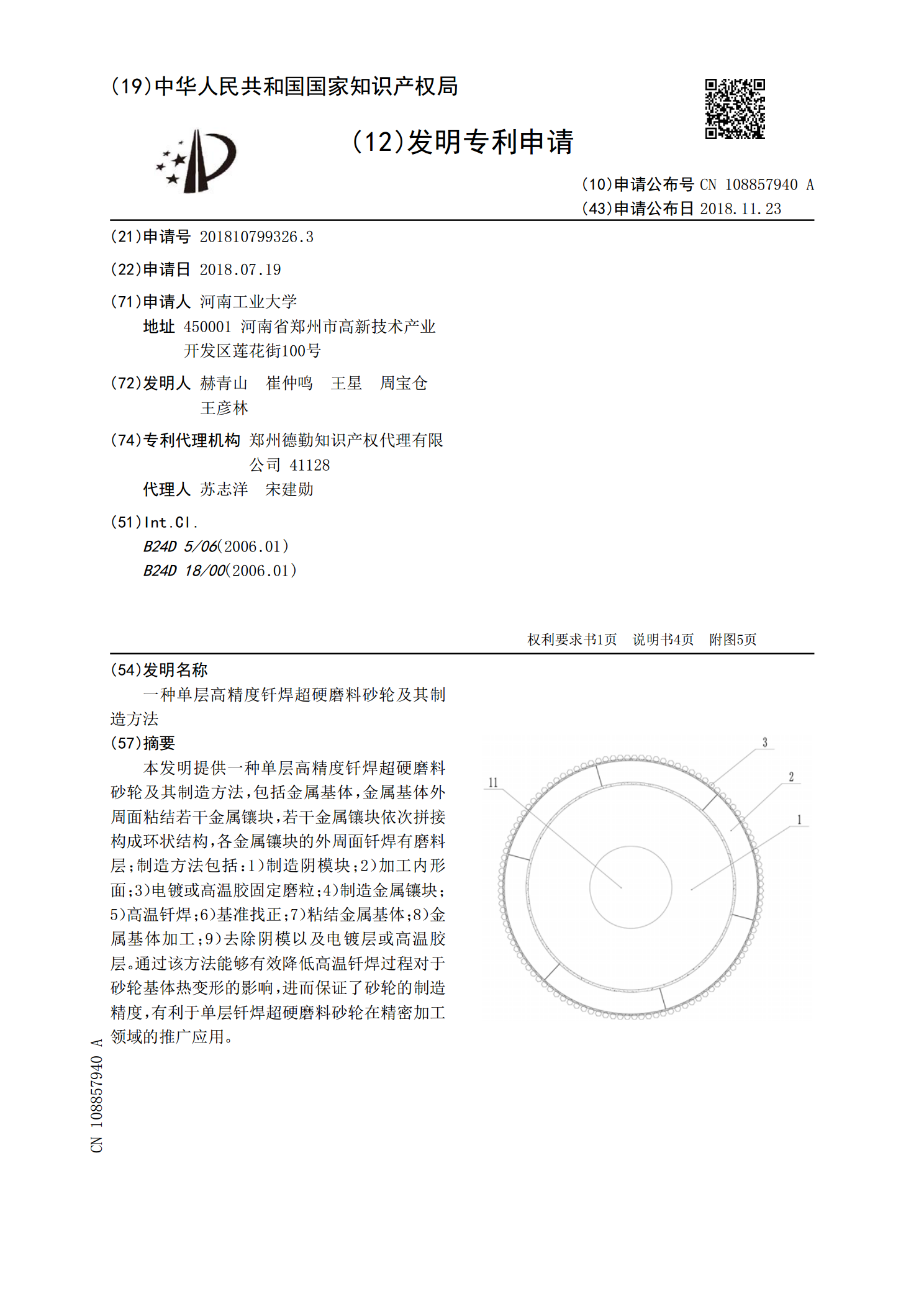
本发明提供一种单层高精度钎焊超硬磨料砂轮及其制造方法,包括金属基体,金属基体外周面粘结若干金属镶块,若干金属镶块依次拼接构成环状结构,各金属镶块的外周面钎焊有磨料层;制造方法包括:1)制造阴模块;2)加工内形面;3)电镀或高温胶固定磨粒;4)制造金属镶块;5)高温钎焊;6)基准找正;7)粘结金属基体;8)金属基体加工;9)去除阴模以及电镀层或高温胶层。通过该方法能够有效降低高温钎焊过程对于砂轮基体热变形的影响,进而保证了砂轮的制造精度,有利于单层钎焊超硬磨料砂轮在精密加工领域的推广应用。
一种复合磨料砂轮及其制备方法.pdf
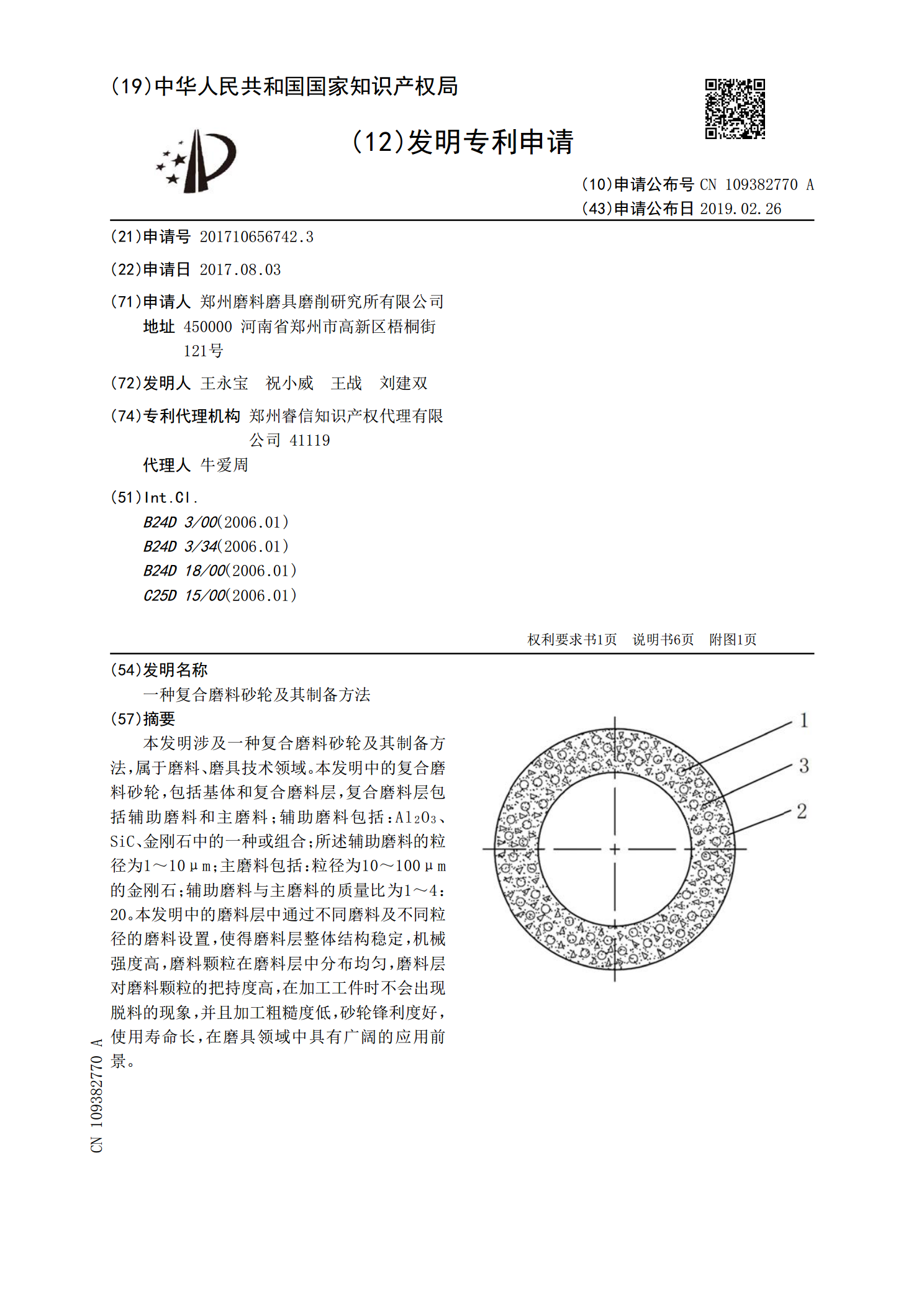
本发明涉及一种复合磨料砂轮及其制备方法,属于磨料、磨具技术领域。本发明中的复合磨料砂轮,包括基体和复合磨料层,复合磨料层包括辅助磨料和主磨料;辅助磨料包括:Al