
微合金处理热轧H型钢及其轧制方法.pdf

是来****文章


1/10
2/10

3/10
4/10
5/10

6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
微合金处理热轧H型钢及其轧制方法.pdf
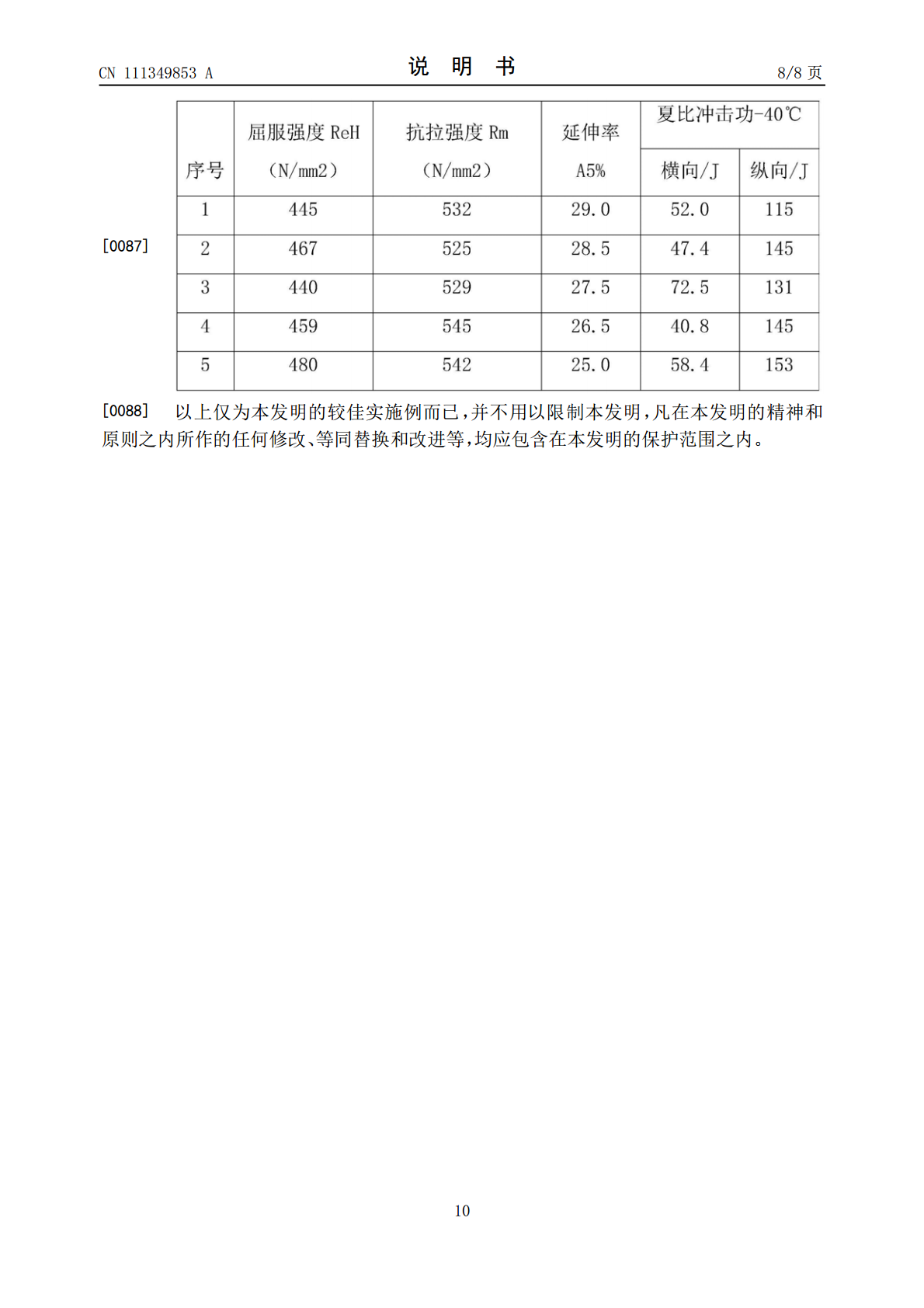
本发明提供了一种微合金处理热轧H型钢及轧制方法,涉及型钢轧制技术领域,轧制方法包括铁水预处理、转炉冶炼、精炼、连铸、轧制、冷却以及矫直的步骤;其中,铁水预处理步骤中,铁水温度≥1300℃;转炉冶炼步骤中,在出钢过程中,加入预熔精炼渣;轧制步骤中,采用待温冷却和降速处理。本发明提供的微合金处理热轧H型钢,通过在冶炼过程中加入V、Nb等微合金元素,可以有效的细化型钢的组织晶粒,不仅提高了型钢的强度,还提高了型钢的塑形和韧性,保证了型钢的抗冲击性能;同时结合热轧轧制中工序的优化,实现提高型钢的组织晶粒的有效细化
一种热轧H型钢的UR孔型及热轧H型钢轧制方法.pdf
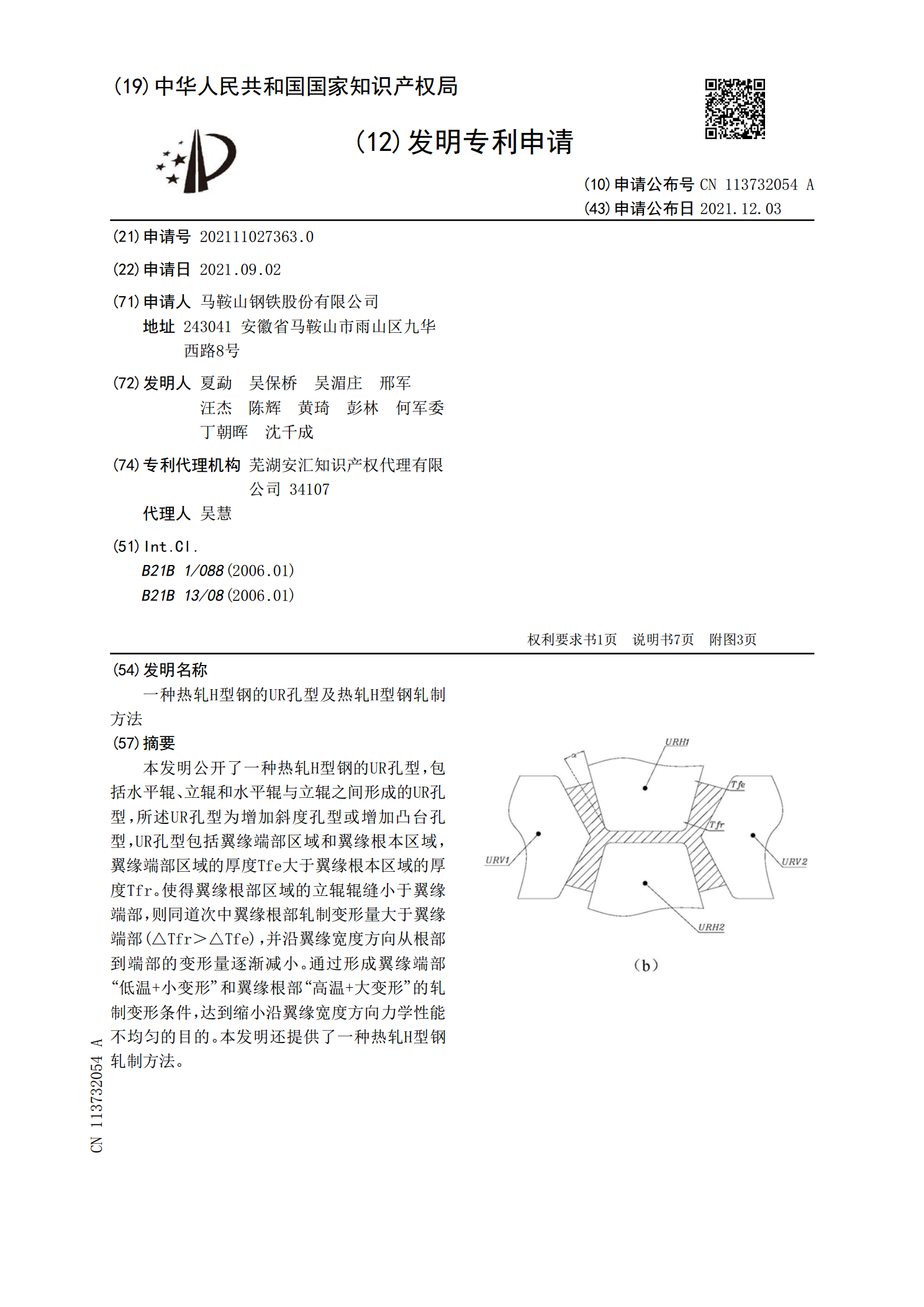
本发明公开了一种热轧H型钢的UR孔型,包括水平辊、立辊和水平辊与立辊之间形成的UR孔型,所述UR孔型为增加斜度孔型或增加凸台孔型,UR孔型包括翼缘端部区域和翼缘根本区域,翼缘端部区域的厚度Tfe大于翼缘根本区域的厚度Tfr。使得翼缘根部区域的立辊辊缝小于翼缘端部,则同道次中翼缘根部轧制变形量大于翼缘端部(△Tfr>△Tfe),并沿翼缘宽度方向从根部到端部的变形量逐渐减小。通过形成翼缘端部“低温+小变形”和翼缘根部“高温+大变形”的轧制变形条件,达到缩小沿翼缘宽度方向力学性能不均匀的目的。本发明还提供了一种
稀土微合金化抗震热轧H型钢及其制备方法.pdf
本发明公开了一种稀土微合金化抗震热轧H型钢的制备方法,包括:转炉冶炼过程中,控制转炉入炉铁水中w[S]≤0.009%,提高转炉出钢温度至1600℃左右,控制转炉下渣量;LF精炼过程中延长LF炉精炼时间;VD真空精炼过程中,VD炉吹氩时间不少于10min;连铸机的拉速范围为0.80m/min~0.9m/min,钢种的过热度小于25℃;轧制工艺中,加热温度为1210~1250℃,开轧温度≤1200℃,终轧温度870~890℃,得到H型钢。本发明还公开了一种稀土微合金化抗震热轧H型钢。本发明所采用窄成分设计,得
一种低成本正火轧制热轧H型钢及其制备方法.pdf
本发明涉及一种低成本正火轧制热轧H型钢及其制备方法,属于冶金及轧制技术领域。本发明所述H型钢的化学成分按重量百分比为(%):C:0.04~0.15,Si:0.15~0.50,Mn:0.95~1.65,P≤0.020,S≤0.015,Al:0.02~0.050,Cu≤0.55,Cr≤0.30,Ni≤0.50,Mo≤0.10,B≤0.03,V:0.02~0.060,As+Sn+P+S≤0.04,其余为Fe及不可避免的杂质。该钢材生产工艺流程如下:铁水预处理—转炉冶炼—LF精炼—矩形坯连铸—加热—高压水除鳞—轧
一种基于异型坯轧制成型的热轧H型钢及其制备方法.pdf
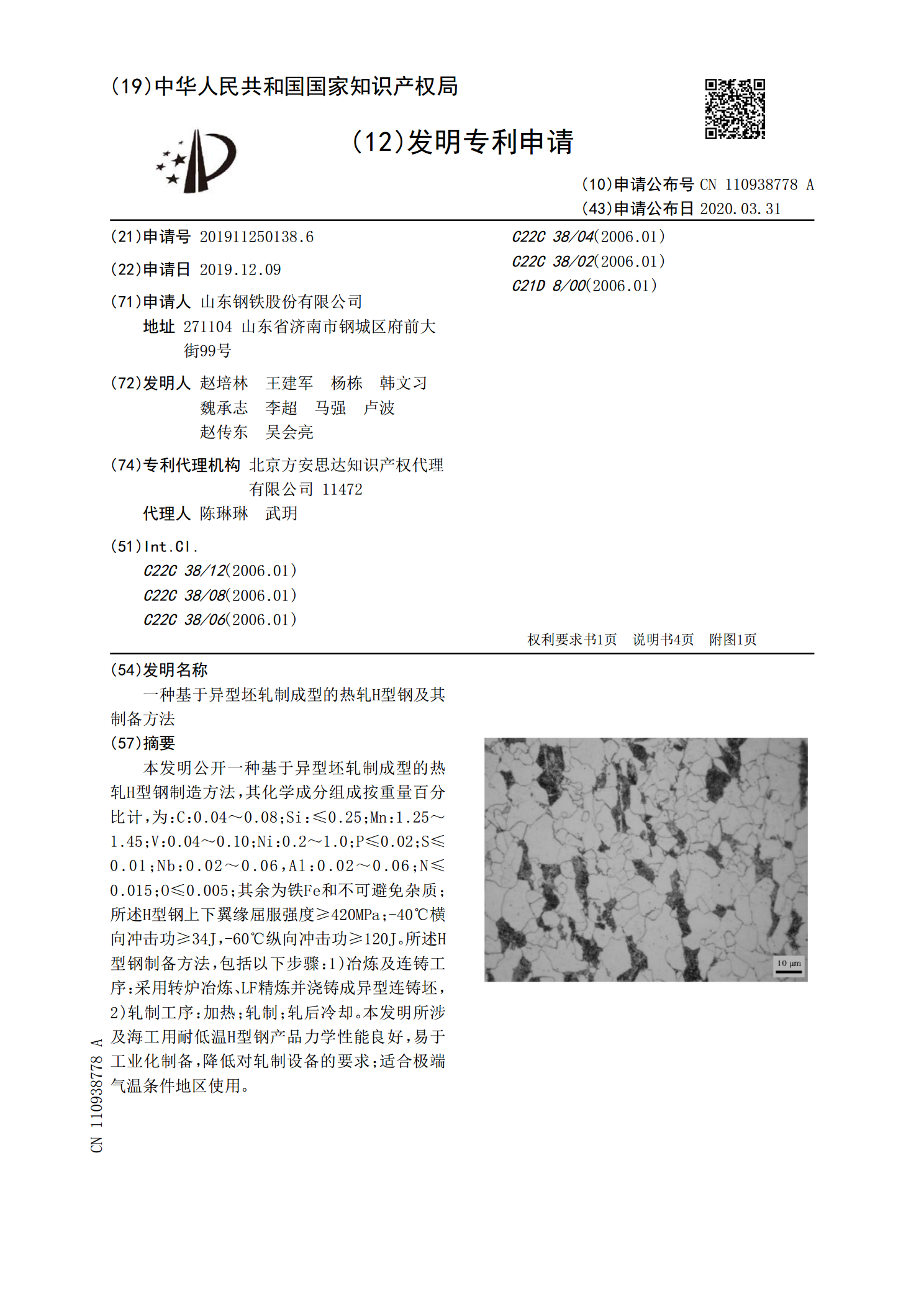
本发明公开一种基于异型坯轧制成型的热轧H型钢制造方法,其化学成分组成按重量百分比计,为:C:0.04~0.08;Si:≤0.25;Mn:1.25~1.45;V:0.04~0.10;Ni:0.2~1.0;P≤0.02;S≤0.01;Nb:0.02~0.06,Al:0.02~0.06;N≤0.015;O≤0.005;其余为铁Fe和不可避免杂质;所述H型钢上下翼缘屈服强度≥420MPa;‑40℃横向冲击功≥34J,‑60℃纵向冲击功≥120J。所述H型钢制备方法,包括以下步骤:1)冶炼及连铸工序:采用转炉冶炼、