
一种冷轧板及其板形控制方法.pdf

慧娇****文章

1/9
2/9
3/9
4/9
5/9
6/9
7/9

8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种冷轧板及其板形控制方法.pdf
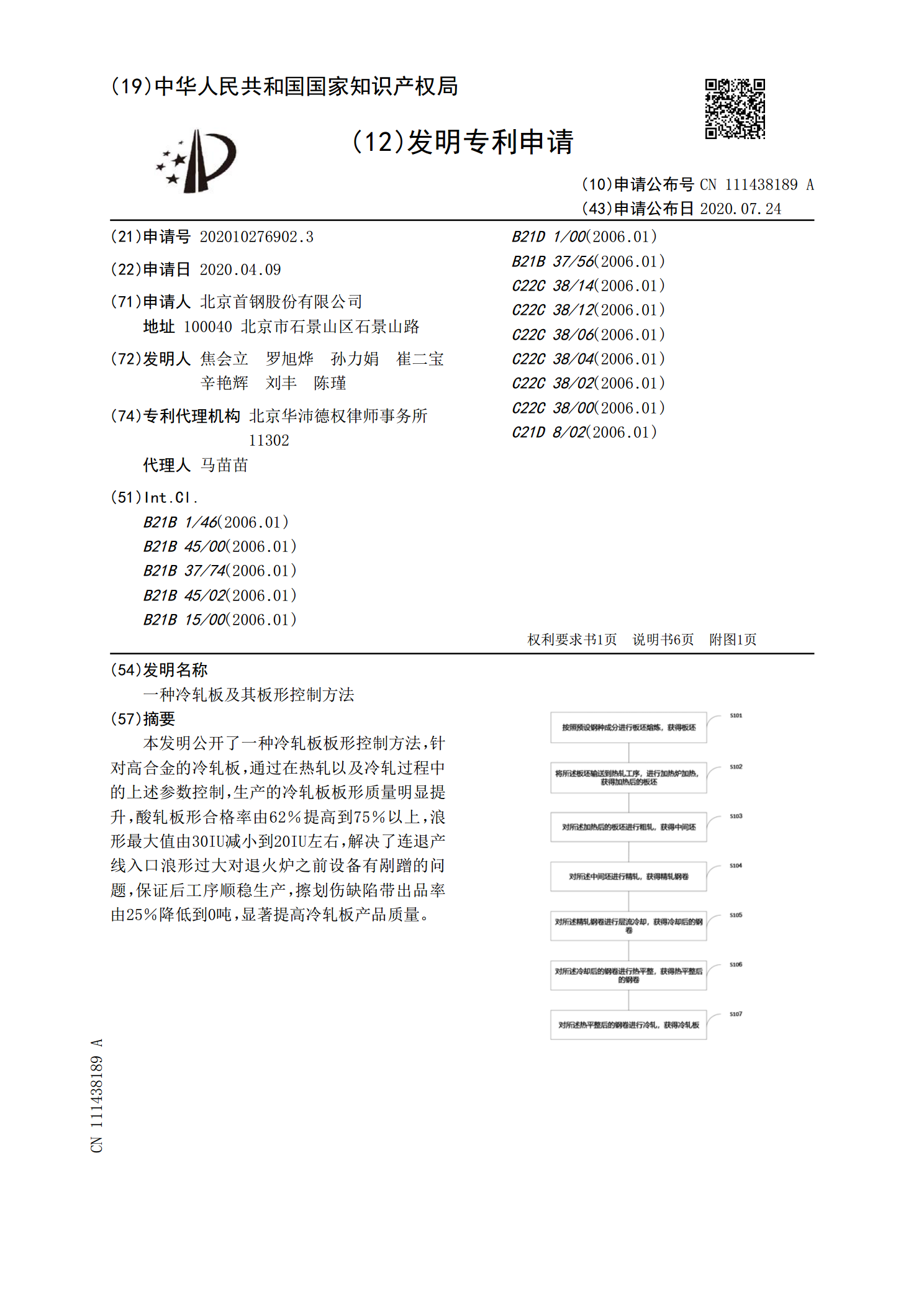
本发明公开了一种冷轧板板形控制方法,针对高合金的冷轧板,通过在热轧以及冷轧过程中的上述参数控制,生产的冷轧板板形质量明显提升,酸轧板形合格率由62%提高到75%以上,浪形最大值由30IU减小到20IU左右,解决了连退产线入口浪形过大对退火炉之前设备有剐蹭的问题,保证后工序顺稳生产,擦划伤缺陷带出品率由25%降低到0吨,显著提高冷轧板产品质量。
一种冷轧板板形的控制方法.pdf
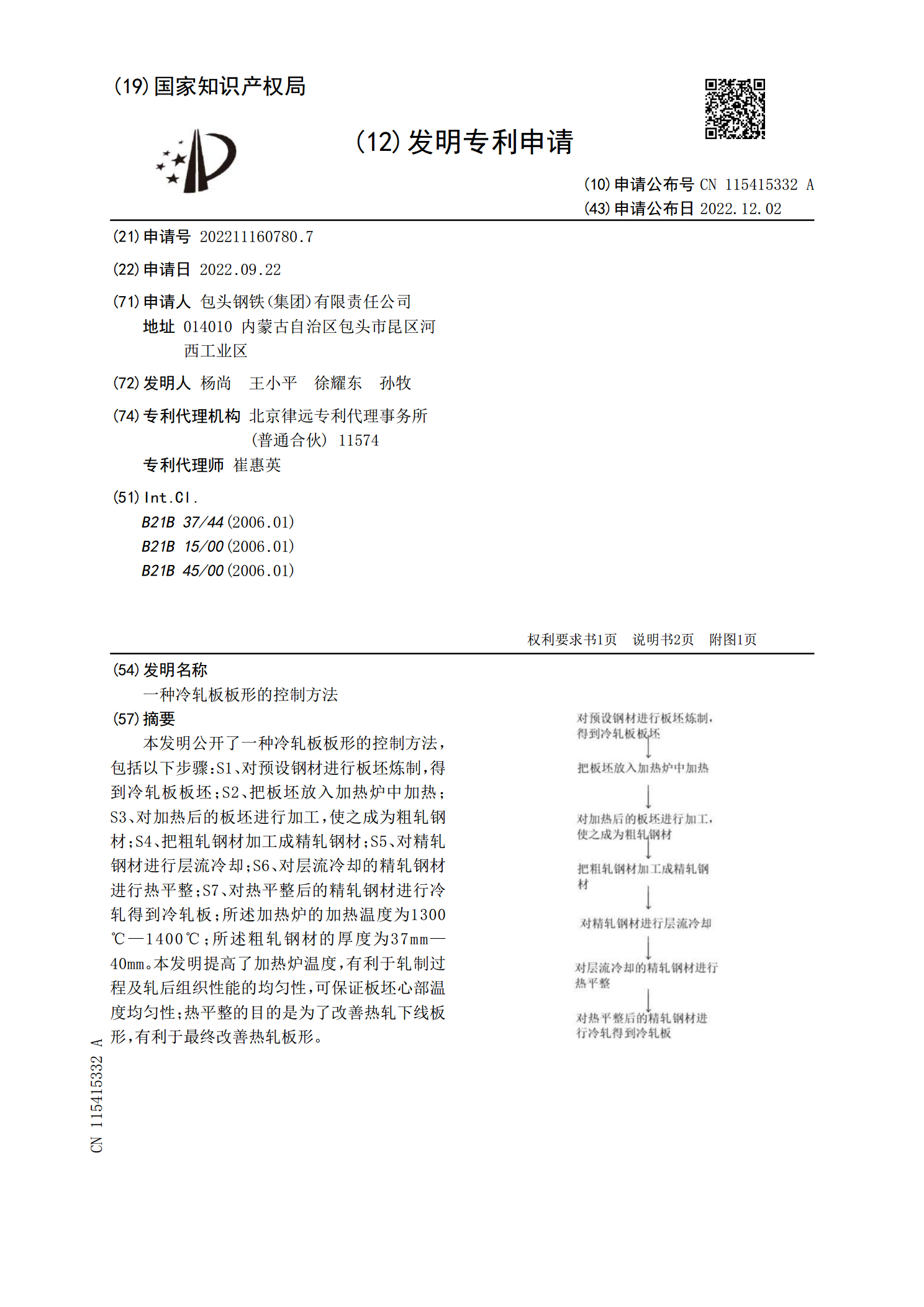
本发明公开了一种冷轧板板形的控制方法,包括以下步骤:S1、对预设钢材进行板坯炼制,得到冷轧板板坯;S2、把板坯放入加热炉中加热;S3、对加热后的板坯进行加工,使之成为粗轧钢材;S4、把粗轧钢材加工成精轧钢材;S5、对精轧钢材进行层流冷却;S6、对层流冷却的精轧钢材进行热平整;S7、对热平整后的精轧钢材进行冷轧得到冷轧板;所述加热炉的加热温度为1300℃—1400℃;所述粗轧钢材的厚度为37mm—40mm。本发明提高了加热炉温度,有利于轧制过程及轧后组织性能的均匀性,可保证板坯心部温度均匀性;热平整的目的是

一种多层复合冷轧板的冷轧设备及其方法.pdf
本发明属于冷轧设备技术领域,尤其是一种多层复合冷轧板的冷轧设备及其方法,所述多层复合冷轧板的冷轧设备,包括底部四角位置均安装有带刹万向轮的底座,所述底座的顶部通过升降机构连接有安装架,且安装架上设有冷轧机构;所述多层复合冷轧板的冷轧方法,包括以下步骤:S1:启动第一伺服电机,第一伺服电机的输出轴带动双向螺杆转动,使得安装架上下移动实现高度调节。本发明设置有升降组件能根据送料设备的送料高度对安装架的高度进行合理的调节,通过散热风扇的设置能进行散热降温;通过冷轧组件和传动组件的配合使用,只需设置一个驱动源就能
一种基于误差反向传播算法的冷轧板形控制参数设定方法.pdf
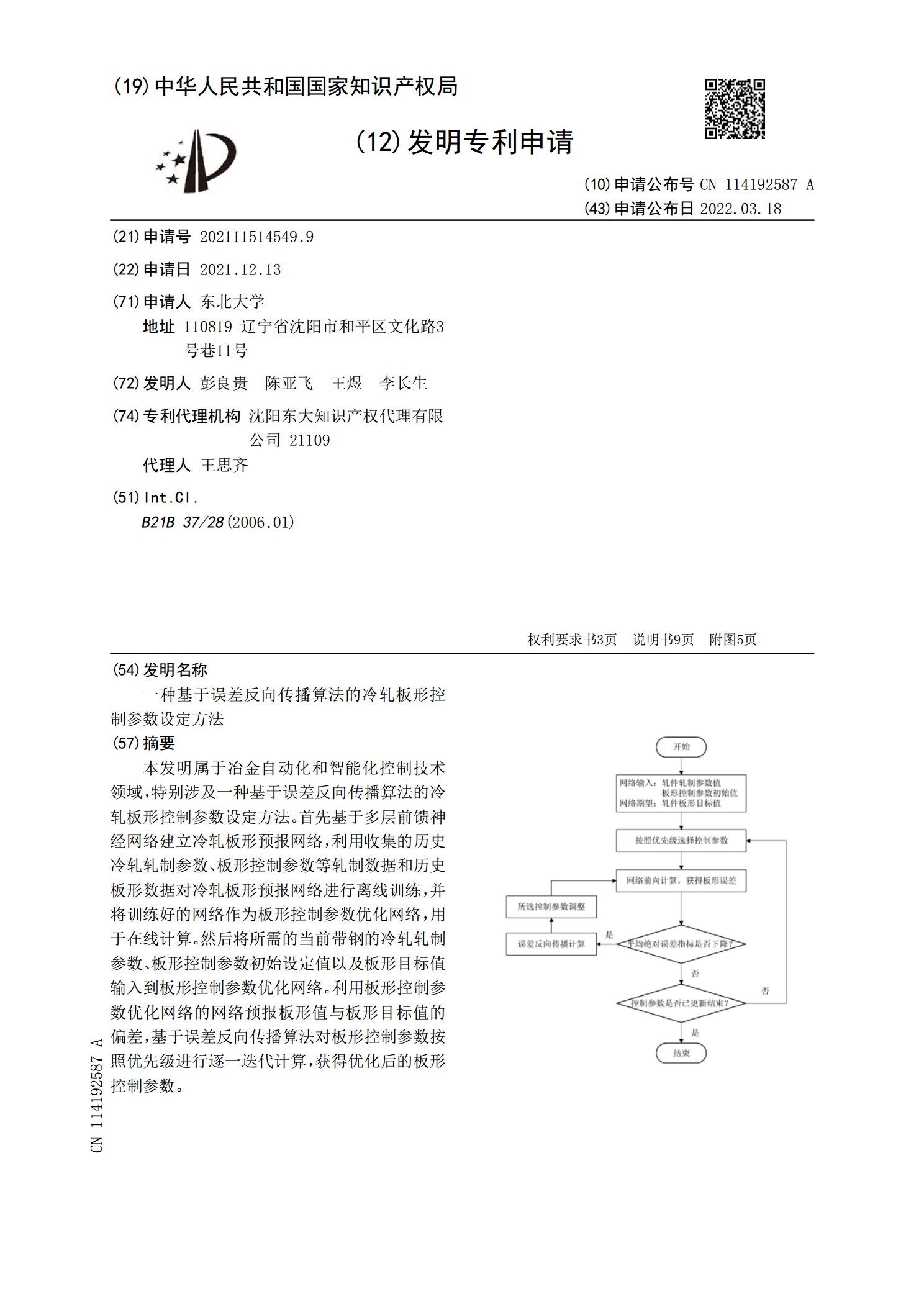
本发明属于冶金自动化和智能化控制技术领域,特别涉及一种基于误差反向传播算法的冷轧板形控制参数设定方法。首先基于多层前馈神经网络建立冷轧板形预报网络,利用收集的历史冷轧轧制参数、板形控制参数等轧制数据和历史板形数据对冷轧板形预报网络进行离线训练,并将训练好的网络作为板形控制参数优化网络,用于在线计算。然后将所需的当前带钢的冷轧轧制参数、板形控制参数初始设定值以及板形目标值输入到板形控制参数优化网络。利用板形控制参数优化网络的网络预报板形值与板形目标值的偏差,基于误差反向传播算法对板形控制参数按照优先级进行逐
一种42CrMo钢冷轧板及其生产方法.pdf
本发明公开一种42CrMo钢冷轧板及其生产方法,其化学成分按质量百分比计C:0.38~0.45、Si:0.17~0.37、Mn:0.50~0.90、P:<0.035、S:<0.035、Cr:1.02~1.14、Mo:0.15~0.25,其余为Fe。其生产方法包括钢水冶炼、连铸、热轧、冷轧、罩式炉退火、精整等工艺,其特征在于,热轧的钢坯加热温度为1170~1270℃,终轧温度为850~950℃,卷取温度为700~750℃,冷轧压下率为25%~55%,退火温度为Ac1-(10~30)℃,保温时间为