
一种低成本制备TC4钛合金溅射靶材的方法.pdf

努力****向丝

1/10
2/10
3/10
4/10

5/10

6/10

7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种低成本制备TC4钛合金溅射靶材的方法.pdf
本发明公开了一种低成本制备TC4钛合金溅射靶材的方法,属于金属材料加工技术领域。通过三火次等温轧制的方法,将EB炉熔炼TC4钛合金铸锭沿着长度方向进行单向轧制,总压下量为86%‑90%。该发明不仅简化了传统钛合金加工工艺流程,有效降低了生产成本,而且制备得到的TC4钛合金靶材致密度好、显微组织均匀,力学性能满足国际标准的要求。
一种制备钼钛合金溅射靶材的方法.pdf
本发明公开了一种制备钼钛合金溅射靶材的方法,该方法为:一、用多孔筛筛选出海绵钛;二、将钼粉和筛选出的海绵钛进行机械混合得到混合料;三、将制成的混合料和平均粒度不超过15mm的海绵钛按照下层海绵钛、中层混合料和上层海绵钛的顺序进行布料,压制后制成钼钛合金电极;四、将制备的钼钛合金电极置于真空自耗电弧熔炼炉中进行熔炼,得到钼钛合金铸锭;五、将钼钛合金铸锭经过表面处理后,切割成特定形状的钼钛合金溅射靶材。本发明制备的钼钛合金靶材较传统粉末冶金方法制备的合金靶材具有工艺简单、成本低、尺寸可调范围广的特点,而且制备

一种TC4钛合金锻材及制备方法.pdf
本发明公开了一种TC4钛合金锻材及其制备方法,所述方法包括以下步骤:下料:选取符合标准的钛合金锭,按工艺尺寸下料至烤炉,下料后清除端面毛刺;锻打加热:清理烤炉炉膛灰渣,将下料至烤炉的钛合金锭放置在有效加热区开始加热,温度加热至960±10℃,加热时长不超过90min,镀层:将锻造后钛合金锻材放入真空室中,在锻材表面制备TiAlN/Ti涂层;通过本发明方法的得到的TC4钛合金锻材具备较好的抗冲蚀效果。
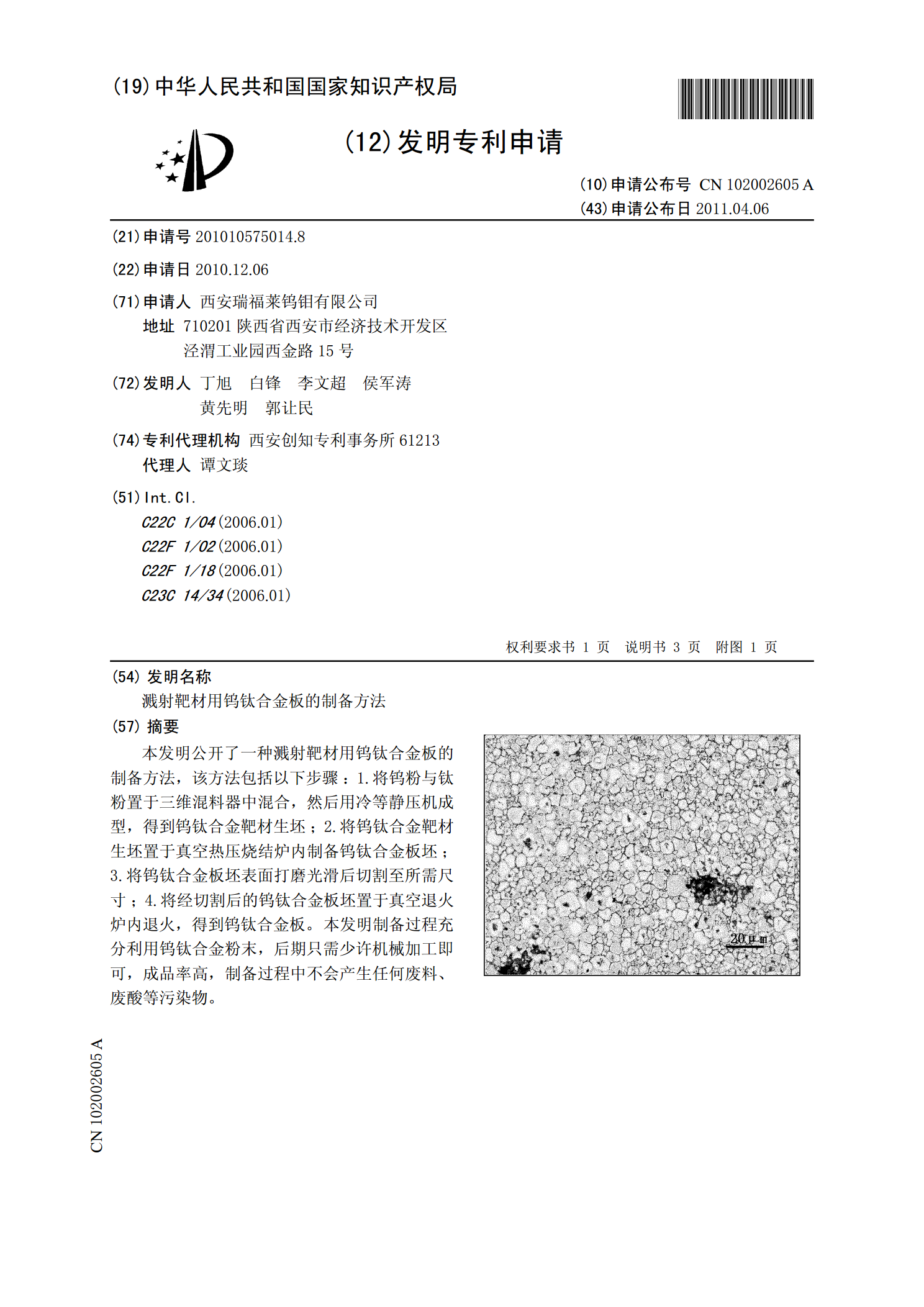
溅射靶材用钨钛合金板的制备方法.pdf
本发明公开了一种溅射靶材用钨钛合金板的制备方法,该方法包括以下步骤:1.将钨粉与钛粉置于三维混料器中混合,然后用冷等静压机成型,得到钨钛合金靶材生坯;2.将钨钛合金靶材生坯置于真空热压烧结炉内制备钨钛合金板坯;3.将钨钛合金板坯表面打磨光滑后切割至所需尺寸;4.将经切割后的钨钛合金板坯置于真空退火炉内退火,得到钨钛合金板。本发明制备过程充分利用钨钛合金粉末,后期只需少许机械加工即可,成品率高,制备过程中不会产生任何废料、废酸等污染物。
一种高纯、高致密、大尺寸钼钛合金溅射靶材的制备方法.pdf
本发明公开了一种高纯、高致密、大尺寸钼钛合金溅射靶材的制备方法,包括如下步骤:(1)混料:选择钼和氢化钛作为粉体原料,两种粉体在氩气保护气氛中进行混合得到合金粉末;(2)压制成型:将混合好的粉体原料装入胶套模具中进行冷等静压处理;(3)烧结:将压制毛坯在真空烧结炉中进行第一阶段脱氢烧结和第二阶段致密化烧结,最终得到烧结毛坯;(4)轧制;(5)退火;(6)机械加工:将退火之后的靶材毛坯进行机械加工得到钼钛合金溅射靶材产品。本发明生产的钼钛合金溅射靶材成分均匀、无偏析、晶粒细小、纯度高、致密性好。