
一种低活化马氏体钢CLF-1钢管的加工方法.pdf

An****70

1/7

2/7
3/7

4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种低活化马氏体钢CLF-1钢管的加工方法.pdf
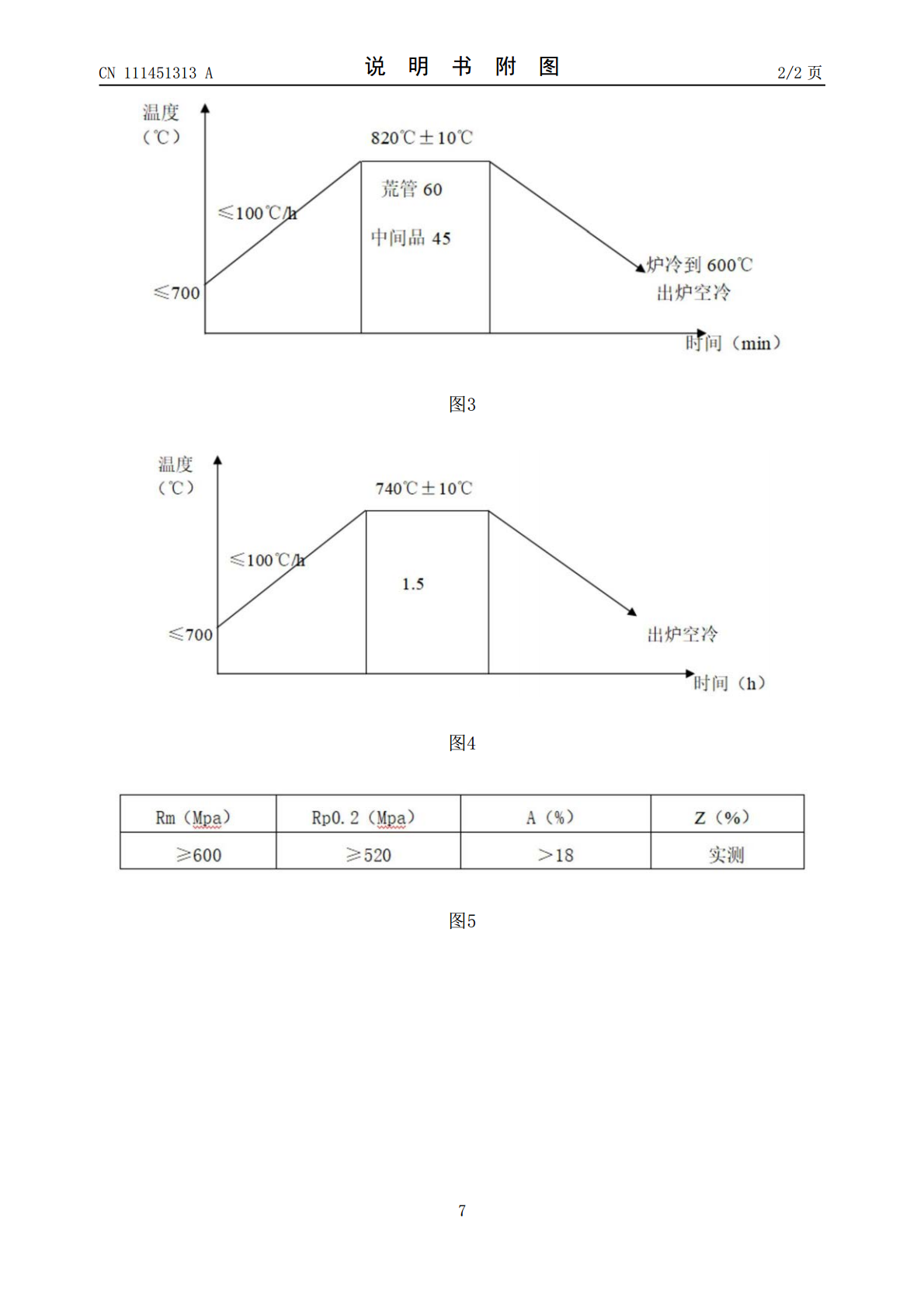
本发明公开了钢件生产技术领域的一种低活化马氏体钢CLF‑1钢管的加工方法,包括如下步骤:S1、管坯加工;将CLF‑1管坯料长削后进行定长切断,进行管心固定进行检查修磨,后置入斜底炉中加热处理;S2、荒管加工;将加热完成后的管坯进行穿孔处理制成荒管,并将荒管的两端进行打磨平头处理,再通过酸洗后制得冷轧中间品,后进行整体磨光和检查修磨,本发明通过冷加工变形工艺可以有效确保CLF‑1钢管加工时的加工性能,对CLF‑1钢管通过管坯、荒管、中间管、成品管的加工工艺,可以有效的提高钢管的力学性能以及表面质量,并且通过
一种制备纳米晶低活化马氏体钢的方法.pdf
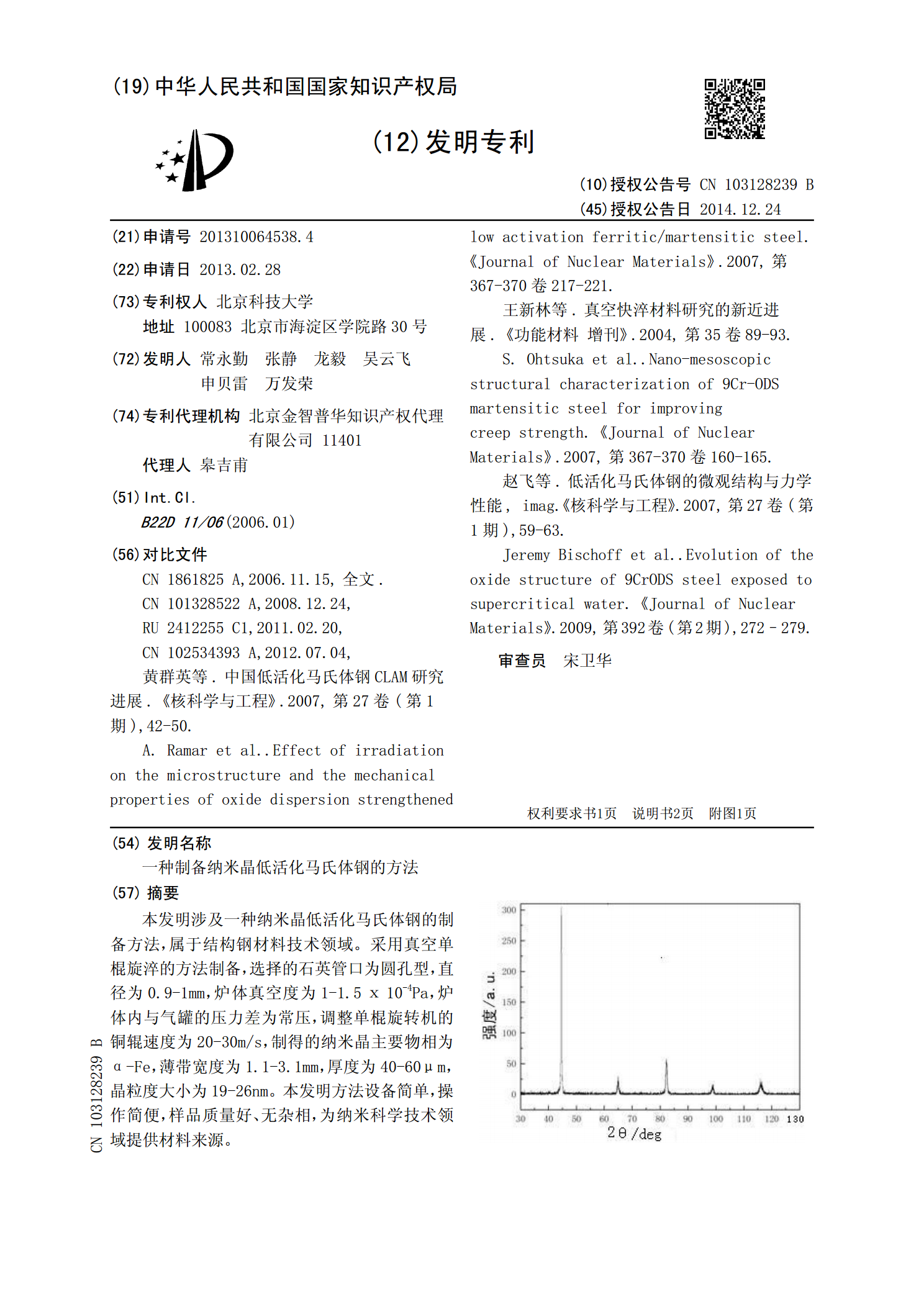
本发明涉及一种纳米晶低活化马氏体钢的制备方法,属于结构钢材料技术领域。采用真空单棍旋淬的方法制备,选择的石英管口为圆孔型,直径为0.9-1mm,炉体真空度为1-1.5×10-4Pa,炉体内与气罐的压力差为常压,调整单棍旋转机的铜辊速度为20-30m/s,制得的纳米晶主要物相为α-Fe,薄带宽度为1.1-3.1mm,厚度为40-60μm,晶粒度大小为19-26nm。本发明方法设备简单,操作简便,样品质量好、无杂相,为纳米科学技术领域提供材料来源。
一种锆强化低活化马氏体钢及其制备方法.pdf
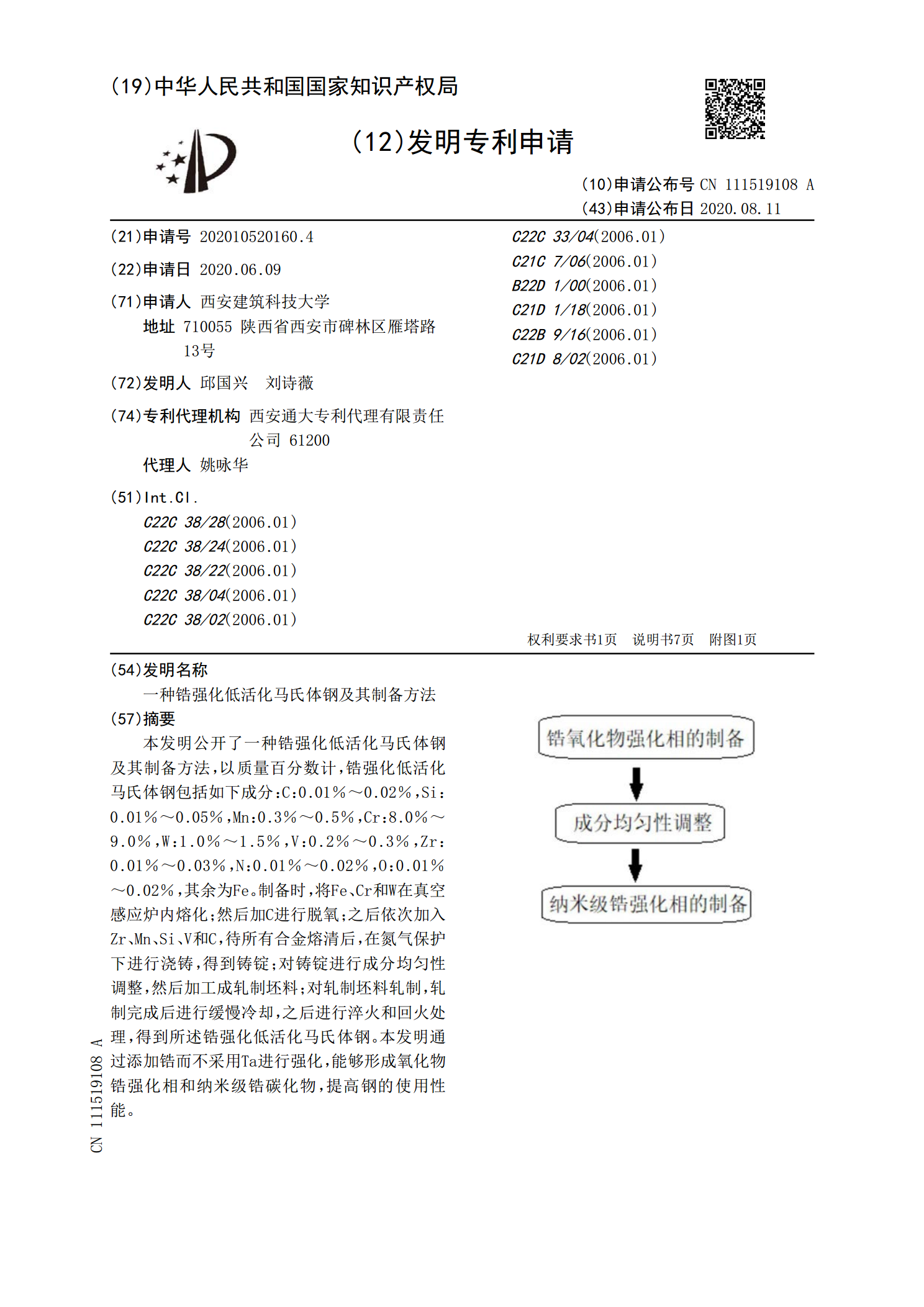
本发明公开了一种锆强化低活化马氏体钢及其制备方法,以质量百分数计,锆强化低活化马氏体钢包括如下成分:C:0.01%~0.02%,Si:0.01%~0.05%,Mn:0.3%~0.5%,Cr:8.0%~9.0%,W:1.0%~1.5%,V:0.2%~0.3%,Zr:0.01%~0.03%,N:0.01%~0.02%,O:0.01%~0.02%,其余为Fe。制备时,将Fe、Cr和W在真空感应炉内熔化;然后加C进行脱氧;之后依次加入Zr、Mn、Si、V和C,待所有合金熔清后,在氮气保护下进行浇铸,得到铸锭;对铸
一种制造马氏体不锈钢钢管的方法.pdf
本发明公开了一种制造马氏体不锈钢钢管的方法,其特征在于:包括如下步骤:原料冶炼,采用真空感应电炉、电炉-AOD双联冶炼或电炉-AOD-VOD冶炼;浇铸,加热到1600-1700℃,在真空下浇铸成钢坯,缓冷;热轧,热轧前经1200-1250℃加热,开轧温度≤1160℃,终轧温度≥960℃,轧后空冷;制得3-12mm厚的板坯;将板坯卷曲,对接,焊接,磨平;常规退火,退火温度为790-910℃;常规正火,正火温度为1150-1200℃;制得钢管,制的一种既有强韧性,抗腐蚀性的制造马氏体不锈钢钢管的方法,该制造马
低活化马氏体钢真空电子束焊接方法及核聚变堆.pdf
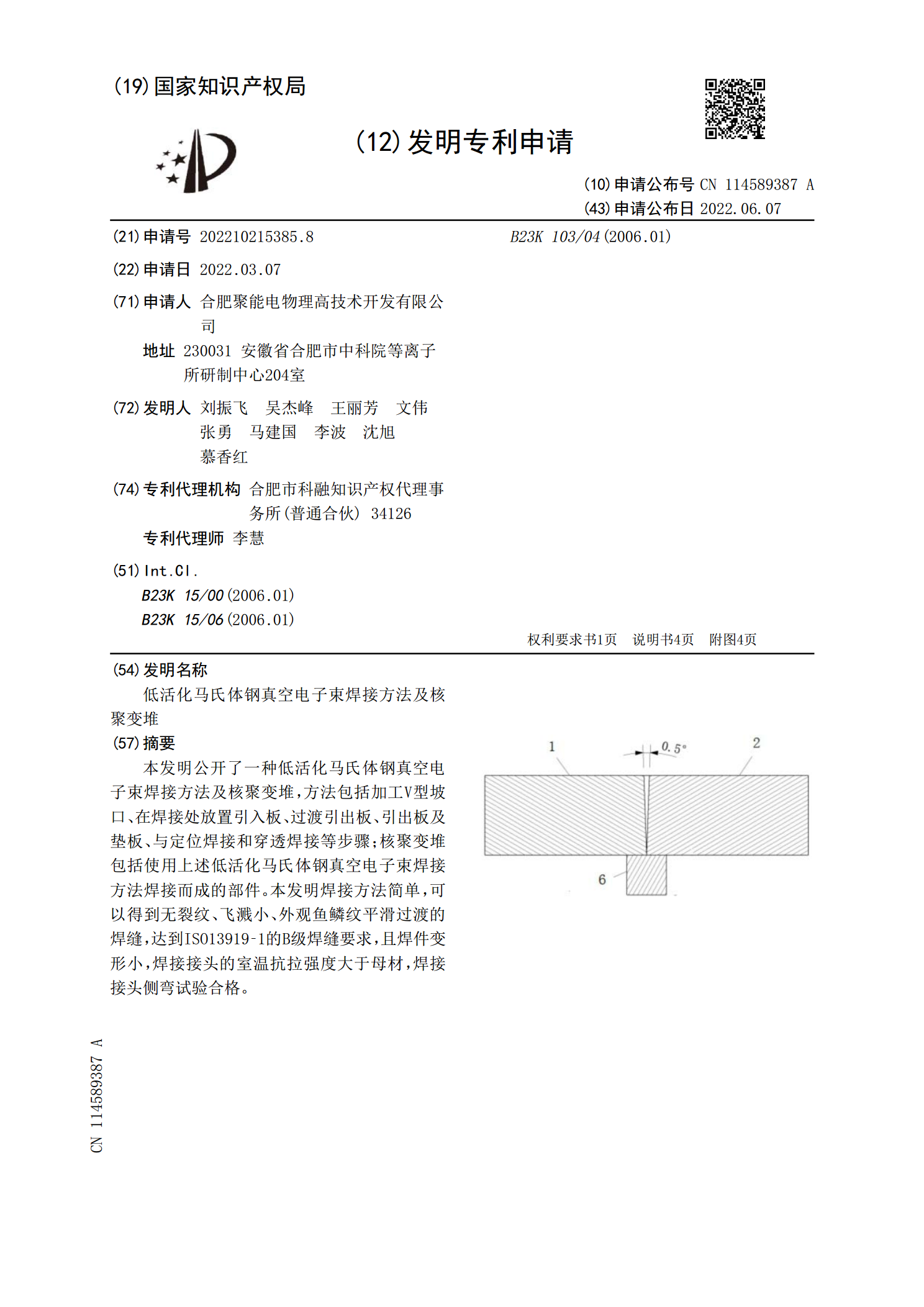
本发明公开了一种低活化马氏体钢真空电子束焊接方法及核聚变堆,方法包括加工V型坡口、在焊接处放置引入板、过渡引出板、引出板及垫板、与定位焊接和穿透焊接等步骤;核聚变堆包括使用上述低活化马氏体钢真空电子束焊接方法焊接而成的部件。本发明焊接方法简单,可以得到无裂纹、飞溅小、外观鱼鳞纹平滑过渡的焊缝,达到ISO13919?1的B级焊缝要求,且焊件变形小,焊接接头的室温抗拉强度大于母材,焊接接头侧弯试验合格。