
高压直入速热式电锅炉主机及其制造工艺.pdf

玉怡****文档

1/10

2/10

3/10
4/10

5/10

6/10

7/10

8/10

9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
高压直入速热式电锅炉主机及其制造工艺.pdf
本发明公开一种高压直入速热式电锅炉主机及其制造工艺,将N支加热管串联起来,满足10KV以上工作电压值,加热管安装在换热集成模块内,串联的首端、尾端接入10KV高压电路中加热热水(蒸汽),可节约变压器投资及变压器15%的电损,由循环泵的作用使加热液体(水和油)经型材换热流道、型材集管、管接头、进出水总管输出热水和蒸汽。利用远红外辐射加热管辐射传热不导电的特性,隔绝了高压电传入换热型材的可能,实现了水电隔离、永不漏电功能,换热效率高,功率可大可小,使用寿命是不锈钢发热管电锅炉的3‑5倍,便于维修,不结水垢,具
模块集成速热式电锅炉主机及其制造工艺.pdf
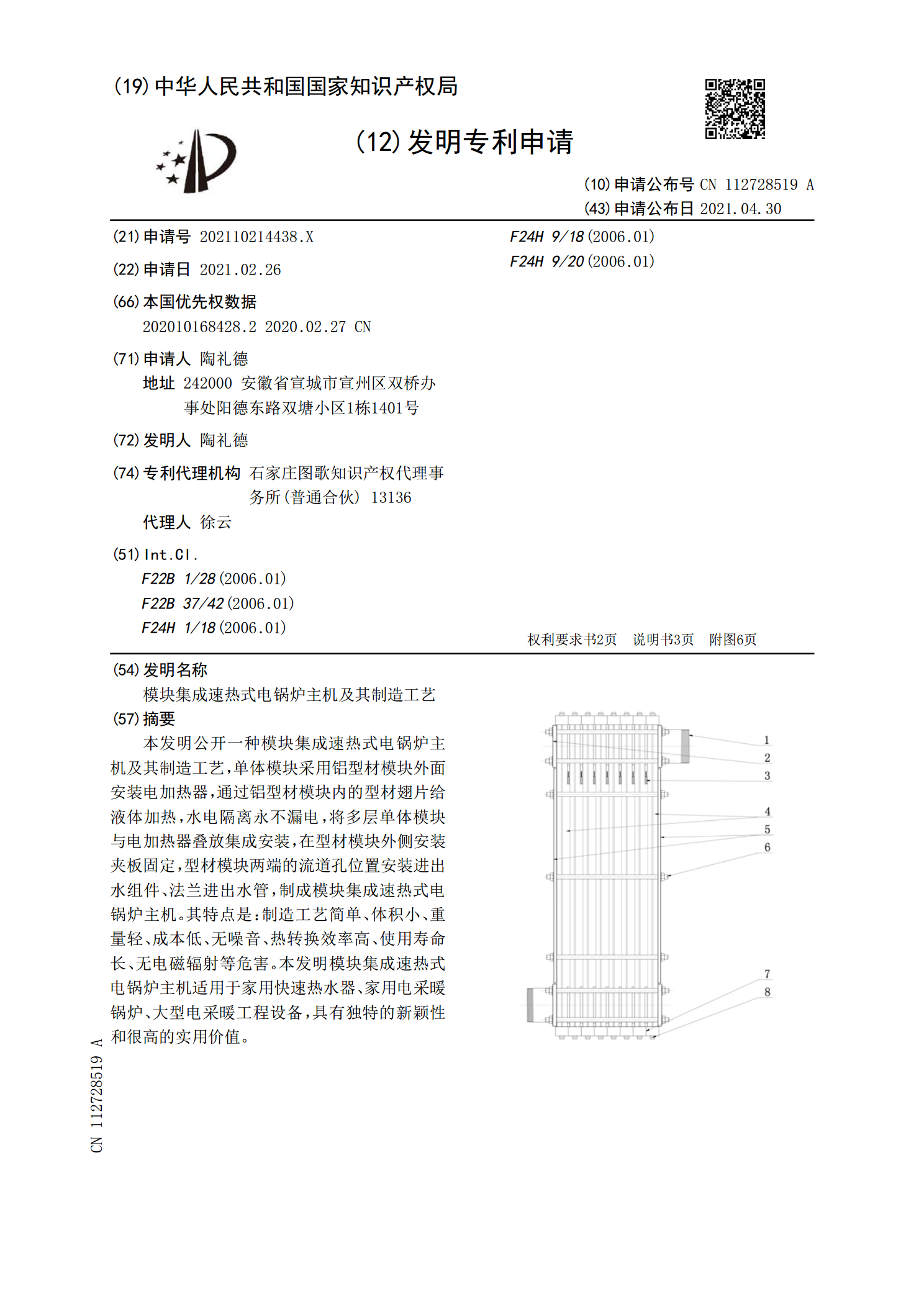
本发明公开一种模块集成速热式电锅炉主机及其制造工艺,单体模块采用铝型材模块外面安装电加热器,通过铝型材模块内的型材翅片给液体加热,水电隔离永不漏电,将多层单体模块与电加热器叠放集成安装,在型材模块外侧安装夹板固定,型材模块两端的流道孔位置安装进出水组件、法兰进出水管,制成模块集成速热式电锅炉主机。其特点是:制造工艺简单、体积小、重量轻、成本低、无噪音、热转换效率高、使用寿命长、无电磁辐射等危害。本发明模块集成速热式电锅炉主机适用于家用快速热水器、家用电采暖锅炉、大型电采暖工程设备,具有独特的新颖性和很高的
模块集成速热式电锅炉主机及其制造工艺.pdf
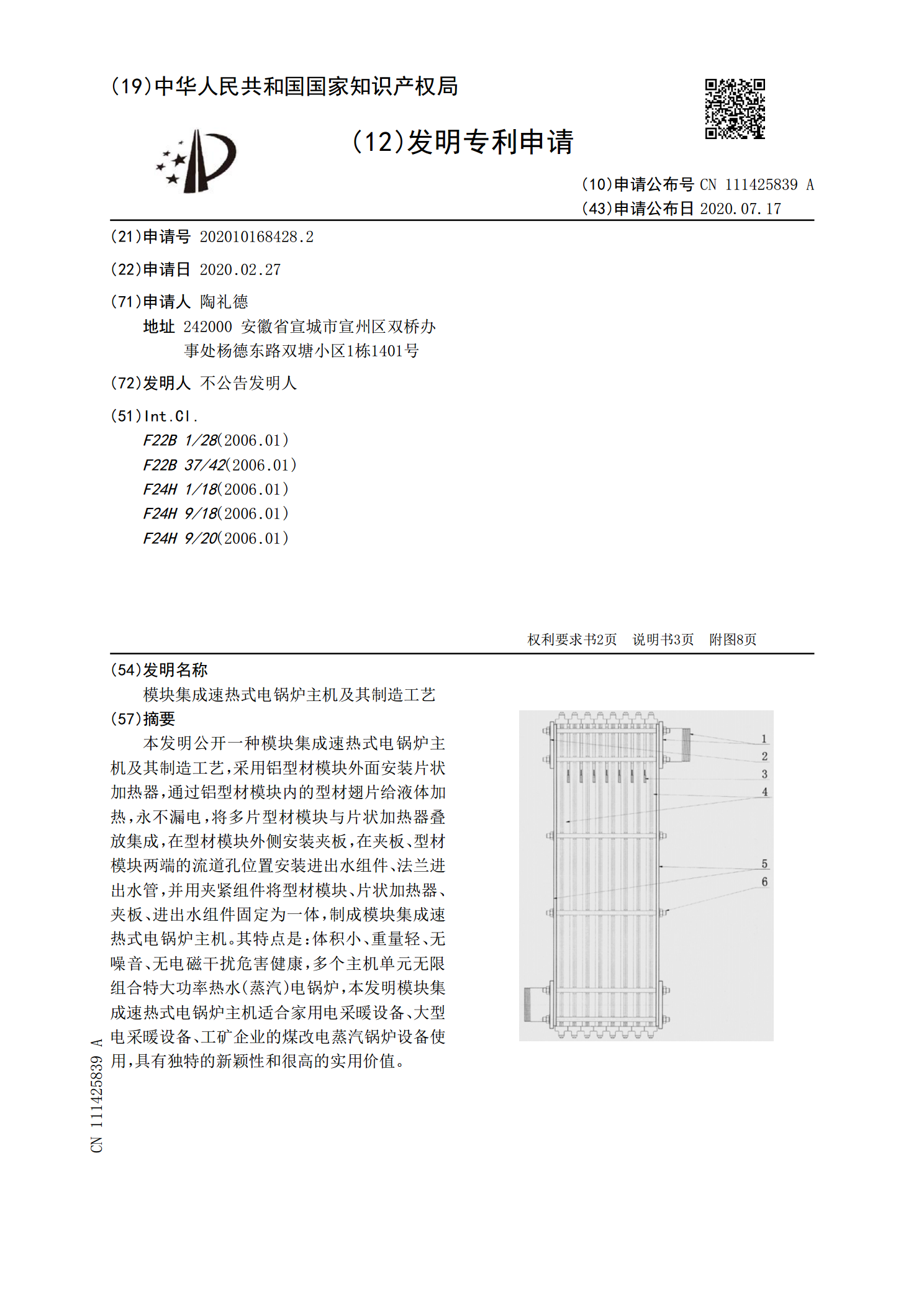
本发明公开一种模块集成速热式电锅炉主机及其制造工艺,采用铝型材模块外面安装片状加热器,通过铝型材模块内的型材翅片给液体加热,永不漏电,将多片型材模块与片状加热器叠放集成,在型材模块外侧安装夹板,在夹板、型材模块两端的流道孔位置安装进出水组件、法兰进出水管,并用夹紧组件将型材模块、片状加热器、夹板、进出水组件固定为一体,制成模块集成速热式电锅炉主机。其特点是:体积小、重量轻、无噪音、无电磁干扰危害健康,多个主机单元无限组合特大功率热水(蒸汽)电锅炉,本发明模块集成速热式电锅炉主机适合家用电采暖设备、大型电采
嵌入式电速热集成模块及其制造工艺.pdf
本发明公开一种嵌入式电速热集成模块及其制造工艺,将铝型材外边为“非”字形双排凹槽内安装片状加热器,铝型材模块的内腔设计梳状换热翅片给内腔流道的液体加热,片状加热器两面用耐高电压绝缘片绝缘,与铝型材及内腔的水完全绝缘,实现永不漏电可能;将组合集成模块的凸接口、凹接口与N个组合集成模块串接起来,组成大功率单元组合集成模块,再将N个单元并联组合集成模块并联起来,组成特大功率的热水电锅炉.特点是:体积小重量轻、无限组合特大功率、无噪音、无电磁干扰及健康危害,特别适合大型电供热工程,具有独特的新颖性和很高的实用价值
高压直入水电隔离电锅炉及其制造方法.pdf
本发明公开一种高压直入水电隔离电锅炉及其制造方法,将高压加热集成组件接入10KV、35KV高压电路中直接加热空气,离心风机产生循环气流,通过回风风道→换热风道→加热器→散热翅片→传热翅片→换热管→离心风机循环热风加热液体,经进出水管输出热水和蒸汽。利用气体传热不导电的特性,隔绝高压电传入换热器组件、机架,实现水电隔离永不漏电,用户无需投资变压器,节约变压器15%的电损,设计功率范围100‑20000千瓦,可大可小,换热效率高,使用寿命是不锈钢发热管电锅炉的3‑5倍,便于维修,不结水垢,具有独特的新颖性和很