
一种基于误差反向传播算法的冷轧板形控制参数设定方法.pdf

书生****萌哒

1/10
2/10

3/10

4/10
5/10

6/10
7/10

8/10

9/10
10/10
亲,该文档总共18页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种基于误差反向传播算法的冷轧板形控制参数设定方法.pdf
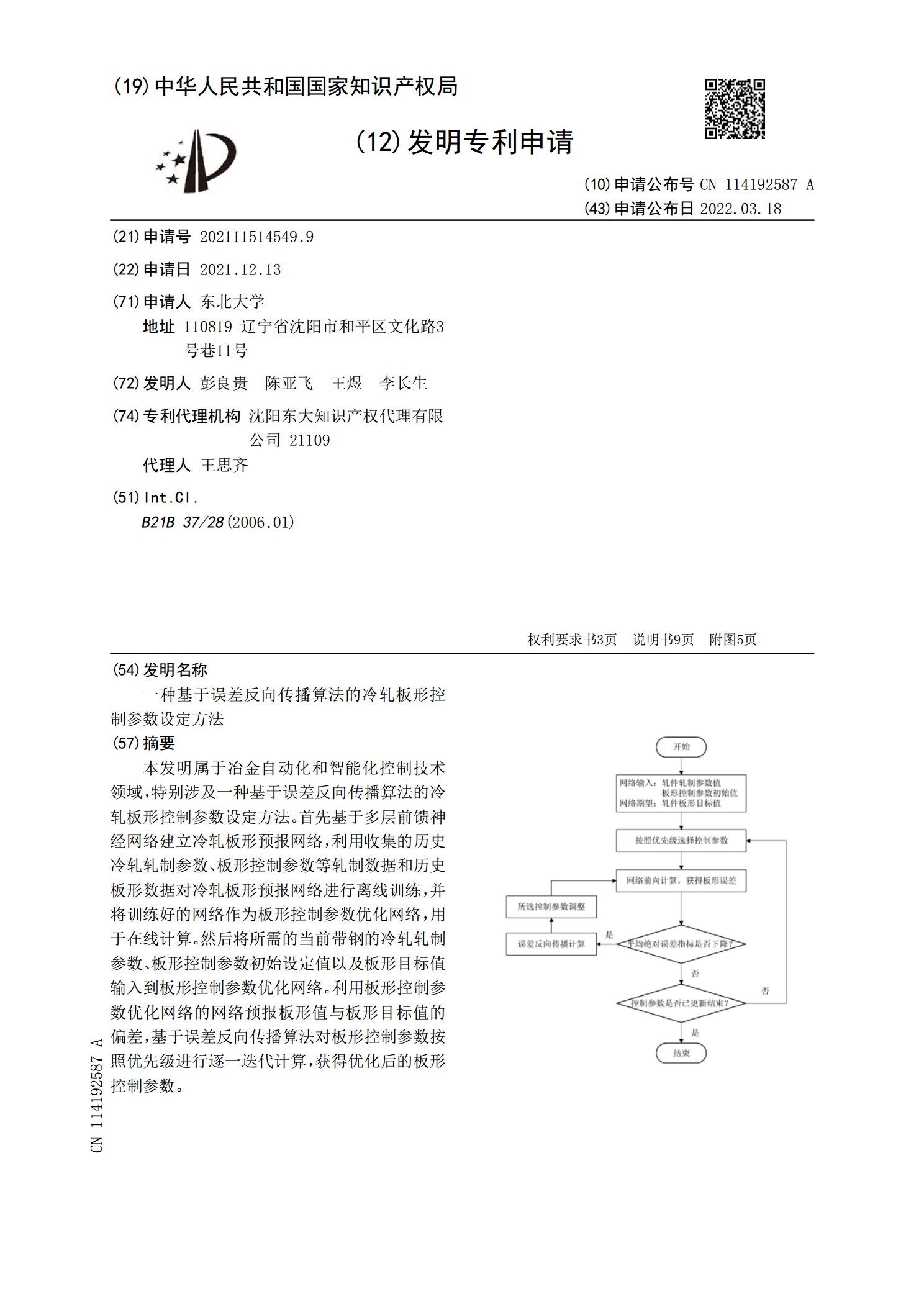
本发明属于冶金自动化和智能化控制技术领域,特别涉及一种基于误差反向传播算法的冷轧板形控制参数设定方法。首先基于多层前馈神经网络建立冷轧板形预报网络,利用收集的历史冷轧轧制参数、板形控制参数等轧制数据和历史板形数据对冷轧板形预报网络进行离线训练,并将训练好的网络作为板形控制参数优化网络,用于在线计算。然后将所需的当前带钢的冷轧轧制参数、板形控制参数初始设定值以及板形目标值输入到板形控制参数优化网络。利用板形控制参数优化网络的网络预报板形值与板形目标值的偏差,基于误差反向传播算法对板形控制参数按照优先级进行逐

基于误差变化率的自适应反向传播算法及其应用.docx
基于误差变化率的自适应反向传播算法及其应用基于误差变化率的自适应反向传播算法及其应用摘要:随着深度学习的迅速发展,神经网络已成为解决各种复杂问题的有力工具。然而,传统的反向传播算法对于网络参数的更新存在很大的局限性,如学习率的选择困难以及易陷入局部最优等。为了解决这些问题,本文提出了一种基于误差变化率的自适应反向传播算法。该算法利用误差变化率来动态调整学习率,使其能够在训练过程中自适应地变化,从而提高网络的训练效果。本文还通过实验验证了该算法的有效性,并在图像分类任务中进行了应用,取得了令人满意的结果。关

误差反向传播.doc
误差反向传播(ErrorBackPropagation,BP)算法1、BP算法的基本思想是,学习过程由信号的正向传播与误差的反向传播两个过程组成。1)正向传播:输入样本->输入层->各隐层(处理)->输出层注1:若输出层实际输出与期望输出(教师信号)不符,则转入2)(误差反向传播过程)2)误差反向传播:输出误差(某种形式)->隐层(逐层)->输入层其主要目的是通过将输出误差反传,将误差分摊给各层所有单元,从而获得各层单元的误差信号,进而修正各单元的权值(其过程,是一个权值调整的过程)。注2:权值调整的过程

误差反向传播.doc
误差反向传播(ErrorBackPropagation,BP)算法1、BP算法的基本思想是,学习过程由信号的正向传播与误差的反向传播两个过程组成。1)正向传播:输入样本->输入层->各隐层(处理)->输出层注1:若输出层实际输出与期望输出(教师信号)不符,则转入2)(误差反向传播过程)2)误差反向传播:输出误差(某种形式)->隐层(逐层)->输入层其主要目的是通过将输出误差反传,将误差分摊给各层所有单元,从而获得各层单元的误差信号,进而修正各单元的权值(其过程,是一个权值调整的过程)。注2:权值调整的过程

基于误差反向传播神经网络的人脸检测方法.docx
基于误差反向传播神经网络的人脸检测方法人脸检测技术在计算机视觉领域中具有重要的应用,可以用于人脸识别、视频监控、人脸姿态估计以及人脸表情分析等多项任务。基于误差反向传播神经网络的人脸检测方法是目前较为主流的一种方法。本文将介绍人脸检测的基本原理以及基于误差反向传播神经网络的人脸检测方法的具体步骤和应用。一、人脸检测基本原理人脸检测是指从一张图像中自动检测出人脸的位置和大小,并标注出人脸的关键点,如眼睛、鼻子、嘴巴等信息。通常包括以下几个步骤。①图像预处理:对输入的图像进行预处理,例如归一化、灰度化、直方图